FC302 變頻器與S7- 300 在煙草生產車間中的升級應用
2022-11-03 12:30:02趙宏杰
科學技術創新 2022年32期
趙宏杰
(漯河技師學院,河南 漯河 462000)
1 丹弗斯變頻器介紹
丹佛斯傳動控制致力于在諸多工業領域開發變頻調速器。變頻調速器可以控制速度、轉矩、加速度、同步、同位和交流(AC)電動機的整體性能,其業務領域涵蓋包括煙草、暖通空調、食品飲料、水處理、紡織、造紙、化工、金屬加工等多個行業。丹佛斯變頻器的產品線功率范圍從0.18 kW 到1 400 kW。
丹佛斯FC302 變頻器支持長達150 m 的電機屏蔽電纜,可以和PLC 一起,集中安裝在控制室即可實現遠距離控制電機,滿足了全廠皮帶傳輸系統、空調系統、制冷系統和排煙除塵系統的風機水泵可靠控制,并實現節能超過20%,丹佛斯友好的中文人機界面,也得到了現場員工一致認可[1]。自動化高架庫物流系統也大量使用丹佛斯FC302 變頻器,其精確定位功能實現輔助材料和卷煙成品儲存及進出庫的高度自動化、智能化。丹佛斯變頻器優秀的EMC 性能使得即便是如此大量且密集的使用,也不會對溫度儀表、壓力儀表等設備產生電磁干擾,保證了整個生產系統的可靠性,相對于西門子系列變頻器性價比更高。
2 西門子S7-300PLC
西門子距離推出S7-300/S7-400 系列已經很多年,之后西門子一直不斷的尋找升級的可能性,其中PCS7 就是一個升級失敗的產品,期間西門子強力推廣西門子博途系列即S1200 和S1500,并終獲得成功,其中S1200 對應的是S7-200 系列,S1500 對應的是S7-300/400 系列,西門子系列PLC 的質量和品質是很多產品是國內PLC 生產廠家無法比擬的。對于具有PRIFINET 接口的S7-300 的PLC,完全可以通過升級改造勝任產線的需求[2]。
3 改造前的變頻器控制系統
卷煙廠某個車間的變頻控制系統如下:要求具有三相異步電動機的正轉啟動,高速、中速、低速的切換;由于產線的升級需求,需要通過傳送帶機構,并配合工業機器人完成智能搬運,待特定的加工工序后,重新把加工后的物料搬運回傳送帶,運輸物料的定位精度要求極高。
實際控制系統中,由于丹弗斯FC302 變頻器控制端子的輸入公共端為+24 V,而西門子S7-300 的晶體管輸出端為0 V,所以無法進行端子的點對點控制,需要在S7-300 的輸出端外接24 V 中間繼電器。S7-300用四個PLC 的輸出點,來實現實現皮帶傳輸系統的精確定位,由于PLC 輸出外接繼電器,頻繁的切換控制要求,不僅浪費了中間繼電器的資源成本,而且提高了生產線的故障率,且繼電器的通電時間和斷電時間的延遲性,造成定位精度不高,增加了調試的難度[3]。改造前的西門子S7-300 與FC302 變頻器原理接線圖見圖1。
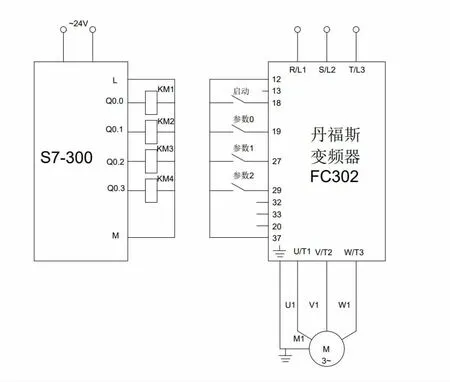
圖1 改造前的西門子S7-300 與FC302 變頻器原理接線圖
4 改造后的變頻控制系統
改造后的西門子S7-300 與FC302 變頻器原理接線圖,見圖2。
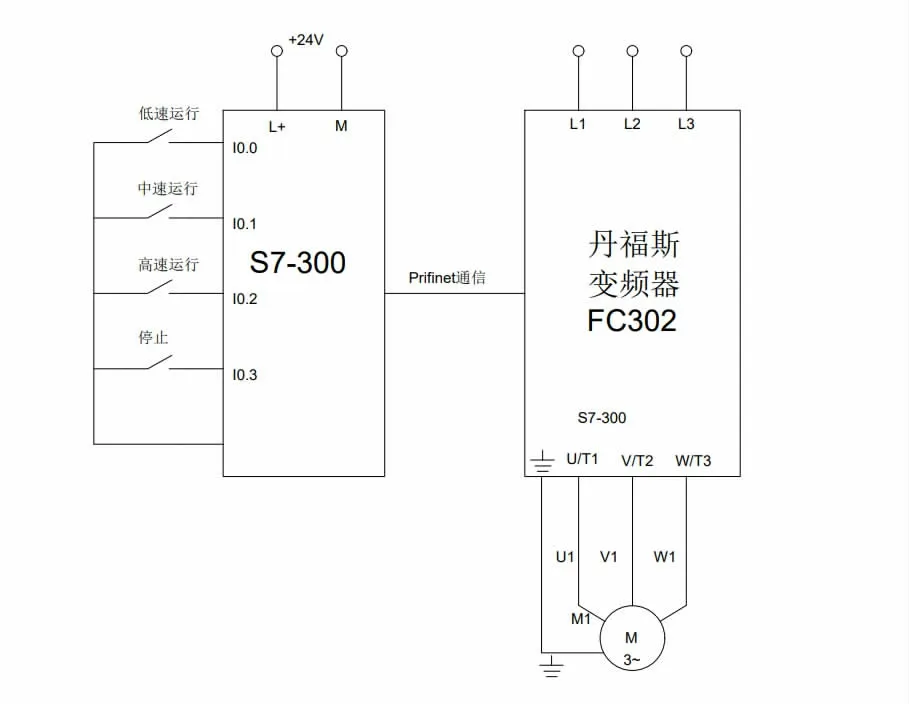
圖2 改造后的西門子S7-300 與FC302 變頻器原理接線圖
(1) 博途軟件中,添加完正確的CPU315-PN/DP后,在菜單欄中選擇“選項”>>“管理通用站描述文件(GSD)”,在管理通用站描述文件中,從源路徑中選擇對應的FC302 的GSD 文件并安裝,見圖3。

圖3 管理通用站描述文件
(2) 在設備與網絡>硬件目錄中,選擇“其他現場設備”>>“其他以太網設備”“PROFINET IO” >>“Drives ” >> “Dan foss Drives A/S” >>“VLT@FC Series”>>“Dan foss FC PN”雙擊添加;手動連接PROFINET 綠色總線PN/NE_1,并設置PLC與變頻器為一個頻段。本案例中,設置PLC 地址為192.168.0.1;設置FC302 地變頻器址為192.168.0.2;設備與網絡設置界面見圖4。
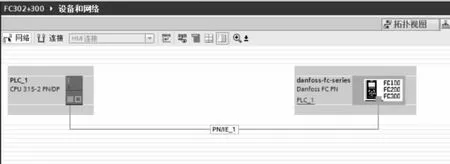
圖4 設備與網絡設置界面
(3) 點擊Dan foss FC PN 組態模塊,在硬件目錄中選擇報文PPO3,點擊并確認,從此選項中獲取組態地址為Q256--Q259,見圖5。

圖5 硬件目錄中選擇報文PPO3
(4) 丹弗斯FC302 變頻器參數設置流程。
a.恢復出廠設置。
選擇14-22 Operation Mode >>按[OK](確定)>>選擇“初始化>>按[OK](確定) >>切斷主電源,等待顯示屏關閉>>重新連接主電源此時變頻器已復位。
b.電動機參數。
電動機的參數設置在P1-20 到P1-23。設置P1-20: 電機功率為0.18 kw;P1-22: 電機電壓為380 v;P1-23:電機頻率為50 HZ;P1-24:電機電流為0.32 A;P1-25:電機轉速為1 400 r/min;P3-03:設置最大轉速為1 500 r/min;同時設置P4-10:電動機極限為雙向控制,見圖6~圖7[4]。

圖6 設置電動機參數

圖7 設置電動機極限
c.通信設置。
設置通信方式為遠程控制>>總線信號,并在以太網中修改地址為192.168.0.2;需要注意的是,變頻器FC302 的27 端子須和12 短接(或者P5-12 設置為0),否則變頻器無法啟動,見圖8~圖9[5]。

圖8 設置通信方式

圖9 設置以太網地址
(5) 編程示例。
當按下I0.0 后,變頻器帶動電動機以低速正轉運行;當按下I0.1 后,變頻器帶動電動機以中速正轉運行;當按下I0.2 后,變頻器帶動電動機以高速正轉運行;當按下I0.3 后,變頻器帶動電動機停止;當QW256 賦值為16#047C 代表正轉信號,當QW256 賦值為16#847C 代表發轉信號,QW256 賦值為16#043C代表停止信號,QW258 賦值為電動機運行的頻率,本項目升級改造的實驗程序見圖10。
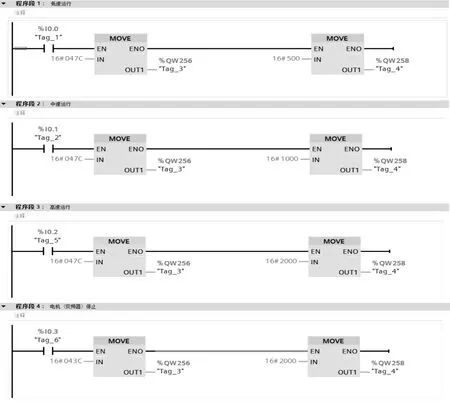
圖10 升級改造后的實驗程序
5 結論
本案例完成了某大型卷煙廠的生產車間升級改造,由原來的西門子S7-300 端子控制FC302 變頻器的正轉啟動和多段速運行,升級改造為PROFINET 通信控制,既減少了硬件接線,也簡化了調試流程,并且后期還可以通過重新組態,實現一臺S7-300 控制多臺FC302 變頻器遠程高精度定位控制。同時也提高了生產的效率和優化了生產線控制的流程,具有很高的實用價值和創新價值。
PROFINET 工業以太網通信,具有很好的實時性,可以直接連接現場設備,使用組件化的設計;PROFINET 還支持分布的自動化控制方式,經過改進使用于工業現場的以太網,就成為工業以太網。PROFINET 具有多制造商產品之間的通訊能力,自動化和工程模式,并針對分布式智能自動化系統進行了優化,其應用結果能夠大大節省配置和調試費用。但是相對于稍微年長一些企業維修技術人員和工程師來說,PROFINET 卻是一項新的技術,如果沒有經過專業的技術培訓,當產線出現新的通信故障后,將會無從下手。這就需要技術管理部門針對企業維修人員開展定期的相關設備培訓指導,并進行案例總結,形成一整套故障檢修方案,以減少設備故障維修周期帶來的經濟損失。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
少先隊活動(2021年4期)2021-07-23 01:46:22
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2017年7期)2017-06-05 09:36:13
工業設計(2016年12期)2016-04-16 02:52:00
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
消費者報道(2014年7期)2014-07-31 11:23:57
