秦三廠全堆芯乏燃料清空方案研究
2022-11-08 08:49:46霍啟龍熊小紅劉學斌
科技視界 2022年21期
霍啟龍 熊小紅 劉學斌
(中核核電運行管理有限公司,浙江 嘉興 314300)
0 引言
秦山第三核電廠(以下簡稱“秦三廠”)擁有2 臺從加拿大引進的CANDU6 型重水堆核電機組,每個CANDU6 重水堆堆芯水平布置380 根壓力管。壓力管作為堆芯燃料的承載部件,長期處于高輻照、高溫、高壓的工況,隨著電廠的連續運行,壓力管將不可避免地發生老化和性能降級現象,最終導致其不滿足設計安全要求。因此,為保障機組安全穩定運行,必須對全堆壓力管,包括燃料通道部件進行更換(以下簡稱“換管”)。
在壓力管更換工程實施前,需要將堆芯內的所有乏燃料清空,便于壓力管更換的實施。本文結合重水堆壓力管更換項目和秦山重水堆機組現狀,提出秦三廠全堆芯乏燃料清空工藝方案,并對乏燃料清空工具進行剖析和研究,以確保乏燃料清空過程的安全。
1 裝換料過程概述
秦三廠重水堆機組采用不停堆換料方式。 其堆芯水平布置380 根壓力管,內裝12 根燃料棒束,全堆共裝載4 560 根燃料棒束。在反應堆堆芯AC 兩側各布置一臺由原加拿大原子能公司(現坎杜能源公司)設計制造的核一級設備裝卸料機裝置,它是重水堆更換核燃料的關鍵設備。
2 乏燃料清空工藝研究
秦三廠在燃料通道清空操作時,建議采用裝卸料機清空工藝。正常燃料通道清空操作主要是利用上、下游裝卸料機的相互配合,完成燃料通道的清空操作。
燃料通道清空過程中裝卸料機的通常幾個操作:
(1)在輔助孔道,將兩側裝卸料機里的備用屏蔽塞從裝卸料機倉M 管里卸出。
(2)6 個抓取工具延伸件(Fuel Adapter Extension,以下簡稱“FAE”)分別安裝到上游裝卸料機倉L、N、B、D、F & M 管里。
注:當只有一個裝卸料機可用,則將燃料抓取工具(Fuel Adapter,以下簡稱“FA”)連接于FAE 前端部,僅用一個裝卸料機通過抓取燃料棒束完成通道的清空操作。
(3)用RGA、FAE 工具將反應堆燃料通道里的12根燃料棒束推至下游裝卸料機內。
(4)下游裝卸料機定位并鎖緊于乏燃料孔道,接收卸出的12 根乏燃料棒束。
(5)依次完成各燃料通道的清空操作。工具裝入到上游裝卸料機上,下游裝卸料機準備工作完成后,同時定位到需要清空的燃料通道上。裝卸料機進入自動清空模式后根據程序執行燃料清空操作。
(6)上游裝卸料機用RGA 和FAE 工具將反應堆燃料通道里的12 根燃料棒束從燃料通道依次推入到下游裝卸料機內。下游裝卸料機接收卸出的12 根乏燃料棒束并貯存于貯倉內。見圖1。

圖1 裝卸料機12 根貯存倉
3 乏燃料清空工具研究
3.1 壓力管蠕變研究
本報告研究的燃料通道清空用工器具及采用的裝卸料機清空工藝均是以壓力管壽期內正常設計尺寸為前提的。但在反應堆運行過程中,由于壓力管中的燃料棒束和冷卻劑的重量以及壓力管本身重量的作用,再加上熱蠕變和輻照蠕變因素,壓力管會發生下垂彎曲,參見98-31100-PIP-004《Final Inspection Report》及17YW022-406-BG《秦山三廠壓力管與排管接觸、排管與LISS 管嘴間隙分析報告》。當壓力管更換項目實施時,壓力管的蠕變量可能超出正常設計尺寸并影響現有燃料通道清空工器具的使用。
基于秦三廠兩臺機組歷次在役檢查中所抽查的壓力管最大下垂量,進行歸一化擬合,通過95%置信度下垂量下限即可預測236kEFPH 下的保守下垂量不大于75 mm。
根據兩臺機組在役檢查獲得的下垂曲線(基于下垂曲率測定)可知,壓力管下垂最大量接近軸向長度中點,兩端曲率為負、中間段曲率為正,近似于反正態分布曲線,如圖2 所示。
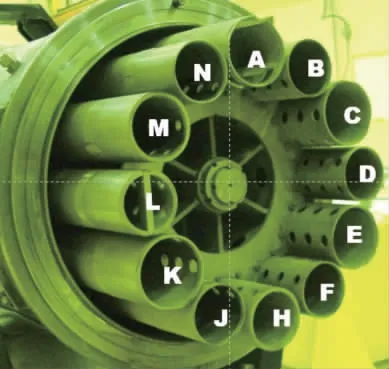
圖2 壓力管下垂量及下垂曲率趨勢
3.2 專用工具研究
(1)FAE 工具是用于操作超過推桿范圍的棒束,FAE 一端是與RGA 類似的搖桿臂結構,可實現與相鄰FAE(或FA)連接固定。FAE 另一端的配合槽用于同相鄰FAE 或RGA 搖桿臂鎖緊。FAE 內部有延伸套筒,借助于鎖緊推桿旋轉RGA 內部延伸套筒可實現解鎖操作。此時搖桿臂在延伸套筒的推動下抵消了彈簧力并脫開相鄰FAE 端部配合槽,完成釋放。
單個FAE工具的長度約997mm,壓力管任意997mm長度內最大變形量約2.9 mm。FAE 除兩端外中間管徑為89 mm,壓力管內徑為103.4 mm,間隙大于壓力管變形造成的影響,因此對單個FAE 的使用無影響。
(2)FA 工具主要用于抓取燃料棒束操作。在正常燃料通道清空操作時,依靠上游裝卸料機內的FAE 將通道內的燃料棒束逐組(以2 根燃料棒束為一組)推入下游裝卸料機貯倉內,此操作中不需使用本工具。但在特殊工況下在僅使用一個裝卸料機進行燃料棒束的抓取操作時需使用FA 工具。為了便于貯存和運輸,FA 的長度近似于單根燃料棒束的長度。在任何給定方向,FA 端部上的10 個抓頭中至少有4 個抓住燃料棒束的端板。FA 的另一端設置有配合槽,可與FAE上搖桿臂相連并自鎖。
FA 工具的長度約480 mm,壓力管任意480 mm長度內最大變形量約0.7 mm。在FA 能夠到達需要操作的燃料棒束位置后,壓力管自身的變形對FA 的使用無影響。
壓力管更換時,壓力管下垂對相連后的FAE 工具影響最大。相鄰FAE 的鎖緊依靠圖3 所示搖桿臂結構。搖桿臂設置在右側FAE 上,圓周方向均勻布置4個。由于搖桿臂在抓緊狀態下與左側FAE 配合槽存在間隙,因此相鄰工具允許發生一定彎角。根據尺寸計算,在66 mm 高度(此時下端搖桿臂距離中心最近)上允許約+1.0 mm 的轉動。FAE 長度約997 mm,因此相鄰工具的允許偏角為±0.87。連續2 個FAE 工具所在曲線的曲率為2sin(0.5×θ)/L,式中θ=±0.87,L=997 mm,計算得兩段FAE 相連后最大高度差約15.1 mm,FAE 前后相連后允許的曲率最大值為±15.2×10/mm。
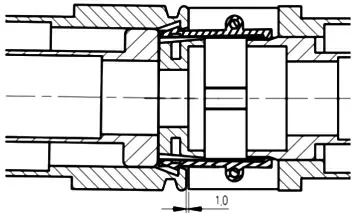
圖3 FAE 連接時允許偏差
FAE 相連后,形成如圖4 所示的一組連續線段。
左側連續3 段的FAE 長度約3 m 與壓力管長度基本對應。同時壓力管內徑約103.4 mm,工具兩端外徑最大處約102.5 mm,有0.9 mm 間隙,工具可以順利伸入壓力管半管長度(半管預估直線度約11.7 mm)。
如FAE 工具繼續在壓力管中推進,經過壓力管中間段的FAE 將連續逆時針轉動并形成如圖4 所示半徑為R(R=曲率-1,即R=66 m)的圓弧。根據之前計算分析,此時壓力管自身在中間段形成的連續圓弧半徑約43 m,因此FAE 將無法順利插入。如使用額外的力強行將FAE 推入,可能將FAE 上搖桿臂與配合槽連接失效并使相鄰FAE 斷開,存在FAE 卡在壓力管中無法卸出的風險。

圖4 壓力管變形最大時相連FAE 狀態
綜上所述,得到如下結論。
3.2.1 半管長度影響
兩段FAE 工具相連后最大高度差約15.1 mm,考慮工具與壓力管在直徑方向上約0.9 mm 的間隙,壓力管任意2 m 內直線度不超過16 mm 時(實際約為11.7 mm),壓力管變形對工具使用無影響。預估的壓力管變形能夠維持工具的可用性。
3.2.2 全管長度影響
全長直線度即為壓力管最大變形量,約75mm。此時,壓力管中間位置變形的曲率大于工具允許通過的曲率。如將工具延伸件強行插入壓力管中間位置,工具上搖桿臂可能因受力過大而失效。
4 研究結論
綜上初步分析,對乏燃料清空工具進行評估,提出工器具優化方案,總結如下。
(1)由于壓力管發生下垂彎曲。因此乏燃料清空專用工具需要進行相應的改進,通過對插入頭的公差和尺寸改變,可以便于通過下垂的壓力管內,將乏燃料卸出堆芯。
(2)由于乏燃料清空專用工具屬于多段相連,如果出現分離脫開現象,將增大乏燃料清空工作難度,因此增加卡爪的數量,可以保護操作過程中防止分離。
(3)由于燃料通道內部會附著一些殘余碎片(根據單管更換經驗反饋),因改變專用工具尺寸,會導致工具借口處存在縫隙,導致殘余碎片卡澀,可以對外部套管端頭形狀進行修改,以防止異物卡澀。
(4)由于乏燃料清空專用工具的相應改進,因此裝卸料機配置上需要對相關配件進行改進,便于在乏燃料清空過程中,提升裝卸料機保養進度,更加利于維護。
