激光熔覆IN718合金溫度場和應力場數值模擬*
2022-11-15 05:41:50黃國順金康寧
潤滑與密封 2022年11期
關鍵詞:方向
黃國順 金康寧 陳 平
(北京科技大學機械工程學院 北京 100083)
水泵葉輪葉片大多采用316L不銹鋼制造,服役在礦井等惡劣工況環境中易空化空蝕、排水腐蝕以及沖蝕磨損,嚴重影響了水泵的使用壽命[1-3]。復雜工況環境對葉片表面的耐腐蝕性、耐磨性和疲勞強度等特性均提出更高的要求。激光熔覆技術因其稀釋率低、結合牢固及綠色無污染等優勢,被廣泛應用于航空航天、石油鉆探、生物醫學、礦山機械等領域[4-6]。為滿足葉片表面性能的需求多樣性,采用激光熔覆技術在葉片表面制備IN718耐磨涂層,可有效增加葉片使用壽命。
由于快速的凝固過程和基材與涂層間的熱物性參數差異,熔覆過程中會產生較高的殘余應力,導致裂紋的萌生及基板的變形[7]。因此,研究殘余應力的分布規律對激光熔覆技術的應用具有重要意義。激光熔覆冷卻速率極高(104~106K/s),熔覆過程中的熔池溫度、涂層應力、組織相變過程難于觀察,且實驗研究存在成本高昂、周期長等缺點[8-9]。近年來計算機技術的迅猛發展,為激光熔覆過程中復雜的物理化學變化規律研究提供了可靠的數值模擬途徑。VUNDRU等[10]通過熱力耦合模型表征了涂層沿橫截面的殘余應力演變,并且確定了對應于減輕拉伸殘余應力的最佳工藝條件。TAMANNA等[11]通過解析模型研究不同材料熔覆涂層的殘余應力,結果表明預熱溫度和彈性模量是影響殘余應力的關鍵因素。石立開等[12]通過仿真得出,激光增材制造薄壁件的最大殘余應力出現在涂層與基板的結合處。現有研究中對葉片等薄片類零件的熔覆涂層研究較少,尤其是對水泵葉輪葉片熔覆涂層的殘余應力缺乏相關研究。
本文作者通過實驗在316L不銹鋼基板上熔覆Inconel718(IN718)合金粉末,研究工藝參數對涂層幾何形貌的影響,獲取合理的工藝參數;對所得到的單道涂層進行數值模擬,研究激光熔覆涂層溫度場和殘余應力的分布規律。該研究拓寬了修復和強化316L不銹鋼可用熔覆材料的選擇范圍,為后續基于實際工業中多層多道激光熔覆的研究奠定了基礎。
1 熔覆試樣的制備與表征
基板材料選用316L不銹鋼,尺寸為30 mm×30 mm×5 mm;熔覆材料為IN718合金粉末,表1列出了實驗所用材料的化學成分。
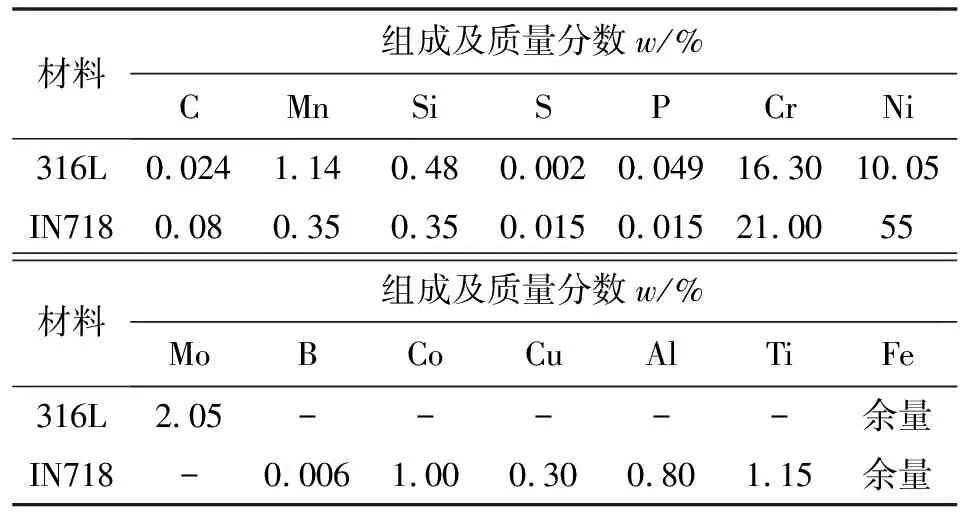
表1 316L不銹鋼和INl718合金化學成分
使用RF-J1500高速熔覆設備制備涂層,激光熔覆示意圖如圖1所示[13]。根據前期涂層成型及良好表面形貌的探索性實驗,為結合實際工業應用,文中研究的激光熔覆工藝參數主要考慮激光功率、送粉量和掃描速度,具體數值見表2。將試樣沿熔覆涂層橫截面切割,經過研磨、拋光、10%草酸溶液電侵蝕后,在XYH-4A體式顯微鏡下觀察并測量熔覆涂層的寬度W、高度H、深度h(見圖1)。根據涂層高度和深度,計算熔池稀釋率η(η=h/(H+h)),結果見表2。
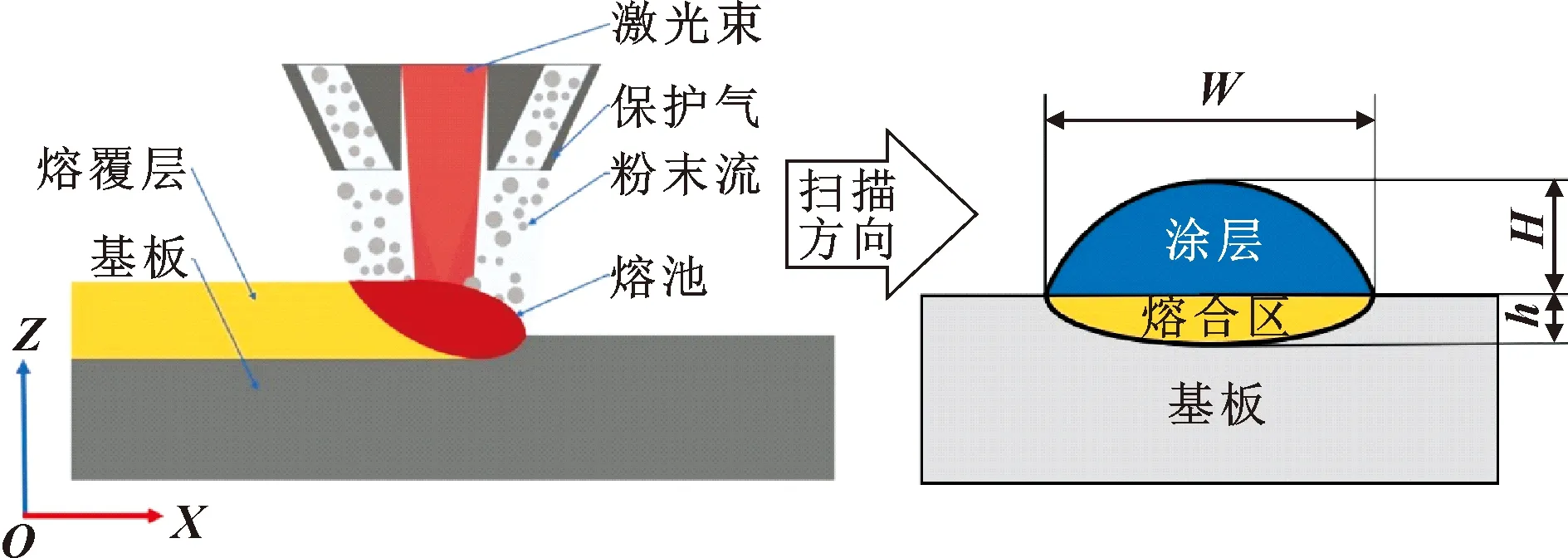
圖1 激光熔覆及涂層形貌測量示意[13]
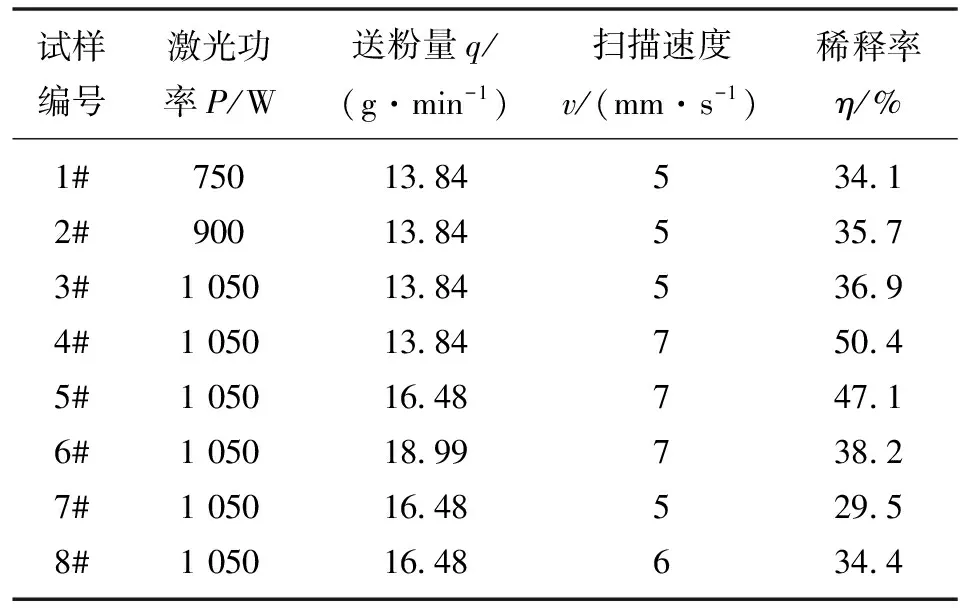
表2 激光熔覆實驗工藝參數
2 有限元模擬
2.1 控制方程及熱源模型
采用有限元法模擬IN718合金粉末在316L不銹鋼基板上的熔覆過程,分析熔覆過程中溫度場及應力場的演變過程。針對該研究對象特點,進行以下基本假設:(1)工件連續且均勻,忽略材料內部孔隙、裂紋及其他缺陷對材料熱物性參數的影響;(2)熱源的輸入功率穩定,不隨時間發生波動;(3)熱輻射系數和激光吸收率均勻穩定,不隨溫度和工件狀態變化;(4)固液兩相區界面、涂層與基板界面均為連續介質,忽略界面熱阻對傳熱的影響;(5)忽略熔池內部液體的流動和攪拌作用對傳熱的影響。
激光熔覆過程中的傳熱過程可用傳熱方程進行描述[14-15],即
(1)
式中:Q為內熱源;ρ為材料密度;C為材料的比熱容;T為熱力學溫度;k為導熱系數。
為求解該方程,需要明確初始條件和邊界條件。激光熔覆初始條件為已知初始時刻的溫度分布,即
T|Γ1=T(x,y,z,t)
(2)
式中:t為時間;Γ1為熔池邊緣;x、y、z為激光點坐標。
此外,需要求解粉末與媒介接觸處的溫度和換熱系數(如式(3)所示)以及粉末邊界、基板邊界與環境發生的輻射作用[16-17](如式(4)所示)。
(3)
(4)
式中:kx、ky、kz分別表示x、y、z方向的熱導率;nx、ny、nz為邊界外法線的方向余弦;Γ2和Γ3分別為對流邊界和輻射邊界;α為對流換熱系數;Tf為環境溫度;ε為輻射系數;σSB為斯蒂芬-玻爾茲曼常數。
邊界條件應該滿足式(5)。
Γ1+Γ2+Γ3=Γ
(5)
式中:Γ為域內全部邊界。
基于圓形激光熱源對熔池的對流作用及熱源的移動速率,模擬仿真采用雙橢球體熱源的加熱方式。雙橢球熱源模型是在高斯面熱源模型的基礎上,進一步考慮金屬粉末對激光能量吸收的體熱源模型。該模型使用2個具有相同短軸但不同長軸的半橢球體來近似描述。如圖2所示,其表達式[18]為
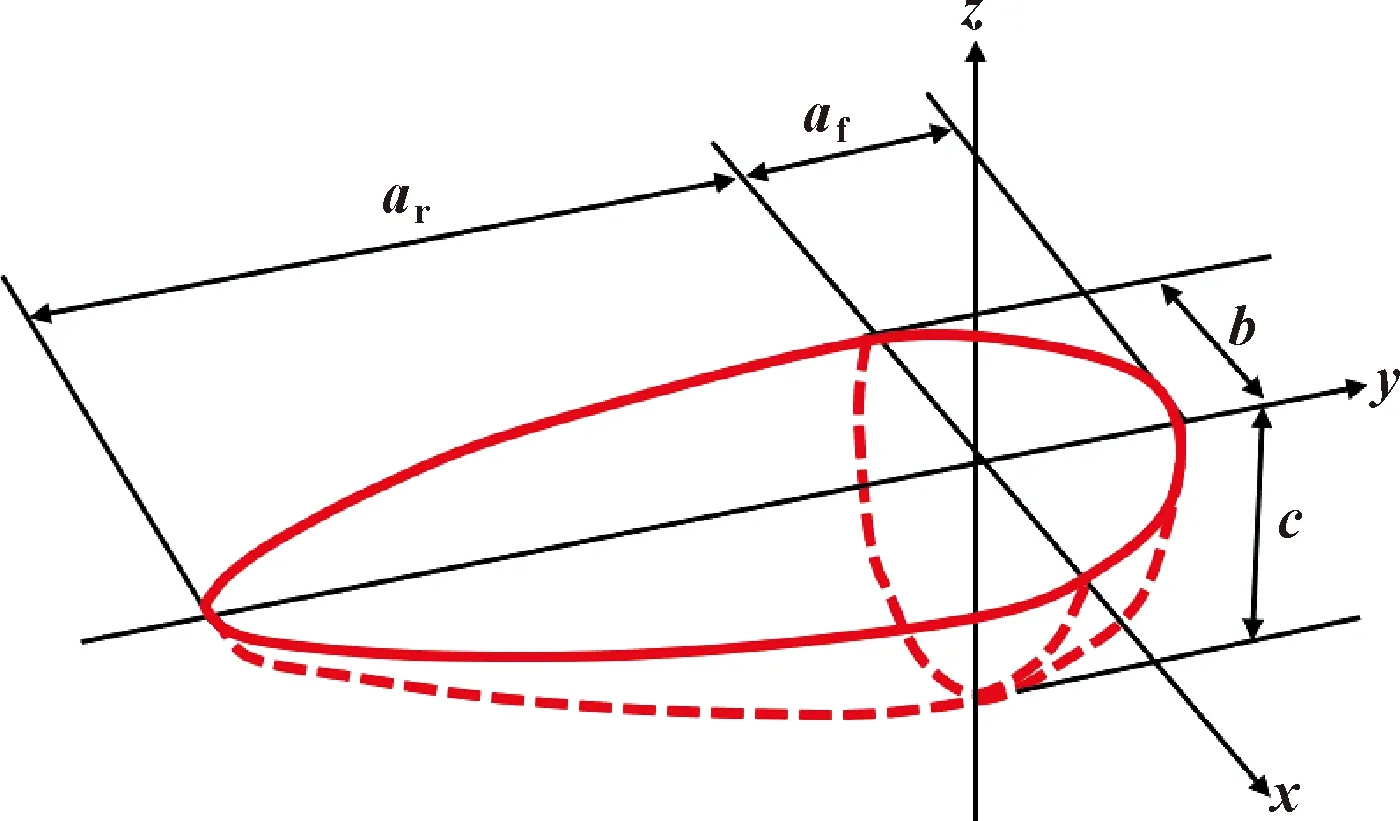
圖2 雙橢球高斯熱源模型
q(x,y,z)=
(6)
式中:A為金屬粉末對激光的吸收率;P為激光功率;ar、af、b、c分別代表雙橢球模型在不同方向的半軸長;x、y、z為激光點坐標。
采用Simufact Welding有限元軟件基于生死單元法對激光熔覆加工過程的溫度場和應力場進行數值模擬分析,整個過程采用順序熱力耦合有限元模型,求解過程分為兩步。首先計算涂層的溫度場,再將得到的各節點溫度作為熱載荷加載到應力模型中,計算得到應力場,進而獲得殘余應力的分布。
2.2 材料熱物性參數及仿真模型
有限元計算中所用到的316L不銹鋼和IN718合金的熱物性參數如表3和圖3所示,包括熔化潛熱、固相線和液相線、泊松比、密度、熱導率,以及不同溫度下的比熱容、彈性模量、熱導率和熱膨脹系數。仿真模型如圖4所示,為提高仿真速度的同時保證仿真結果的準確性,對涂層以及涂層附近的基板進行網格細化處理。
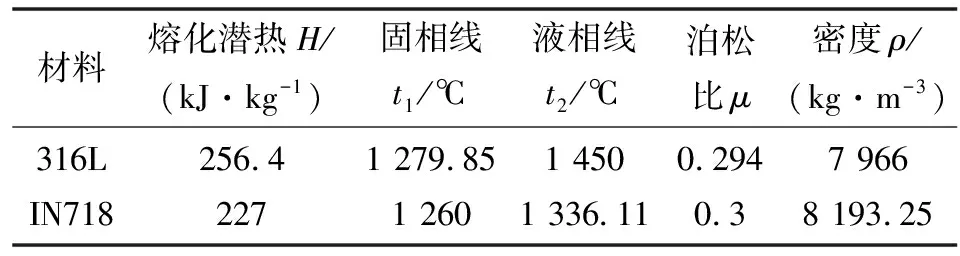
表3 316L不銹鋼和INl718合金熱物性參數
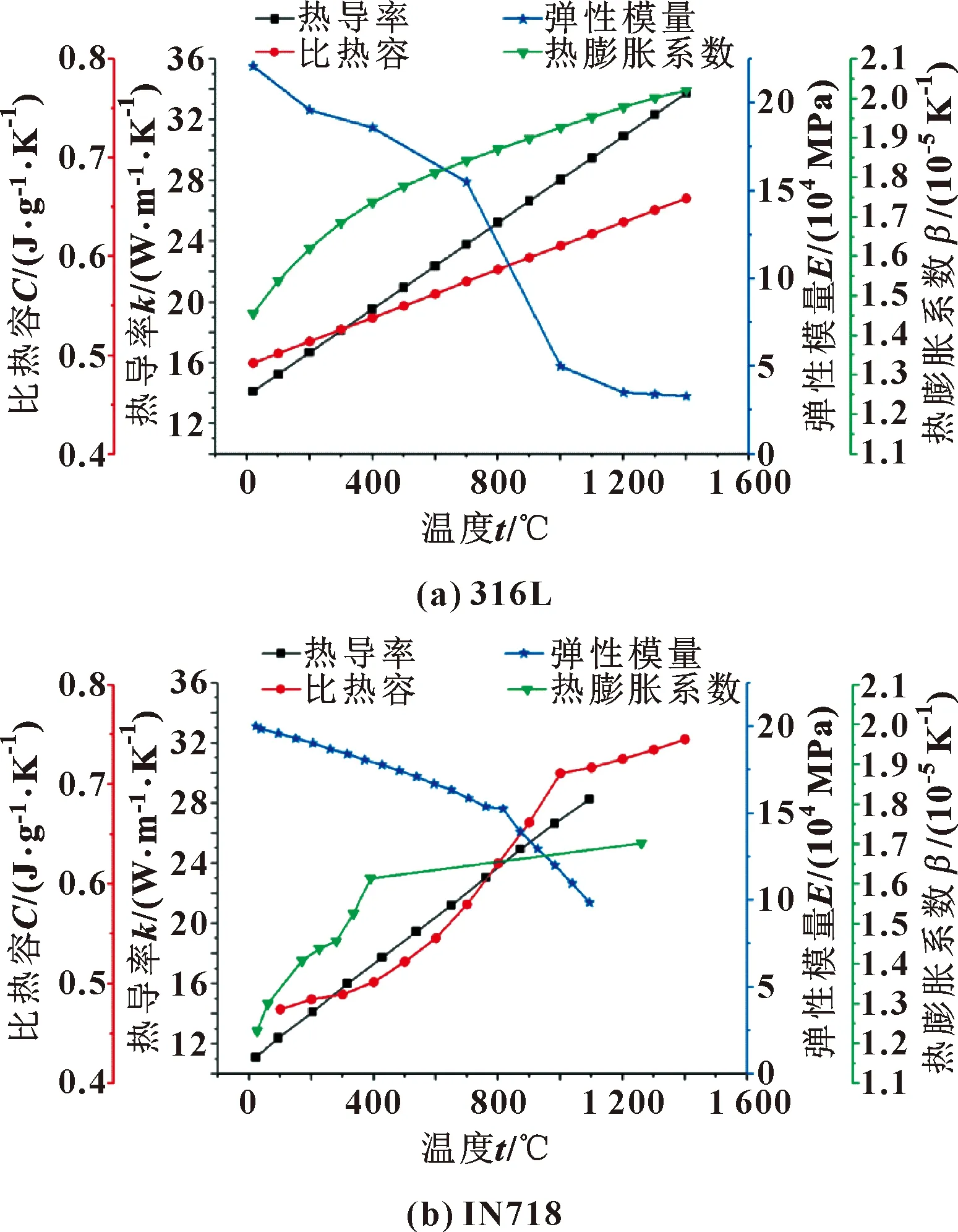
圖3 熔覆材料的熱物理性能參數曲線
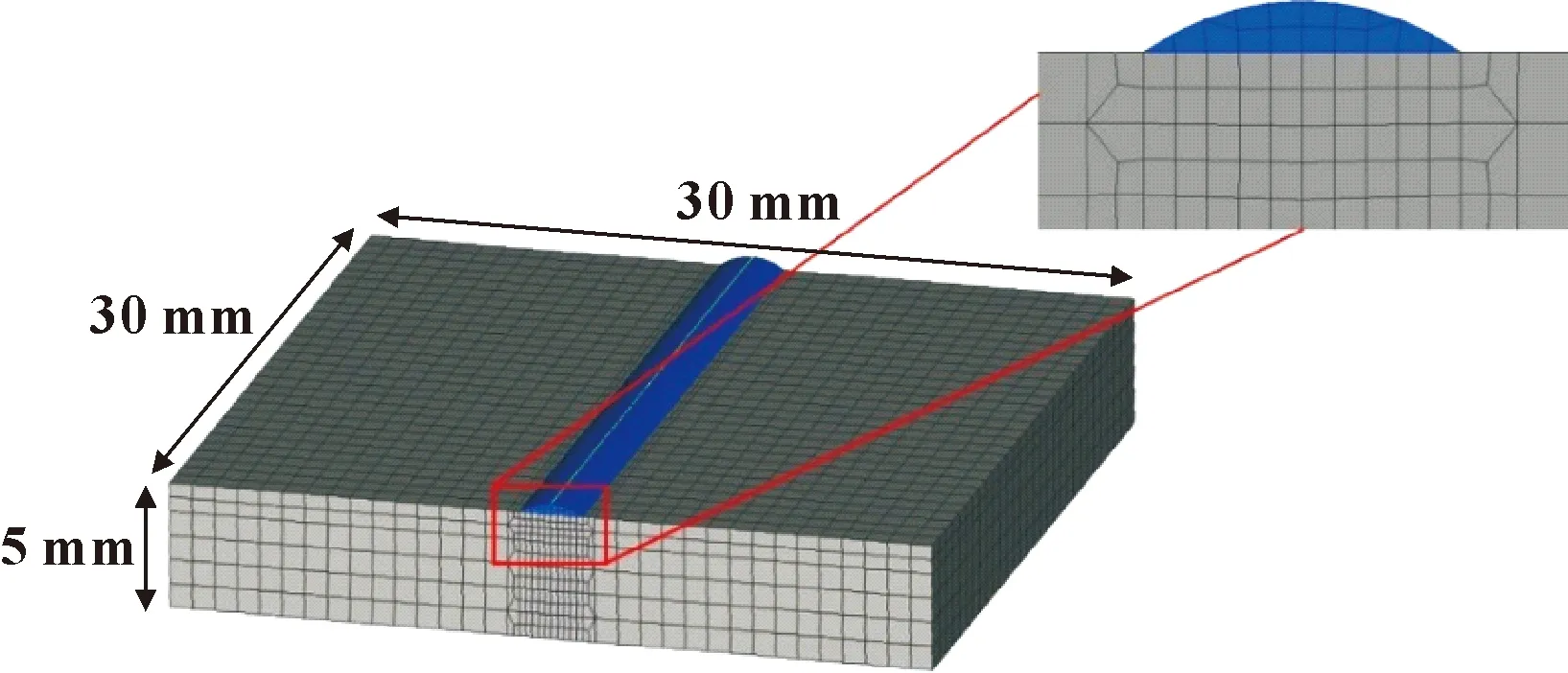
圖4 激光熔覆有限元模型
3 結果與討論
3.1 工藝參數對熔覆涂層宏觀形貌的影響
激光功率對激光熔覆IN718合金涂層的尺寸及其稀釋率的影響如圖5所示。可知:隨著激光功率增加,涂層的寬度、高度和稀釋率均有所提高,當激光功率從750 W增加到1 050 W時(即激光功率增加40%),涂層寬度增加12.7%,涂層高度增加9.9%,稀釋率增加8.2%。在送粉量和激光掃描速度一定的情況下,激光功率增大使得單位體積熔池內的激光能量增加,從而導致涂層寬度和深度的增加,因此稀釋率隨之增大;同時激光功率的增大也使得線能量密度增加,粉末利用率隨之增大,涂層高度也有所增大。相比之下激光功率對涂層寬度的影響呈較為明顯的正相關性。
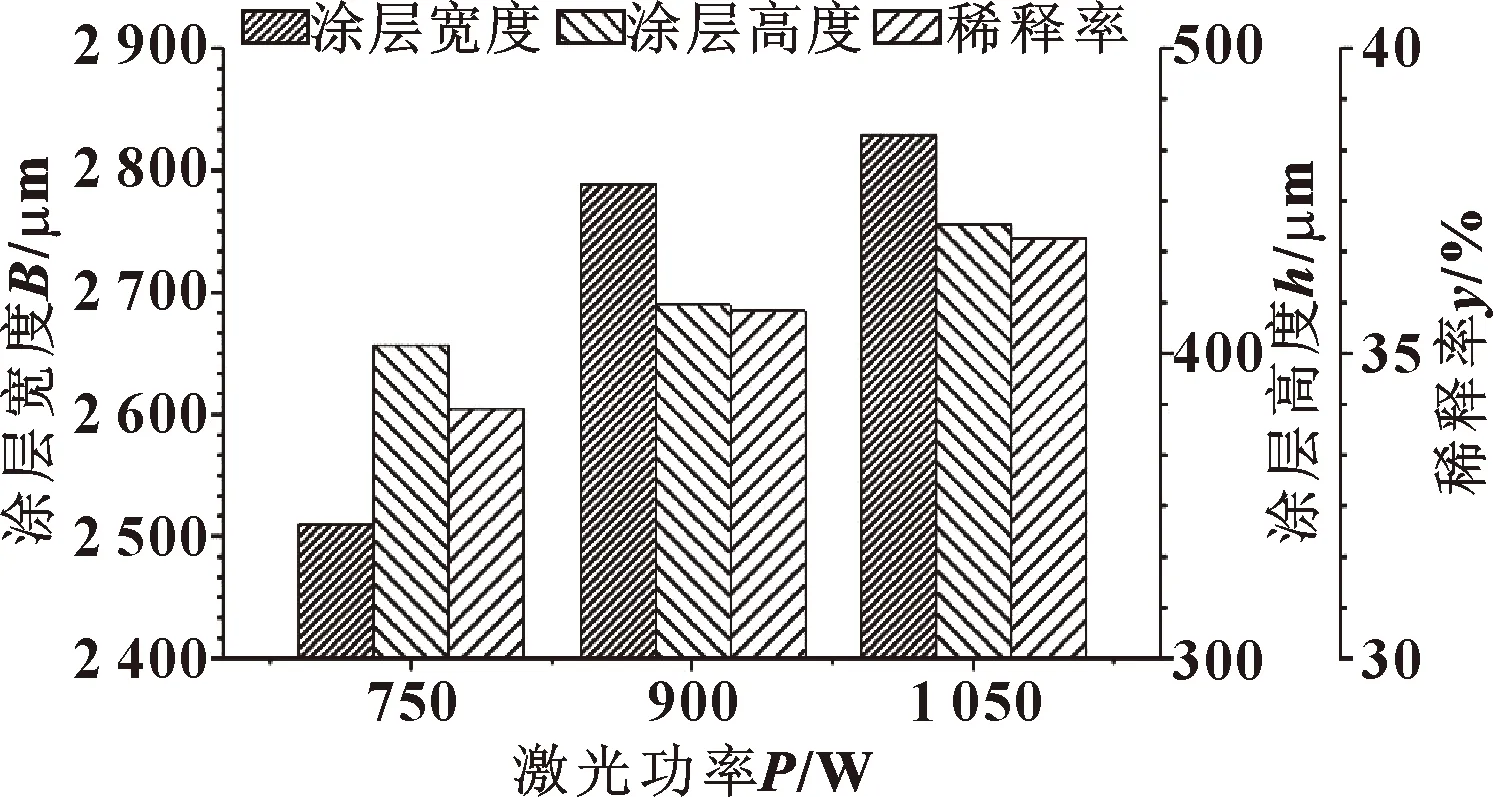
圖5 激光功率對涂層尺寸及稀釋率的影響(送粉量13.84 g/min,掃描速度5 mm/s)
送粉量對熔覆涂層的尺寸及其稀釋率的影響如圖6所示。可知:當送粉量從13.84 g/min增加到18.99 g/min時(即送粉量增加37.2%),涂層寬度增加2.9%,涂層高度增加43.5%,稀釋率減小24.2%。由于送粉量的增加,使得單位時間內熔池內部熔化的粉末體積有所增加,從而增加了涂層的寬度和高度;同時送粉量的增加提高了激光能量的利用率,更多的激光能量用于熔化粉末,到達基板的激光能量有所減小,從而涂層深度有所降低,稀釋率隨之減小。相比之下,送粉量對涂層高度的影響呈較為明顯的正相關性,對稀釋率的影響呈負相關性。
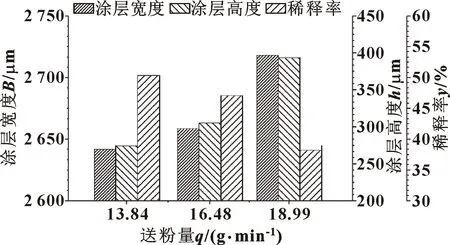
圖6 送粉量對涂層尺寸及稀釋率的影響(激光功率1 050 W,掃描速度7 mm/s)
掃描速度對熔覆涂層尺寸及稀釋率的影響如圖7所示。可知:當掃描速度從5 mm/s增加到7 mm/s時(即激光掃描速度增加40%),涂層寬度減小8%,涂層高度減小44.4%,稀釋率增加59.7%。由于激光掃描速度的增加使得線能量密度減小,單位時間單位體積熔池內的激光能量降低,在激光功率和送粉量一定的情況下熔化的粉末體積減小,從而涂層寬度和高度有所減小;由于作用于粉末的激光能量減小,所以穿過粉末到達熔池底部的能量增加,使得涂層深度增加,導致了稀釋率的增加。相比之下,激光掃描速度對稀釋率的影響呈較為明顯的正相關性,對涂層高度的影響呈較為明顯的負相關性。

圖7 掃描速度對涂層尺寸及稀釋率的影響(激光功率1 050 W,送粉量16.48 g/min)
圖8所示為按表1中參數制備的8種激光熔覆涂層試樣的表面宏觀形貌。1#試樣的激光功率為750 W,由于激光功率較低,導致熔覆粉末不能夠完全熔化,使得涂層表面較為粗糙甚至出現凹坑缺陷;3#~8#試樣的激光功率為1 050 W,由于激光功率較大,輸入的線能量密度較大,在基板邊緣處出現燒蝕現象,使得熔覆涂層呈扁平狀。2#試樣的激光功率為900 W,送粉量為13.84 g/min,掃描速度為5 mm/s,涂層表面形貌較好。因此,以2#試樣的形貌參數建立幾何模型進行數值模擬仿真研究。
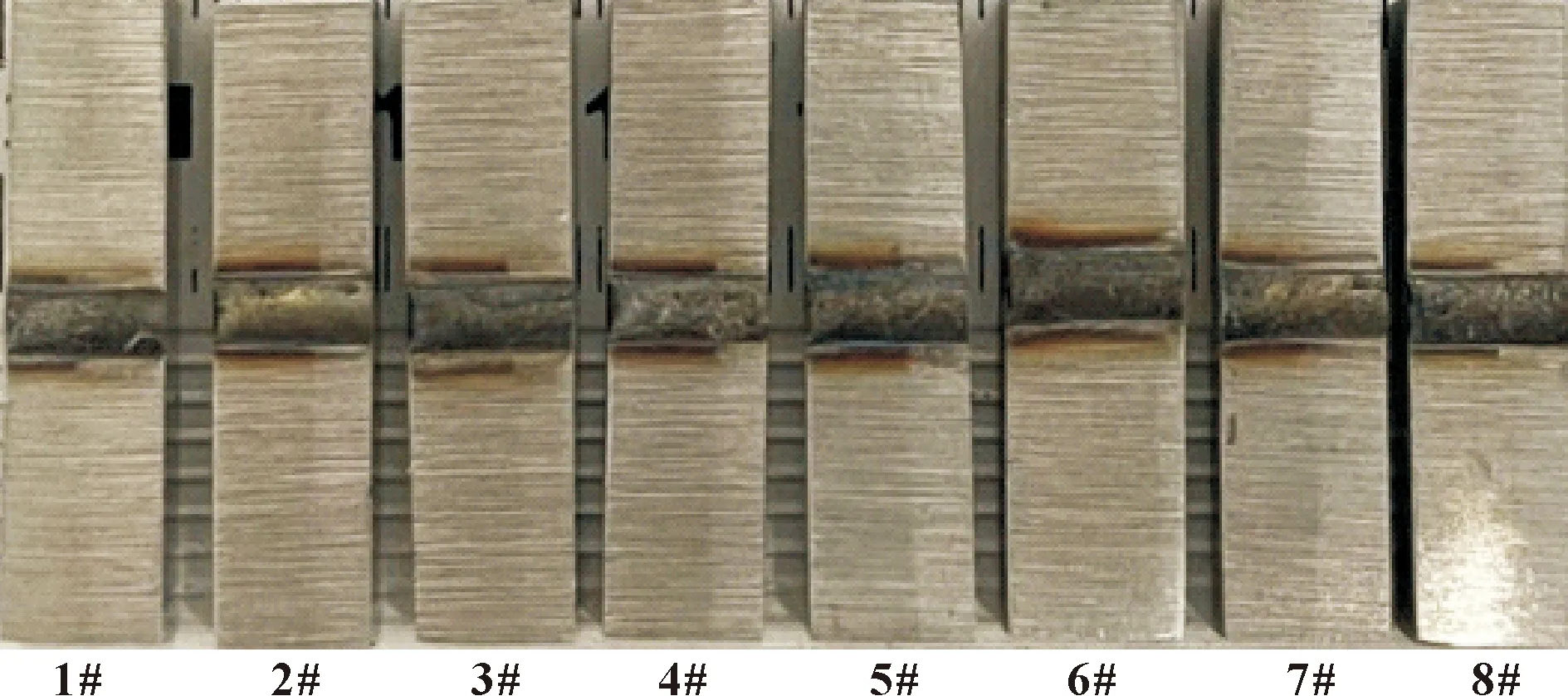
圖8 激光熔覆涂層試樣表面形貌
3.2 熔覆涂層溫度場數值模擬
以2#試樣為例進行數值模擬計算,整個模擬計算時間為1 000 s,其中掃描時間為6 s,其余時間為冷卻時間,基板初始溫度為室溫22 ℃。圖9對比了模擬涂層橫截面熔池形貌與實際涂層橫截面熔池形貌,結果表明仿真模型尺寸與實際熔池尺寸吻合較好,熔池最大尺寸誤差為5.2%,可認為數值模擬結果可靠。

圖9 涂層幾何形貌實驗與模擬結果對比
激光熔覆過程中溫度場如圖10所示。在激光掃描過程中,熔池溫度分布從俯視方向看呈“拖尾”的彗星狀,從截面方向看呈勺狀,中心高溫區域基本對應激光作用位置。由于激光的移動速度相對于傳熱的速度較快,使得熔池前端溫度梯度最大,熔池尾部溫度梯度較小,因此,熔池在基板表面為橢圓形分布。
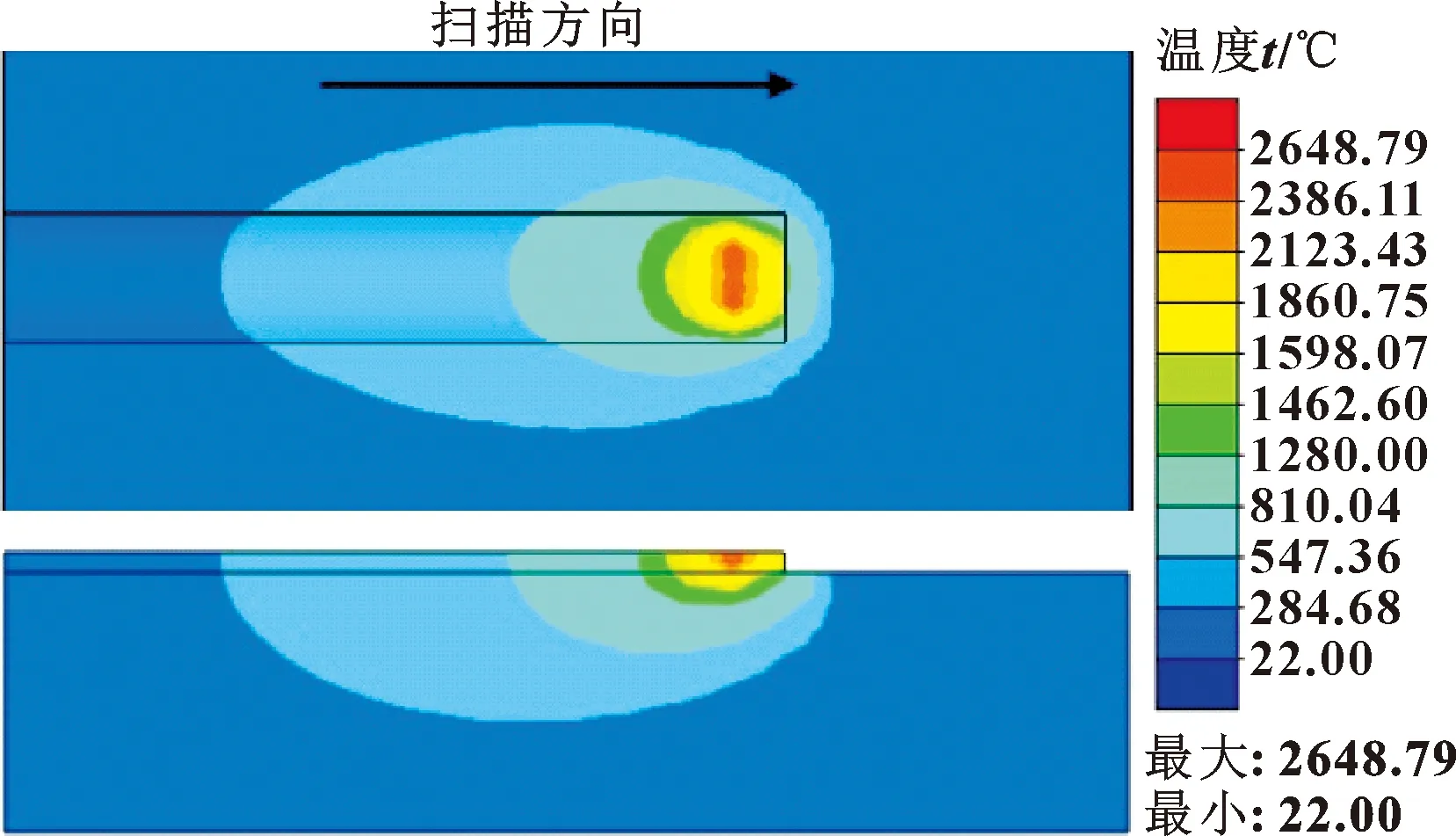
圖10 激光熔覆過程溫度場分布
熔池峰值溫度隨時間的變化如圖11所示。在激光作用的初期,熔池內溫度迅速升高,隨著激光能量的持續輸入,熔池最高溫度升高。當熔覆進行到一定階段時,基板和涂層通過表面輻射、對流等方式散失的熱量與吸收激光束的熱量基本保持平衡,細長的橢圓形溫度場輪廓基本穩定,這種狀態下的溫度場為準穩態溫度場,溫度穩定于2 700 ℃左右。
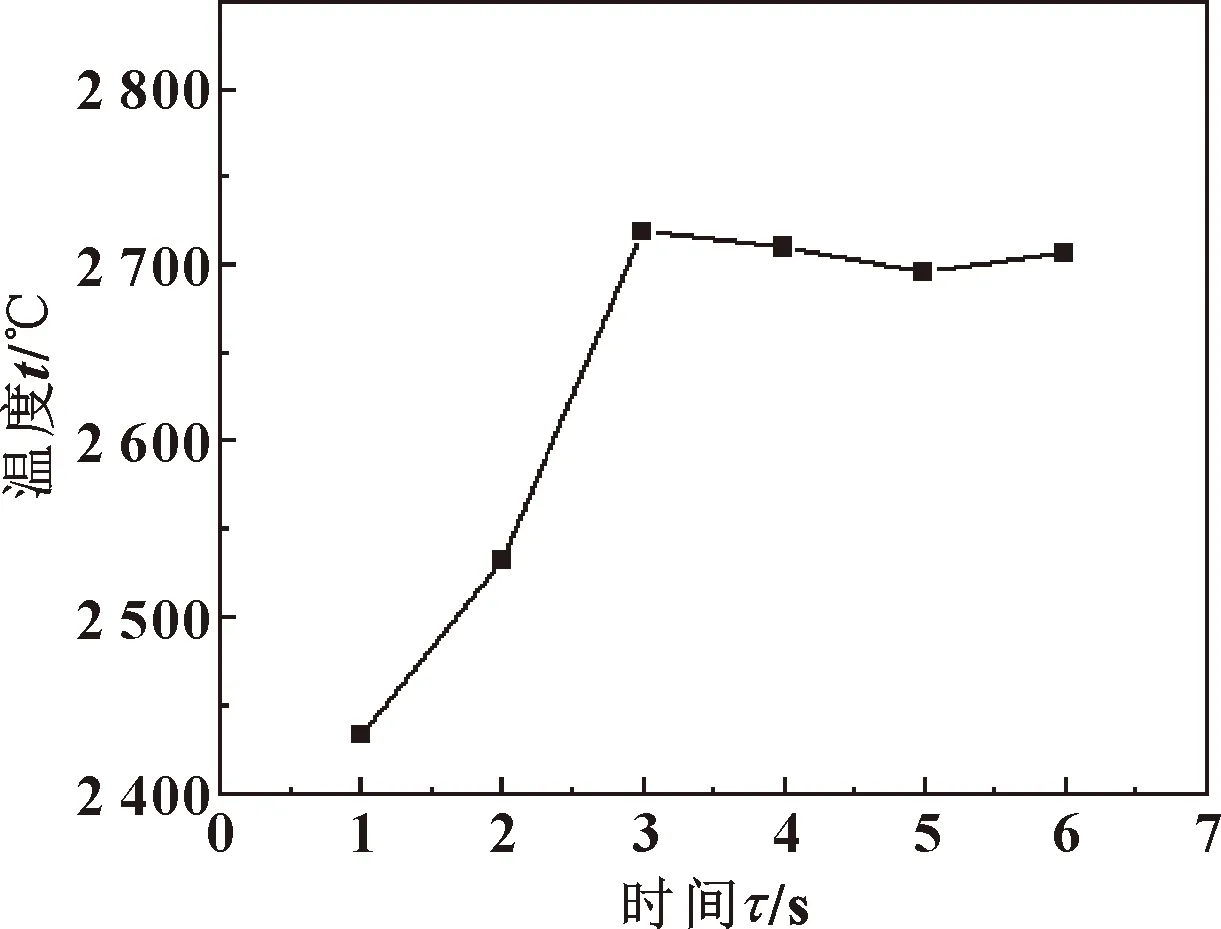
圖11 激光熔覆過程中熔池最高溫度隨時間的變化曲線
3.3 熔覆涂層應力場數值模擬
為研究不同位置處殘余應力的分布規律,選取基板上表面中間位置沿平行X方向的直線AB、基板正中間沿平行Z方向從涂層表面到基板的直線EF,以及涂層表面凸起最高處沿平行Y方向的直線CD3條路徑進行研究。3條路徑位置示意圖如圖12所示,3條路徑的等效應力和不同方向的應力分量如圖13所示。其中,圖13(a)中虛線表示涂層寬度X坐標線,圖13(b)中虛線表示涂層與基板結合處Z坐標線。
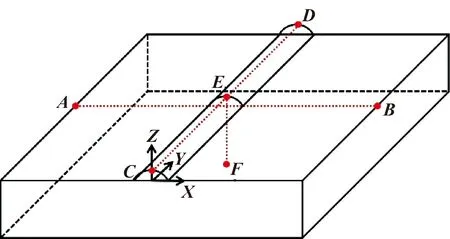
圖12 路徑位置示意
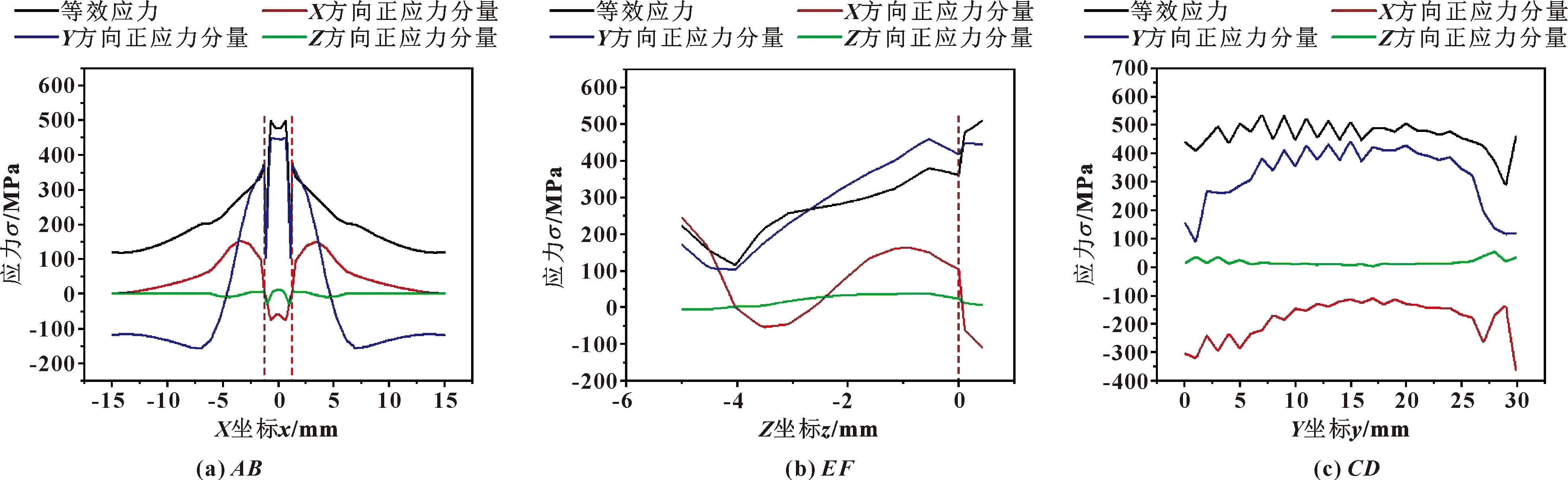
圖13 圖12中3條路徑上的殘余應力分布
路徑AB的殘余應力分布如圖13(a)所示。可以看出,各個方向的正應力和等效應力對稱分布在涂層兩側。由于激光熔覆過程中溫度變化極快的特性,使得激光附近的溫度梯度值較高,導致熱源附近應力較大。在各個方向的正向應力分布中,Y方向的應力峰值最大,分布在基板與涂層結合處,以拉應力為主。在激光熔覆過程中,涂層經歷迅速升溫熔化到快速冷卻收縮這一過程,由于遠離涂層的基板溫度變化較小,收縮變化量較小,所以基板會阻礙涂層及涂層附近基板的收縮過程,因此在Y方向上就形成了涂層與距離涂層較近處的基板處于拉應力狀態,與涂層較遠處的基板處于壓應力狀態。熔覆涂層寬度有限,所以涂層兩側沿X方向的殘余應力值相對較小;基板厚度較小,且基板在厚度方向上沒有受到任何限制,可以自由伸縮,因此沿Z方向的應力值最小。由圖13(a)中應力的分布規律可知,基板殘余應力主要受溫度場的影響。
路徑EF的殘余應力分布如圖13(b)所示。可知,X方向正應力分量在靠近涂層表面位置表現為壓應力。基板上表面表現為沿X方向的拉應力,在基板中間部位表現為壓應力,在靠近基板底部位置表現為拉應力。涂層冷卻過程中,涂層散熱條件比處于基板內部的熱影響區散熱條件好,涂層冷卻凝固速度快,在基板冷卻過程中基板上表面X方向的拉應力引起基板發生“翹曲”變形,如圖14所示,變形對涂層X方向產生壓縮,使得涂層表面產生X方向的壓應力,基板下表面產生X方向的拉應力。等效應力從涂層表面到基板內部的應力數值在基板表面處呈現小范圍驟變現象,主要是由于基板材料和涂層材料熱膨脹系數不同所導致;同時,該現象也是導致激光熔覆熔合區容易出現裂紋的主要原因。因此,分析可得涂層殘余應力的主要影響因素有2個,分別是溫度場以及2種材料的熱膨脹系數差。基板的熱膨脹系數與涂層材料的熱膨脹系數有所差異,涂層和基板在加熱膨脹后的冷卻過程中產生不同程度的收縮,這一因素導致了涂層表面與基板表面最大殘余應力值不相等,對涂層與基板的結合強度有所影響。
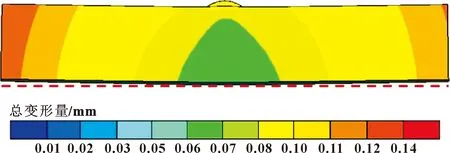
圖14 激光熔覆常溫下變形云圖
路徑CD的殘余應力分布如圖13(c)所示。可以看出,涂層表面殘余應力主要表現為沿Y方向的拉應力,這可歸因于涂層長度隨著激光熔覆進行增加,累積了抗變形性,導致沿Y方向的拉應力數值較大;同時,在涂層起始和末尾處,由于處于基板邊緣處,涂層Y方向受到的約束力較小,因此,Y方向正應力分量較小。由于基板兩側“翹曲”受到的阻礙較小,變形更為明顯,所以涂層首尾處X方向壓應力值較大。另外,圖13(c)中涂層表面的等效應力和圖13(a)中與涂層結合部分基板的等效應力基本一致,可判斷涂層內部沒有產生裂紋,316L和IN718在激光熔覆過程中實現較好的冶金結合。
4 結論
(1)激光熔覆過程中,各個工藝參數對涂層形貌的影響規律均不同,激光功率的變化主要影響試樣表面的激光能量,從而影響涂層寬度,激光功率對涂層寬度的影響呈正相關性;送粉量和掃描速度的變化主要影響熔池內的熔化粉末量,送粉量對涂層高度的影響呈負相關性,掃描速度對涂層高度的影響呈正相關性。
(2)實際生產中,900 W的激光功率能夠在熔化較多粉末的情況下不燒蝕基板,且當送粉量為13.84 g/min、掃描速度為5 mm/s時,涂層表面成形良好,沒有產生缺陷,可得到表面形貌與質量較好的涂層。
(3)溫度場中熔池出現“彗尾”現象,激光熱源前端的溫度梯度大,熱源后端的溫度梯度小,遠離涂層的基板溫度變化較小,熔池輪廓與實際涂層的形貌特征基本吻合,熔池峰值溫度穩定于2 700 ℃左右。
(4)基板上的最大殘余應力為沿掃描方向的拉應力,對稱分布在涂層兩側涂層與基板結合處,基板上表面垂直于掃描方向的拉應力是引起基板變形的主要原因,基板材料和熔覆材料熱膨脹系數的差異,導致涂層與基板結合處的應力出現小范圍的驟變,是影響涂層與基板結合強度的另一原因。
(5)基于涂層及基板在各個方向殘余應力值不同和殘余應力主要受溫度場影響的研究結果,在后續多道多層激光熔覆中可采用熔覆路徑規劃,以避免同一方向應力集中過大或基板上溫度分布不均勻導致應力突變的現象,從而達到減小殘余應力的目的。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50