表面質量對加工零件性能影響及工藝優化思路
2022-11-17 13:11:56趙靜
農機使用與維修 2022年11期
關鍵詞:影響
趙 靜
(定西中醫藥科技中等專業學校,甘肅 定西 748100)
0 引言
機械加工表面質量,主要是指零件在機械加工后被加工面的微觀不平度,又被稱為機械“表面粗糙度”。機械零件加工過程中,機械加工精度與表面質量是評價零件加工的主要評價指標(圖1),是保證機械零件整體性能與質量的主要因素,也會影響機械零件的使用可靠性、工作性能和使用壽命等[1-3]。尤其是在高速、高溫及腐蝕性較大的環境中工作,良好表面質量可以顯著提高加工零件的使用耐磨性、抗腐蝕性和抗疲勞能力。
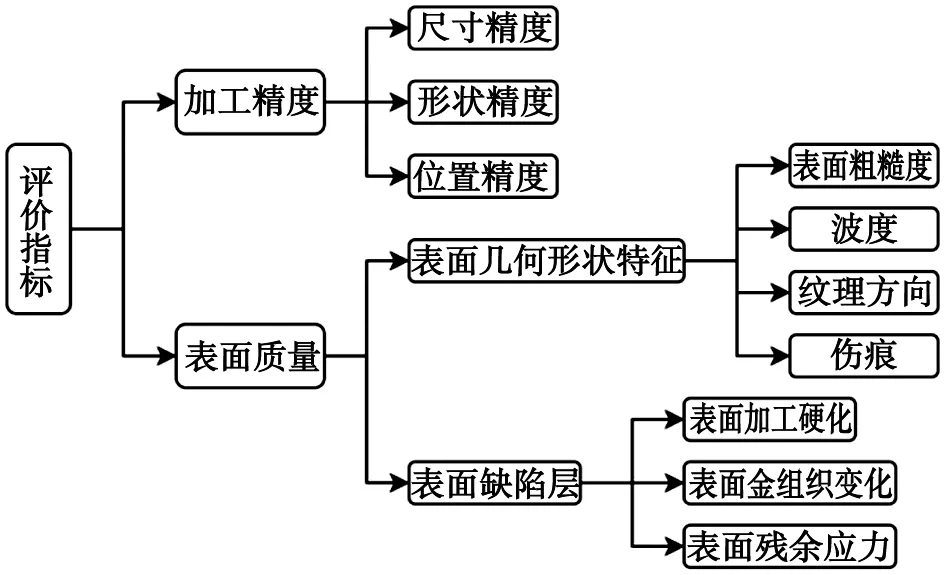
圖1 機械零件加工標準
機械加工表面質量是指零件加工后,加工零件表面呈現的理化性狀與微觀結構,常見的表面質量評價指標主要包括表面粗糙度、表面波度、加工紋理等。表面質量直接影響零部件表面磨損、零件耐磨性、疲勞強度[4],因此,應該提高機械零件加工工藝,提升零件表面質量,對于提高零部件后續實際應用與工作可靠性具有重要意義。
1 機械加工零件的基本要求
1.1 加工要求
機械零件加工一般要滿足預期的工作可靠性與經濟性要求。首先,要滿足機械可靠性要求,主要依靠零件的強度、剛度、使用壽命和振動穩定性等指標[5],是機械零件設計的基本原則。如齒輪零部件主要以強度指標作為設計準則,軸承零件主要以使用壽命作為設計準則。另一方面,機械零件加工的經濟指標也是重要評價指標之一,需要根據設計要求,選擇合適的加工材料、尺寸和工藝技術等。在進行零件設計與加工時,應該預先設計集中加工方案,經過優選后選擇適宜的加工方案。
1.2 機械零件加工步驟
機械加工零件的主要步驟如下:
1)根據要求,綜合考慮零件的工作情況,對影響整機工作的穩定性、可靠性和負載等各項因素進行分析,確定零件承受的載荷。
2)分析零件在工作過程中可能出現的失效形式,確定零件設計、加工的基本原則。
3)根據零件加工、使用基本要求,選擇合適的零件加工材料,并確定零件的加工工藝與加工方法。
4)根據零件加工受到的應力與變形形式,確定相應的零件尺寸,繪制零件加工圖紙。
2 表面質量對零件工作性能的影響
表面質量主要對零件的耐磨性、疲勞強度、工作精度和耐腐蝕性能等產生影響(圖2)。
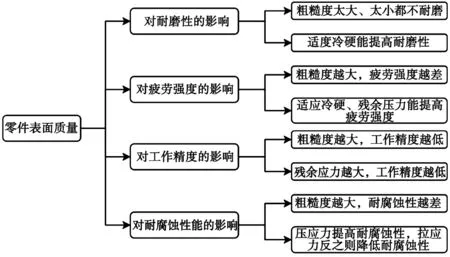
圖2 零件表面質量對零件工作性能的影響概述
2.1 對零件耐磨性的影響
加工零件在使用過程中的磨損情況可以分為三個階段,初期磨損階段、正常磨損階段和嚴重磨損階段[6]。零件表面質量直接影響零件的磨損。表面粗糙度越小,其抗磨損性越好,但是表面粗糙度過小,不易儲存潤滑油,零件之間的接觸面不易形成油膜,零件表層磨損加劇。表面粗糙度過大,零件之間的接觸面積增大,零件表層凹凸不平會導致零件接合面的切斷、擠壓和互相咬合,導致零部件之間的磨損加劇。因此,應該根據零件的用途選擇適宜的表面粗糙度。
2.2 對零件疲勞強度的影響
金屬零件在使用過程中受到負載會在零件表面和冷硬層下面出現疲勞破壞,零部件表面粗糙度越高,零件抗疲勞能力越差,表面粗糙速度越小,零部件表層的缺陷越少,零件的耐疲勞性越高。
2.3 對零件耐腐蝕性的影響
零件的耐腐蝕性直接取決于表面質量,表面粗糙度值較大,在零件使用環境中的腐蝕性物質,如氣體、液體等較易滲透到零件表面凹凸不平處,從而對零件表層造成腐蝕,腐蝕會造成零件表面出現裂紋,進而造成零件的磨損。
2.4 對零件配合質量的影響
表面粗糙度直接影響零部件之間的配合質量。對于零件之間的間隙配合,表面粗糙度過大會加劇磨損,破壞零部件之間的配合性質;對于零部件之間的過盈配合,表面粗糙度過大,會降低零部件之間的連接強度。
3 影響加工零件表面質量的因素
3.1 機床加工性能
在現代機械加工與工件制作過程中,主要依靠機床完成零部件的加工,所以,機床加工性能直接影響零部件的加工質量與加工精度。機床的主軸回轉誤差會直接影響零部件的加工精度與加工質量,機床的傳動鏈也會通過傳動元件之間的相互運動位置之間的誤差造成零部件加工誤差。另一方面,機床加工時產生的機械振動,旋轉件的不平衡、沖擊和慣性力等引起的機床振動,都會導致零部件的加工誤差,影響零件加工的表面質量。
3.2 定位誤差
定位誤差主要包括加工基礎數據無法重合導致的零件加工誤差和加工位置不準確造成的零件加工誤差。機床進行零部件加工時,需要選擇相應的集合參數作為定位標準進行零件加工與參照標準,當定位標準出現誤差,或者機床加工夾具在定位過程中出現誤差,若誤差總和超過可控范圍,會導致零件加工出現較大的誤差。
3.3 刀具誤差
刀具進行零件加工過程中,由于刀具長期使用會造成磨損,因此,刀具自身技術參數會產生一定的變化,當刀具磨損較為嚴重時,會對零件加工產生較大的誤差,導致零件加工尺寸、形狀等無法達到預期標準,進而影響零件的加工質量與加工精度。
3.4 受力變形
零部件加工時,也會受到環境、技術情況的影響,其加工原料與工件強度也會影響零部件的加工變形情況。因此,針對不同的材料加工,應該選擇適宜的原料與適宜的加工刀具,并且應該提升工人的技術操作標準,減少加工誤差。
3.5 工件材料
加工零件的材料也是影響加工表面質量的重要因素之一。工件材料塑性越高,產生的加工變形越大,容易在加工表面形成積屑和鱗刺,導致表面質量降低。此時,應該適當增大刀具前角,并且選擇適宜的切削液,提高零件的表面質量。工件材料的強度越高,其導熱性越差,塑性越低,在加工時越容易產生拉伸殘余應力。
3.6 切削速度
切削速度直接影響零件表面粗糙度,相關關系如圖3所示[7]。加工零件時,切削速度在低速和中速區域對零件表面的粗糙度影響較大,會產生鱗刺和積屑瘤;切削速度在高速時,零部件的表面粗糙度逐漸減小,因此在加工零部件時,切削速度應避開低速和中速區域。
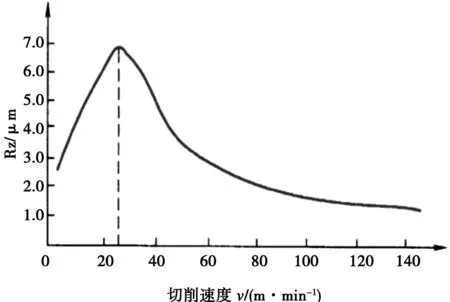
圖3 切削速度對零件表面粗糙度的影響
4 加工零件表面質量優化工藝
4.1 發展單點漸進成形工藝
傳統零件加工通常使用沖壓模具對薄壁金屬零件進行加工,適用于零部件的大規模生產與制造。但是,對于精度及加工要求較高的金屬加工件,需要更加靈活且經濟的制造技術才能滿足零件的加工要求。日本相關學者提出一種“單點漸進成形技術”,可以將精密零件在高度方向中離散為多個加工平面,通過逐點、逐層的加工提高零件加工精度。我國應該逐漸引進先進技術,提升自身機械生產制造工藝。
4.2 改善加工零件的摩擦潤滑條件
摩擦是影響零件加工成形和表面質量的重要因素。傳統零件加工過程中主要采用油脂類和膏狀潤滑減少零件摩擦。近年來,相關研究表明,采用石墨烯可以提高零件潤滑效率,可以作為涂層覆蓋在零件表層,進而保護零件的表面質量,使零件的表面質量得到顯著提升。但是該技術目前沒有開始大規模的應用,未來,應該提高石墨烯潤滑技術的研發,降低使用成本,進一步提升零件加工表面質量。
4.3 加強超高強度鋼梁零件表面質量提升技術的研究
超高強度鋼梁強度高、韌性好,目前被廣泛應用于航空航天等精密儀器中,因此,對其表面質量要求更高,未來應該進一步加強對超高強度鋼梁零件表面質量提升技術的研究,針對目前腹板結構表面質量差、槽腔轉角表面質量差和交點孔表面質量差等問題進行深入研究,如選擇較大直徑的刀具實現零件的精加工,避免使用零件之間獨立加工接合的方式等。
5 結論
機械零件表面質量是影響零件后續工作可靠性、使用壽命、耐磨性、耐腐蝕性和配合質量的重要指標之一,影響表面質量的主要因素包括機床加工性能、定位誤差、刀具誤差和受力變形造成的誤差等。本研究針對目前影響機械零件表面質量的主要因素,提出未來機械零件工藝優化的主要發展策略,積極發展單點漸進成形工藝、改善加工零件的摩擦潤滑條件、提高精密型加工工藝等,并且針對超高強度鋼梁零件表面質量提升工藝進行深入研究。研究結果以期為全面提升機械加工工藝提供技術參考。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00