DP800雙相鋼熱軋板表面氧化皮紅銹的產生原因
2022-11-23 00:48:48李遠鵬馬二清江社明張啟富
理化檢驗(物理分冊) 2022年11期
關鍵詞:區域
李遠鵬,馬二清,崔 磊,江社明,張啟富
(1.中國鋼研科技集團有限公司 先進金屬材料涂鍍國家工程實驗室,北京 100081;2.馬鞍山鋼鐵股份有限公司,馬鞍山 243003)
雙相鋼是一種先進高強度鋼(AHSS),具有低屈強比、高初始加工硬化率、抗拉強度與延性的良好匹配等優點[1-2],在超輕車身用鋼(ULSAB-AVC)項目中的使用量占到了高強鋼的70%[3]。
隨著雙相鋼使用量的增加,對其表面質量的要求也越來越高。影響鍍鋅雙相鋼表面質量的因素除冷軋原料和鍍鋅工藝外,熱軋板的表面質量也是一個重要因素。筆者對DP800雙相鋼熱軋板表面氧化皮產生的紅銹進行了分析,研究了紅銹對后續酸洗及冷軋工序時鋼板表面質量的影響。
1 試驗材料及方法
1.1 試驗材料
試驗材料為DP800雙相鋼的熱軋原料,厚度為2.94 mm,熱軋板的卷曲溫度為552 ℃。DP800雙相鋼的主要化學成分如表1所示。

表1 DP800雙相鋼的主要化學成分 %
為了分析熱軋原料表面氧化皮產生紅銹對冷軋板表面質量的遺傳性影響,采用400 mm單機架4輥冷軋模擬機對酸洗后的熱軋原料進行模擬冷軋,冷軋各道次的厚度及壓下率如表2所示,其中設定初始厚度為3 mm,實際初始厚度為2.98 mm。
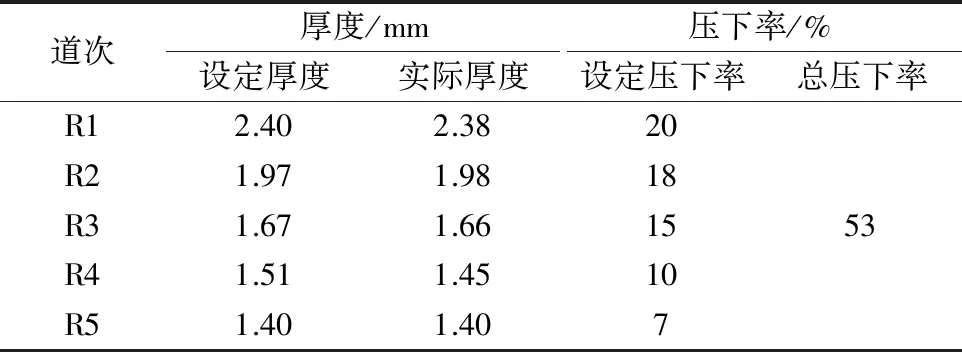
表2 模擬冷軋各道次的厚度及壓下率
1.2 試驗方法
從熱軋和各道次冷軋板上切取尺寸為10 mm×10 mm(長×寬)的試樣,經冷鑲后磨制、拋光試樣的截面,隨后將試樣腐蝕并進行金相檢驗。
采用FEI QuantaFEG 650型掃描電鏡(SEM)對試樣表面氧化層進行形貌分析,采用Pegasus Apex 4型能譜儀對試樣進行微區成分分析。
采用GDA850型輝光放電光譜儀對熱軋氧化皮中O,Fe,Si,Mn,Cr等元素分布進行分析。
2 理化檢驗
2.1 宏觀觀察
熱軋板及酸洗板表面的宏觀形貌如圖1所示。由圖1可知:熱軋板表面的紅銹沿著軋制方向分布,呈長條紋狀,寬度為10~20 mm,長度為200~300 mm[見圖1a)];酸洗后,鋼板表面的紅銹區域有暗色殘留,且粗糙度較大[見圖1b)],但對后續鋼板的使用不造成影響。
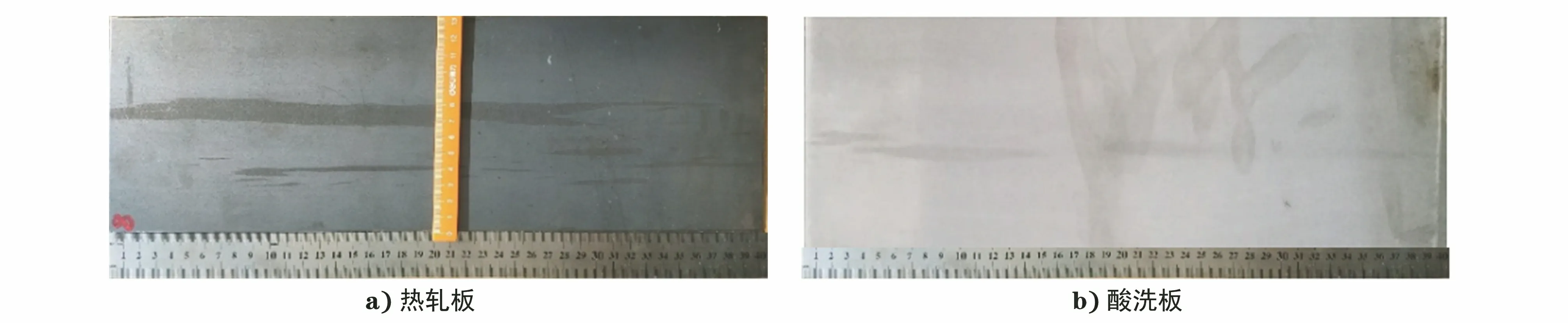
圖1 熱軋板及酸洗板表面的宏觀形貌
2.2 SEM及能譜分析
熱軋氧化皮表面及截面的SEM形貌如圖2,3所示。由圖2可以看出,氧化皮紅銹區域的表面凹凸不平,有很多表面裂紋,表明該區域的氧化皮脆性大,容易發生開裂脫落。由圖3可以看出,紅銹區域氧化皮的厚度約為16 μm,而正常區域氧化皮的厚度約為7.8 μm,紅銹區域氧化皮的厚度約為正常區域的2倍,而且紅銹區域的微觀結構更加疏松。

圖2 熱軋氧化皮表面SEM形貌
酸洗后鋼板表面紅銹區域和正常區域的SEM形貌分析結果顯示,紅銹區域表面更加粗糙,表明氧化鐵皮對鋼板基體有一定的侵入。
對酸洗板表面進行能譜分析,發現紅銹區域和正常區域的化學成分基本一致,表明酸洗去除表面氧化皮的效果較好。
2.3 輝光光譜分析
熱軋板氧化皮的輝光光譜分析結果如圖4所示。由圖4a)可以看出,氧化皮正常區域的O元素含量比紅銹區域低,紅銹區域的O元素深度分布為正常區域的2倍,正常區域的O元素深度分布較淺,這與SEM分析結果基本一致,說明紅銹區域的氧化皮厚度大于正常區域。由圖4b)可以看出,熱軋氧化皮正常區域的Mn,Cr,Mo元素含量要遠遠大于紅銹區域的Mn,Cr,Mo元素含量,且均在深度為2.5 μm處出現了一個峰值,說明正常區域的熱軋氧化皮有Mn,Cr,Mo元素富集,而紅銹區域中Mn,Cr,Mo元素含量低,且沒有峰值。
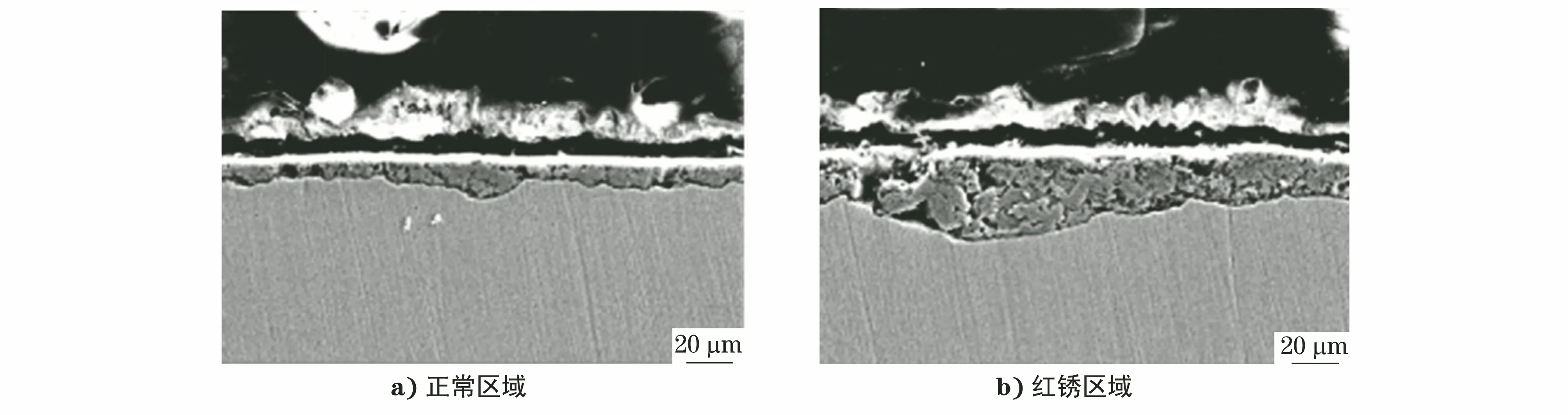
圖3 熱軋氧化皮截面SEM形貌

圖4 熱軋板氧化皮的輝光光譜分析結果
酸洗板表面的輝光光譜分析結果如圖5所示。由圖5可以看出,經過酸洗之后,正常區域和紅銹區域的Fe,O,Si,Mn,Cr,Mo等元素分布幾乎一致,表明正常區域和紅銹區域的氧化皮均已被完全酸洗干凈,無殘留。酸洗板的正常區域和紅銹區域表面化學元素的分布幾乎一致,表明紅銹區域的化學成分對熱鍍工藝影響很小,熱鍍模擬試驗結果也證明了這一點。
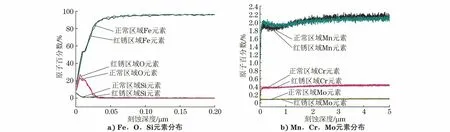
圖5 酸洗板表面的輝光光譜分析結果
2.4 冷軋模擬試驗后的SEM分析
經冷軋模擬試驗后,采用SEM對酸洗板表面進行觀察,結果如圖6,7所示。由圖6可以看出,經冷軋后酸洗板正常區域也有表面凹凸不平的現象,經過5道次軋制后,表面凹凸不平的現象得到了減輕。由圖7可以看出,經過5道次冷軋后,酸洗板紅銹區域表面凹凸不平的現象同樣也得到了減輕,且紅銹區域表面形貌與正常區域沒有明顯差異。
3 綜合分析
熱軋板表面的氧化皮由2層結構組成,接近鋼板基體的一層是灰色的FeO,而氧化皮表層是Fe3O4,呈現黑色[4]。若氧化皮有一定的裂紋,與氧氣充分接觸后,Fe3O4表層會出現疏松的紅色Fe2O3層,Fe2O3層只占氧化層的1%。

圖6 經冷軋后酸洗板表面正常區域的SEM形貌
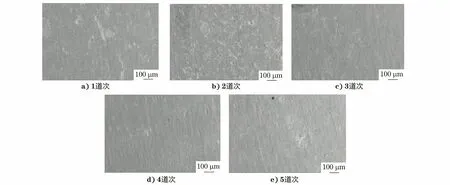
圖7 經冷軋后酸洗板表面紅銹區域的SEM形貌
由輝光光譜分析結果可知,熱軋板氧化皮紅銹區域中合金元素的含量低于正常區域。大量研究表明,鋼中合金元素Mn,Cr,Mo會抑制熱軋氧化皮的增厚,原因是合金元素會生成較致密的合金氧化層,降低了氧原子向內部的擴散速率[5]。因為熱軋板氧化皮紅銹區域的合金元素含量低,所以生成了較厚的氧化皮,且氧化皮呈疏松結構,正常區域中的合金元素含量正常,促進了氧化皮的致密化,因此氧化皮較薄。
熱軋板在進入熱軋工序的粗軋機和精軋機前,板坯需進行高壓水除鱗處理,板坯表面熔融的硅酸鹽化合物若清除不徹底,后續黏附在板坯表面,會造成基體侵入[6-7]。該鋼板少數部位除鱗不徹底,造成了合金元素向氧化皮表面擴散速率慢,因此形成了較厚的氧化皮。
酸洗后鋼板表面紅銹區域和正常區域的化學成分基本沒有差異,說明紅銹區域較厚的氧化皮對酸洗質量沒有造成影響。冷軋模擬試驗結果表明,冷軋后酸洗板表面的紅銹區域和正常區域沒有差異。因此,熱軋板表面的紅銹對酸洗以及冷軋工序不會造成不良影響。
4 結論
(1) 熱軋板表面氧化皮紅銹區域厚度為16 μm,正常區域的厚度為7~8 μm,紅銹區域氧化皮疏松,造成了氧化皮厚度增加。
(2) 氧化皮紅銹區域的Mn,Cr,Mo元素含量較低,因此紅銹區域不能形成致密的氧化皮,形成原因為板坯表面除鱗不徹底,紅銹區域基底殘留的硅酸鹽化合物造成合金元素擴散慢。
(3) 酸洗及冷軋后鋼板表面紅銹區域和正常區域的化學成分幾乎一致,只是紅銹區域的粗糙度比正常區域高,紅銹區域的氧化皮能夠被完全酸洗掉,對后續使用不造成影響。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15