壓力容器卷制厚壁筒體直徑偏差控制
2022-12-01 01:59:42唐良
化肥設(shè)計(jì) 2022年4期
關(guān)鍵詞:筒體
唐 良
(四川科新機(jī)電股份有限公司,四川 什邡 453800)
壓力容器廣泛運(yùn)用于石油、化工等行業(yè),隨著經(jīng)濟(jì)和科學(xué)技術(shù)的進(jìn)步,企業(yè)為了提高生產(chǎn)能力和生產(chǎn)效率、降低生產(chǎn)成本、不斷擴(kuò)大生產(chǎn)規(guī)模和優(yōu)化工藝,使得生產(chǎn)裝置向著大型化和高壓化發(fā)展,壓力容器的直徑和厚度也不斷增大,因此給壓力容器的制造提出了更高的要求,也帶來(lái)了更大的挑戰(zhàn)。
大直徑壓力容器筒體可以分為單層厚壁筒體和多層包扎筒體等結(jié)構(gòu)形式[1]。其中,多層包扎筒體一般適用于中低溫壓力容器且筒體上開孔較少的壓力容器,同時(shí)因其結(jié)構(gòu)復(fù)雜,使得多層包扎筒體在役檢查時(shí)存在較多困難,多層包扎筒體的使用受到了較大的限制。相對(duì)多層包扎筒體,單層筒體可使用于較高溫度的場(chǎng)合,同時(shí)單層筒體結(jié)構(gòu)簡(jiǎn)單,設(shè)備在役檢查方便,因而單層厚壁筒體仍然被廣泛使用。單層厚壁筒體可以采用鍛制而成,也可采用板材卷制而成。由于鍛制筒體的成本較高,采用板材卷制成形仍然是壓力容器筒體主要的制作方式。
1 產(chǎn)生卷制筒體直徑偏差的原因
在筒體卷制過(guò)程中,必然存在一個(gè)面,在筒體卷制前和卷制后其長(zhǎng)度是保持不變的,行業(yè)習(xí)慣稱之為中性層。但由于每一種板材材料抗壓縮和抗拉伸的能力不一樣,也就導(dǎo)致了在卷制過(guò)程中板材中性層的位置無(wú)法確定。假設(shè)材料的中性層偏移中間層為a·δ,中間層和中性層在筒體壁厚度方向的分布示意見圖1。
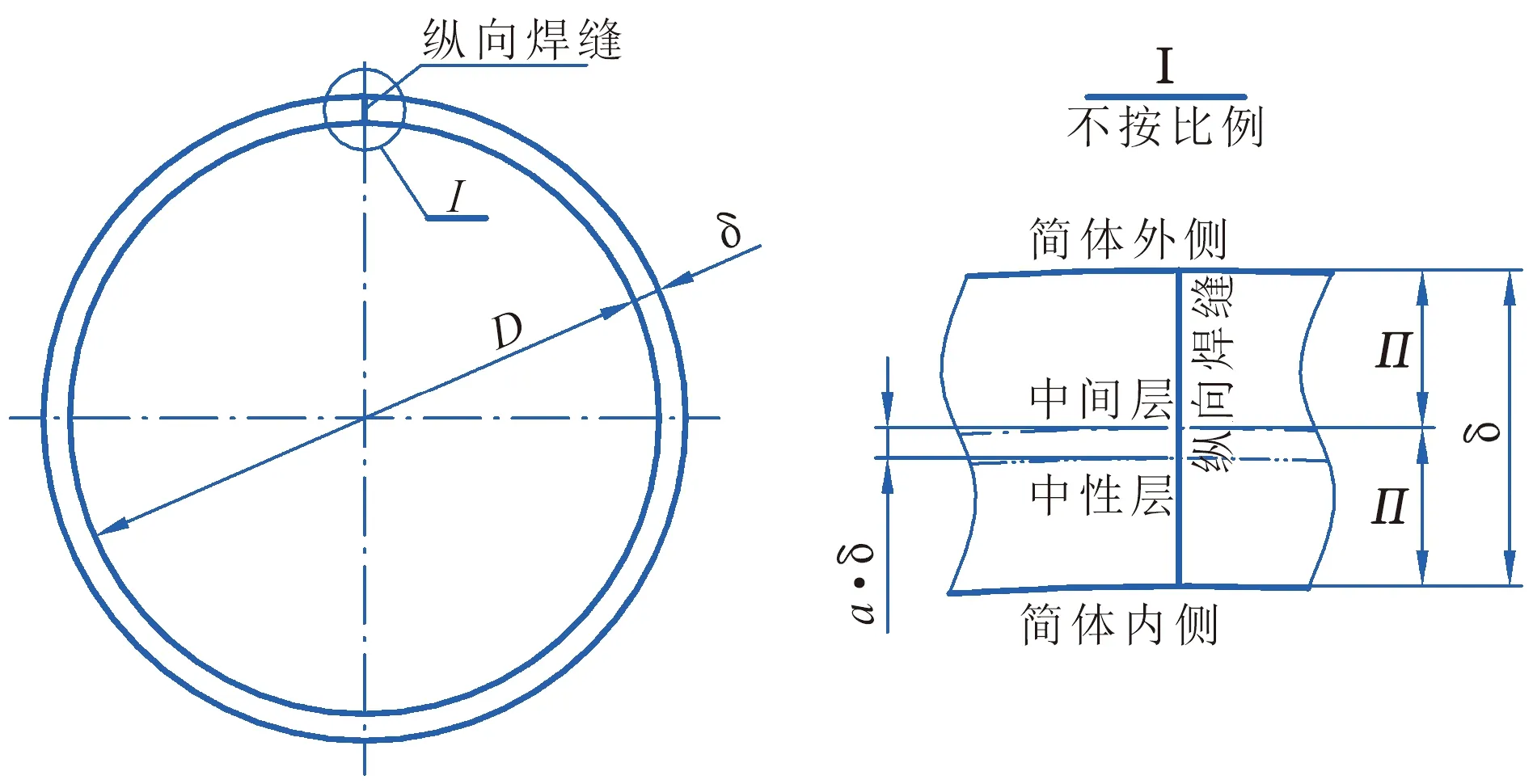
圖1 中間層和中性層在筒體壁厚度方向的分布示意
采用中間層計(jì)算展長(zhǎng)時(shí)的公式如下:
L1=π(D+δ)
(1)
采用中性層計(jì)算展長(zhǎng)時(shí)的公式如下:
L2=π(D+δ-2aδ)
(2)
式中,L1為按筒體中間層展開的理論長(zhǎng)度,mm;L2為按筒體中性層展開的理論長(zhǎng)度,mm;D為筒體內(nèi)直徑,mm;δ為筒體壁厚,mm;a為材料中性層偏離中間層與筒體厚度的比值。
由此可以得出,筒體分別采用中間層展開和采用中性層展開時(shí)存在的偏差為:
ΔL=L1-L2=2πaδ
(3)
假設(shè)同一種材質(zhì)的鋼板的中性層偏離中間層與筒體厚度的比值a為常數(shù),則由上式可知,當(dāng)筒體厚度δ越大,則采用中間層展開和采用中性層展開時(shí)存在的偏差越大;相反,當(dāng)筒體厚度δ越小,則采用中間層展開和采用中性層展開時(shí)存在的偏差越小。這也是為什么對(duì)于薄壁筒體往往采用板材的中間層來(lái)計(jì)算筒體下料長(zhǎng)度的原因。
部分裝有內(nèi)件的壓力容器對(duì)筒體的內(nèi)徑要求較高,如管殼式換熱器、板式塔設(shè)備、裝有分離內(nèi)件的設(shè)備等,如果此類設(shè)備筒體厚度較厚,采用上述中間層計(jì)算下料長(zhǎng)度將使筒體內(nèi)徑偏大,致使內(nèi)件安裝困難,或安裝后嚴(yán)重影響設(shè)備的工藝性能。因此,厚壁筒體的卷制直徑控制成為了眾多壓力容器制造廠的一大難題。
2 常用控制卷制厚壁筒體直徑偏差的方法
結(jié)合上述產(chǎn)生筒體直徑偏差的原因,目前在壓力容器制造廠家中制造厚壁筒體的方式主要為兩種。
第一種方式是采用以往的經(jīng)驗(yàn),按照經(jīng)驗(yàn)得出中性層位置,也就是在按筒體板材中間層計(jì)算得到一個(gè)筒體展開長(zhǎng)度后,再減去一個(gè)由經(jīng)驗(yàn)得出的增長(zhǎng)量,即得到一個(gè)與按中性層展開長(zhǎng)度接近的長(zhǎng)度,并按此下料、加工坡口后卷制成形。
第二種方式是在筒體成形前在筒體板材一端留有二次切割余量,在筒體卷制成形后,再根據(jù)筒體直徑和板材厚度計(jì)算出理論切割位置,并按此切割位置進(jìn)行二次切割,切割后將筒體縱向焊縫收攏并進(jìn)行焊接。
這兩種筒體制作的方式各有優(yōu)缺點(diǎn)。第一種方式的優(yōu)點(diǎn)是節(jié)省材料,避免了二次切割帶來(lái)的工作量,同時(shí)可以制作各種焊接坡口;缺點(diǎn)是需要收集大量的經(jīng)驗(yàn)數(shù)據(jù),如果沒有經(jīng)驗(yàn)數(shù)據(jù),此方式將存在巨大的風(fēng)險(xiǎn)。第二種方式的優(yōu)點(diǎn)是不使用經(jīng)驗(yàn)數(shù)據(jù),切割后筒體偏差較小,缺點(diǎn)是需要在筒體板材一端預(yù)留二次切割量,增加了材料成本,同時(shí)需二次切割并制備坡口,增加了工時(shí)成本,且筒體縱向焊縫的焊接坡口形式單一。
3 采用二次切割法控制筒體直徑偏差
部分制造廠在采用筒體卷制并二次切割余量制作厚壁筒體時(shí),發(fā)現(xiàn)在筒體縱縫收擾后,筒體直徑比理論直徑更大,這是由于在計(jì)算二次切割位置線時(shí)是以最終筒體外周長(zhǎng)為基準(zhǔn),會(huì)導(dǎo)致劃線后的中間層展長(zhǎng)比最終理論的中間層展長(zhǎng)要長(zhǎng)一些。下面的分析將為其提供理論支持。
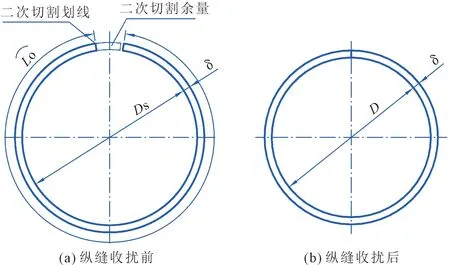
圖2 筒體縱縫收擾前后對(duì)比示意
由于收擾距離較短,由中性展偏離中間層帶來(lái)的偏差較小,故在此忽略中性層的偏移,采用中間層進(jìn)行計(jì)算,按理論展開的外周長(zhǎng)進(jìn)行劃線得到相應(yīng)中間層展長(zhǎng),如下式:
(4)
式中,L3為按理論展開的外周長(zhǎng)得出收口前筒體中間層展開長(zhǎng)度,mm;DS為二次切割前筒體內(nèi)直徑,mm。
而實(shí)際縱縫收擾后的中間層長(zhǎng)度為L(zhǎng)1。由此可以得出,如果按理論展開的外周長(zhǎng)進(jìn)行劃線得到的中間層展長(zhǎng)比筒體理論中間層展長(zhǎng)更大,它們之間的差可按下式計(jì)算:
(5)
由上式可知,由于DS>D,故筒體縱縫收擾時(shí)中間層增長(zhǎng)量大于0,且收擾距離越小,即DS與D越接近時(shí),筒體的中間層增長(zhǎng)量越小。
因此,應(yīng)以中間層的增長(zhǎng)量為0為理論基礎(chǔ),反算出筒體縱縫收擾前直徑為DS時(shí)其中間層長(zhǎng)度對(duì)應(yīng)的外周弧長(zhǎng)L0,并根據(jù)計(jì)算出的L0在筒體外表面劃出二次切割位置線,計(jì)算公式如下:
(6)
式中,DS為通過(guò)測(cè)量此時(shí)筒體外周長(zhǎng)計(jì)算所得。為減小板材厚度偏差帶來(lái)的計(jì)算偏差,式中δ最好采用板材的實(shí)際厚度。
當(dāng)在筒體焊接過(guò)程中留有縱向焊縫的坡口間隙時(shí),應(yīng)在計(jì)算時(shí)適當(dāng)考慮,以保證筒體切割后可以直接焊接。
以上公式在大量的實(shí)際操作中得到了驗(yàn)證,運(yùn)用其制作的筒體直徑偏差可控制在±2mm以內(nèi),使制作筒體的可控度大大提高。
4 應(yīng)用舉例
采用卷制后二次切割的方式制作一段筒體,筒體內(nèi)直徑D為1 600mm,壁厚δ為80mm,材質(zhì)為Q345R,筒體二次切割前內(nèi)直徑DS為1 700mm。假設(shè)忽略測(cè)量及劃線切割等人為因素產(chǎn)生的偏差,假設(shè)中性層偏離中間層的尺寸aδ為10mm。下面將根據(jù)第3章中闡述的兩種二次劃線切割的方法制作的筒體內(nèi)直徑進(jìn)行對(duì)比分析。
(1)采用按理論展開的外周長(zhǎng)進(jìn)行劃線切割。
劃線長(zhǎng)度為:
L0′=π(D+2δ)=5 529mm
對(duì)應(yīng)中性層展長(zhǎng)為:
按中性層長(zhǎng)度不變?cè)恚梢缘玫蕉尉碇剖諗_后筒體內(nèi)直徑為:
(2)采用式(6)計(jì)算切割位置線。
由式(6)計(jì)算得出劃線長(zhǎng)度:
對(duì)應(yīng)的中性層展長(zhǎng)為:
=5 218.6mm
按中性層長(zhǎng)度不變?cè)恚梢缘玫蕉尉碇剖諗_后筒體內(nèi)直徑:
由以上對(duì)比結(jié)果可知,當(dāng)忽略測(cè)量及劃線切割等人為因素產(chǎn)生的偏差,且當(dāng)板材的中性層偏離中間層尺寸一定時(shí),采用按理論展開的外周長(zhǎng)進(jìn)行劃線切割的方式制作的筒體直徑偏差較大,而采用式(6)計(jì)算切割位置線的方式制作的筒體直徑偏差較小,可滿足壓力容器筒體直徑偏差的要求。
5 結(jié)語(yǔ)
筒體直徑偏差是評(píng)價(jià)筒體制造質(zhì)量好壞的一個(gè)重要指標(biāo),產(chǎn)生筒體直徑偏差的因素較多,如材質(zhì)、劃線切割偏差、卷制溫度、卷制方式及卷制次數(shù)等都將對(duì)筒體的最終直徑產(chǎn)生影響。因此,在使用本文闡述的方法時(shí),還應(yīng)適當(dāng)考慮其他因素帶來(lái)的影響,只有對(duì)每個(gè)環(huán)節(jié)進(jìn)行嚴(yán)格控制,才能制造出符合要求且質(zhì)量?jī)?yōu)質(zhì)的壓力容器筒體。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
機(jī)械工程師(2018年11期)2018-11-11 09:29:54
現(xiàn)代制造技術(shù)與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
焊接(2016年10期)2016-02-27 13:05:34
