耐磨鑄鋼與高強耐磨鋼板焊接工藝研究
2022-12-01 03:16:08包國連
中國鑄造裝備與技術 2022年6期
包國連,丁 健
(沈陽新松機器人自動化股份有限公司,遼寧沈陽 110169)
0 前言
K360 鋼為高強耐磨鋼,作為重要材料被廣泛應用在礦山機械、工程機械上。高強度鋼一般具有較高的碳當量,應力集中的敏感性高,焊接性能較差。采取新的控軋和特殊熱處理,提高強度的同時,保持了較高的強度、耐磨性。ZG30MnSi 因具有較高的強度和耐磨性,被廣泛應用在煤礦機械、礦山機械上。
為了研究K360 與ZG30MnSi 鋼焊接性,本文對厚度為20mm 的K360、ZG30MnSi 鋼板進行半自動氣體保護焊接性試驗。
1 K360 與ZG30MnSi 鋼母材化學成分及性能
K360 與ZG30MnSi 鋼板化學成分及性能分別如表1 和表2 所示。
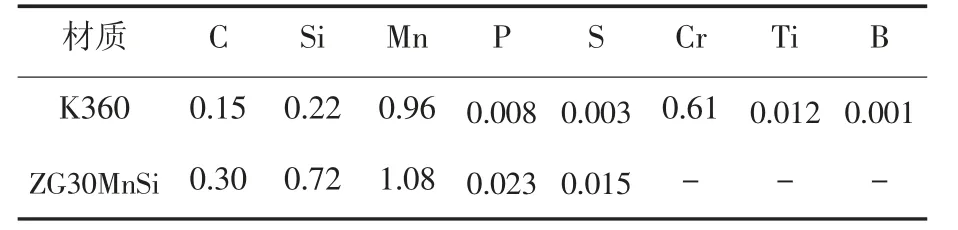
表1 鋼板化學成分 w/%
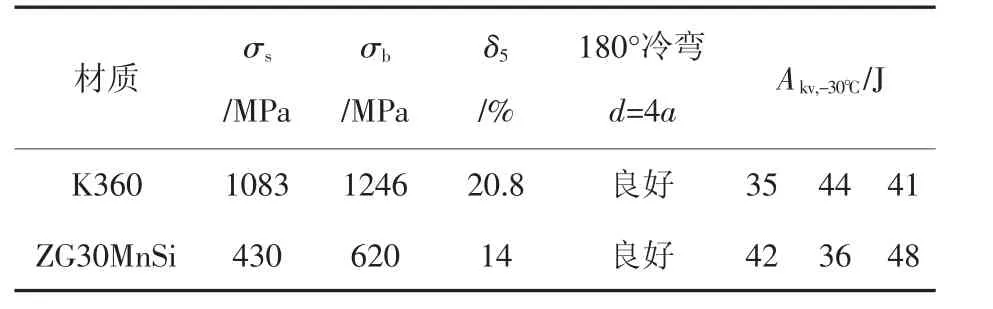
表2 鋼板的力學性能
2 焊接材料選擇
試驗選用大西洋焊材有限公司CHW-50C8(國標ER50-G)焊絲,焊絲直徑為?1.2mm,焊材強度與ZG30MnSi 鋼板匹配,考慮到ZG30MnSi 鋼板塑性差,因此選擇低強匹配。焊材熔敷金屬化學成分及力學性能分別如表3 和表4 所示。

表3 焊絲熔敷金屬化學成分 w/%

表4 焊絲熔敷金屬力學性能
3 K360 與ZG30MnSi 鋼板的冷裂敏感性分析
3.1 經驗公式計算法
根據國際焊接學會(IIW)給出的適用于中、高強度非調質低合金高強鋼的碳當量CE 的計算公式:

除碳當量外,焊縫含氫量和接頭拘束度都對冷裂傾向有很大影響。根據經驗公式可求得焊接冷裂紋敏感指數Pc:

式中,δ 為板厚(mm);H 為焊縫中擴散氫含量(mL/100g)。
求得Pc 后,可粗略計算出防止冷裂所需要的最低預熱溫度T0(℃):

結合鋼板的化學成分、力學性能指標,根據公式(1)、(2)、(3)可粗略計算出鋼板的碳當量、焊接冷裂紋敏感指數Pc、最低預熱溫度T0(℃)。根據碳當量可分析鋼板焊接熱影響區淬硬性及冷裂傾向。根據焊接冷裂紋敏感指數可分析最低預熱溫度。以上計算結果如表5 所示。
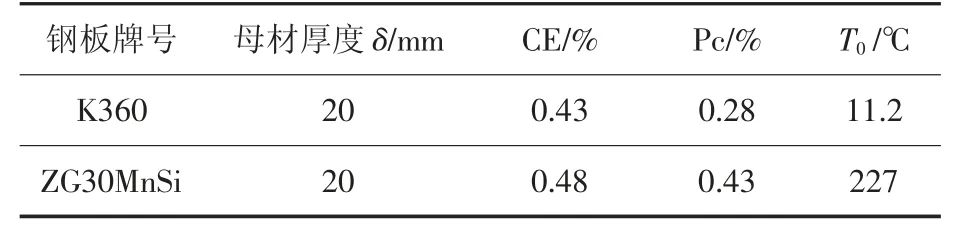
表5 CE、Pc、T0 計算結果
通過表5 可知,兩種材料碳當量中等,鋼材焊接冷裂傾向較顯著,焊接性較差,焊前需要預熱。K360 焊接所需最低預熱溫度約為11.2℃,ZG30MnSi 焊接所需最低預熱溫度約為227℃。
3.2 斜Y 坡口焊接裂紋試驗
斜Y 坡口焊接裂紋試驗(又稱小鐵研試驗)是一種拘束程度較苛刻的冷裂紋試驗方法,主要用于考核對接接頭焊接熱影響區的根部裂紋情況。試驗按照GB4675.1《斜Y 型坡口焊接裂紋試驗方法》進行,焊接條件見表6。分別進行常溫、50℃、100℃預熱三種條件下的焊接裂紋試驗。試件焊后放置48h,進行根部、表面、斷面裂紋檢查,檢查結果見表7 。可見20mm 厚K360 與ZG30MnSi 鋼板常溫下焊接,兩組試件的根部、表面裂紋率為零,平均斷面裂紋率為3.85%;當預熱溫度為50℃、100℃時,根部、表面及斷面裂紋率均為零。

表6 小鐵研試驗焊接條件
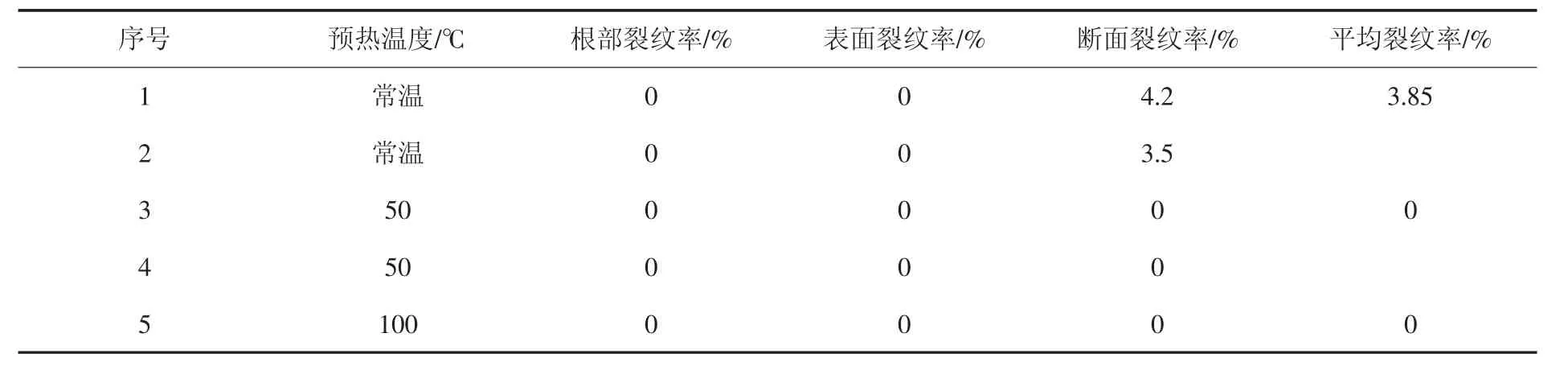
表7 小鐵研試驗結果
試驗結果表明:20mm 厚K360 與ZG30MnSi鋼在苛刻的拘束條件下焊接,為防止根部裂紋的產生,預熱溫度應不低于50℃。
4 焊接工藝研究
由于焊接熱輸入量及焊道間溫度變化將影響焊接熱循環過程,由此將對焊接接頭焊縫金屬和熱影響區的組織和力學性能帶來影響。為了掌握焊接熱輸入量及焊道間溫度變化對兩種鋼焊接接頭力學性能的影響,為制訂合理的焊接工藝提供依據,本試驗采用CHW-50C8 焊絲、80%Ar+20%CO2氣體保護焊進行了不同焊接熱輸入量及不同焊道間溫度的對接接頭焊接試驗,分別對焊接接頭焊縫金屬拉伸性能及常溫沖擊韌性進行了測定。試板尺寸為30mm×150mm×300mm,坡口形式見圖1。試驗采用?1.2mm 焊絲,不同焊接熱輸入量及不同焊道間溫度焊接條件見表8 所示。焊接接頭沖擊試驗和焊縫金屬拉伸試驗按照GB2650~2652 規定進行,其中焊縫金屬沖擊缺口開在焊縫中心,熱影響區沖擊缺口開在熔合線外1mm。
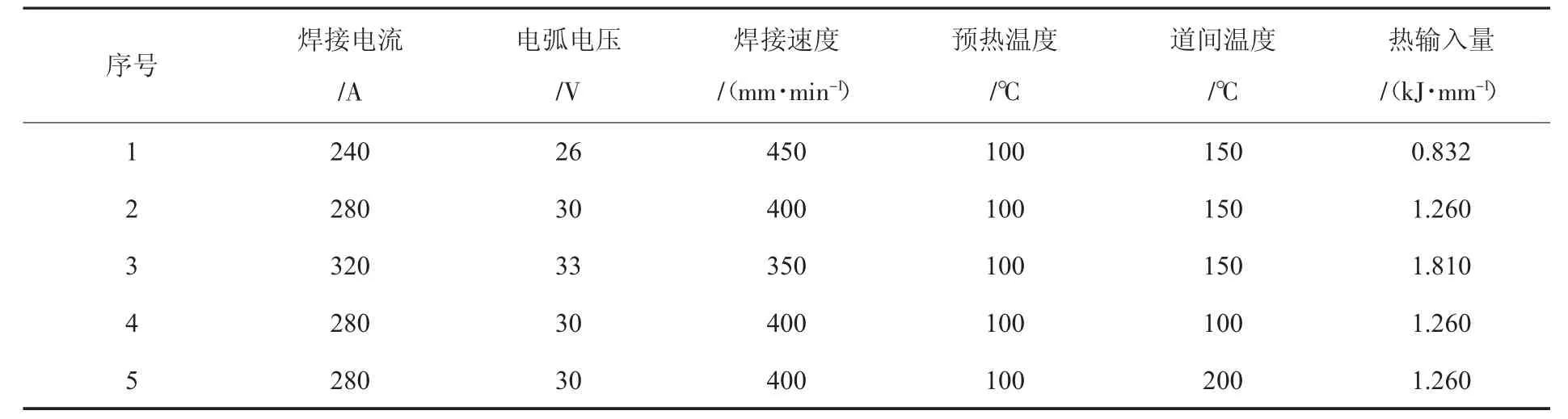
表8 焊接工藝參數
4.1 焊接熱輸入量對焊接接頭力學性能的影響
不同熱輸入量焊接條件下,焊接接頭焊縫金屬拉伸及焊接接頭沖擊試驗結果見表9。焊接熱輸入量變化對焊縫金屬拉伸性能及焊接接頭的沖擊性能均有一定影響。隨著熱輸入量增加,焊縫金屬抗拉強度及屈服強度有一定程度降低,抗拉強度由0.832kJ/mm 時的682MPa 下降到1.81kJ/mm時的624MPa;隨著熱輸入量增加,焊接接頭焊縫金屬的沖擊韌性有一定程度的降低,AKV(常溫)由0.832kJ/mm 時的126J 下降到1.81kJ/mm 時的101J,焊接熱影響區沖擊功有所升高,由0.832kJ/mm 時的95J(ZG)、154J(NM)增大到1.81kJ/mm 時的114J(ZG)、170J(NM)。可見,采用CHW-50C8焊絲焊接K360 與ZG30MnSi 鋼,焊接熱輸入量在(0.832~1.81)kJ/mm 范圍內變化,K360 與ZG30MnSi鋼焊接接頭的焊縫金屬的拉伸性能及焊接接頭的常溫沖擊性能均能滿足產品的設計要求。

表9 熱輸入量對焊接接頭力學性能的影響
4.2 焊道間溫度對焊接接頭力學性能的影響
不同焊道間溫度焊接條件下,K360 與ZG30MnSi 鋼焊接接頭焊縫金屬拉伸及焊接接頭常溫沖擊試驗結果見表10。隨著焊道間溫度的提高,焊接接頭焊縫金屬的拉伸強度和屈服強度有一定程度的降低,焊縫金屬的抗拉強度由100℃時的668MPa 下降到200℃時的628MPa;焊道間溫度變化對焊接接頭沖擊韌性影響不明顯,焊道間溫度在100~200℃范圍內,焊接接頭焊縫金屬及熱影響區的AKV(常溫)均保持在160J 左右。試驗結果表明,采用CHW-50C8 焊絲焊接K360 與ZG30MnSi 鋼,焊道間溫度在100~200℃范圍內,焊接接頭的拉伸及沖擊性能均能滿足產品的設計要求。

表10 焊道間溫度對焊接接頭力學性能的影響
5 結論
(1)經驗公式計算法結果表明,K360 與ZG30MnSi 兩種材料碳當量中等,鋼材焊接冷裂傾向較顯著,焊接性較差,焊前需要預熱。通過小鐵研試驗得知,20mm 厚K360 與ZG30MnSi 鋼在苛刻的拘束條件下焊接,為防止焊接熱影響區的淬硬及冷裂紋的產生,預熱溫度應不低于50℃。
(2)焊接熱輸入量在(0.832~1.81)kJ/mm 范圍內變化,K360 與ZG30MnSi 鋼焊接接頭的焊縫金屬的拉伸性能及焊接接頭的常溫沖擊性能均能滿足產品的設計要求。
(3)焊道間溫度在100~200℃范圍內,焊接接頭的拉伸及沖擊性能均能滿足產品的設計要求。
焊接K360 與ZG30MnSi 鋼工藝參數控制在:I=(260~300)A、U=(28~32)V、T(預熱溫度)=100~150℃、T(道間溫度)=100~200℃范圍內,能保證各項力學能指標達到理想值。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
