鑄造廢砂再生“三廢”治理研究
2022-12-01 03:16:12王兆雪勾東東韓小問劉曉娟賈犇
中國鑄造裝備與技術 2022年6期
關鍵詞:措施
王兆雪,勾東東,韓小問,劉曉娟,苑 博,賈犇
(河北欣眾環保科技有限公司,河北滄州 061000)
隨著新的《鑄造行業準入條件》發布實施,文件要求鑄造企業配備廢砂再生設施或區域建設集中廢砂再生處置企業。滄州市作為傳統鑄造大市,鑄造產業廢砂資源化利用是一項重點任務,其有助于實現產業走上可持續發展道路,同時推進資源節約型環境友好型城市建設。通過調查當前滄州市鑄造產業廢砂資源化利用情況,區域企業主要采用焙燒法實現砂再生,焙燒法會產生大量粉塵和有機廢氣,同時還會產生不可利用的細砂作為一般固廢,對生態環境產生一定影響。介紹目前再生砂廢氣、固體廢物和噪聲等“三廢”治理普遍措施,并進一步提出優化的污染控制措施。
1 鑄造廢砂再生工藝及產排污節點
根據調研相關項目,鑄造生產大致工藝如下:廢砂—磁選篩分—焙燒—冷卻—出料—返回覆膜砂生產線。
再生砂生產線工藝描述及產污環節如下。
投料工序:將舊砂加入砂斗內,送入篩分工序[1]。投料工序產生的主要污染物為顆粒物、噪聲。
篩分工序:利用篩分機篩分出其中的廢料。篩分工序產生的主要污染物為顆粒物、噪聲。
磁選工序:通過皮帶機(含磁選裝置)進行磁選,分離出舊砂中的鐵渣。高效磁選工序產生的主要污染物為顆粒物、噪聲、鐵渣。
焙燒工序:高校磁選后的舊砂經斗提機提升至中間料倉,利用螺旋給料機將廢砂加入到焙燒爐內,通過天然氣燃燒器加熱,焙燒溫度達到600℃,高溫焙燒除掉舊砂表面殘余的樹脂膜。焙燒工序產生的主要污染物為顆粒物、SO2、NOx、非甲烷總烴、甲醛、酚類、噪聲。
冷卻工序:利用沸騰冷卻床對舊砂充分冷卻(間接冷卻)[2]。冷卻水循環使用,定期補充,不外排。
出料工序:出料工序產生的主要污染物為顆粒物。
2 鑄造廢砂再生“三廢”治理
鑄造廢砂再生“三廢”治理主要為廢氣、固體廢物和噪聲三種污染物;以下將分析目前業內普遍采用的治理措施和建議優化的治理措施。
2.1 鑄造廢砂再生“三廢”治理普遍措施
2.1.1 廢氣治理措施
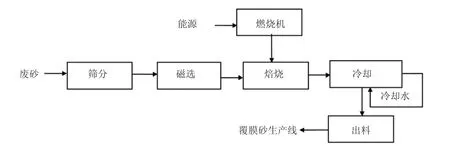
圖1 鑄造廢砂再生生產工藝流程圖
對于投料、篩分、磁選、出料等含塵廢氣基本上采用的是集氣裝置收集后進入布袋除塵器進行治理并有組織排放;對于焙燒廢氣基本上采用的是兩級活性炭吸附裝置或者UV 光催化氧化裝置和活性炭吸附裝置復合措施進行處理有機廢氣(非甲烷總烴、甲醛、酚類)并有組織排放。
2.1.2 噪聲治理措施
廢砂再生過程中破碎機、篩砂機、提升機、風機等設備運行產生噪聲[3],為點聲源。目前普遍優先選用低噪聲設備,加裝基礎減振裝置,再經建筑隔聲和距離衰減,控制噪聲對周圍環境的影響。
2.1.3 固體廢物治理措施
篩分工序產生廢料和磁選工序產生鐵渣均為一般工業固體廢物,收集后外售;除塵器產生粉塵,為一般工業固體廢物,收集后綜合利用。廢活性炭和廢UV 燈管為危險廢物,收集后送有資質的單位進行處置。企業對工業固體廢物實行從產生、收集、運輸、貯存直至最終處理實行全過程管理[4]。
2.2 鑄造廢砂再生“三廢”治理優化措施
2.2.1 廢氣治理優化措施
對于投料、篩分、磁選、出料等含塵廢氣基本上采用的是集氣裝置收集后進入布袋除塵器進行治理并有組織排放;對于焙燒廢氣基本上采用的是催化燃燒法(RCO)和蓄熱燃燒法(RTO)措施進行處理有機廢氣(非甲烷總烴、甲醛、酚類)并有組織排放。
2.2.2 噪聲治理優化措施
生產設備均置于生產車間內,優先選用低噪聲設備,加裝基礎減振裝置,再經建筑隔聲和距離衰減,加強設備維修保養,保證正常運轉[5]。可以控制噪聲對周圍環境的影響。
2.2.3 固體廢物治理優化措施

圖2 廢氣收集治理流程圖
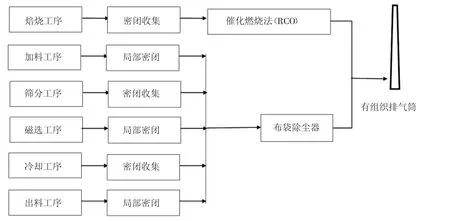
圖3 廢氣收集治理流程圖
篩分工序產生廢料和磁選工序產生鐵渣均為一般工業固體廢物,收集后外售;除塵器產生粉塵,為一般工業固體廢物,回用會對覆膜砂生產質量產生一定影響,建議收集后外運砂塵綜合處置單位綜合利用。企業對一般工業固體廢物從產生、收集、運輸、貯存直至最終處理實行全過程管理。
3 “三廢”治理措施可行性分析
3.1 廢氣治理措施可行性分析
顆粒物采用布袋除塵器處理,袋式除塵器是一種干式濾塵裝置。它適用于捕集細小、干燥、非纖維性粉塵。濾袋采用紡織的濾布或非紡織的氈制成,利用纖維織物的過濾作用對含塵氣體進行過濾,當含塵氣體進入袋式除塵器后,顆粒大、比重大的粉塵,由于重力的作用沉降下來,落入灰斗,含有較細小粉塵的氣體在通過濾料時,粉塵被阻留,使氣體得到凈化。對照《排污許可證申請與核發技術規范 石墨及其他非金屬礦物制品制造》(HJ1119-2020),廢氣治理措施為可行技術。
焙燒有機廢氣采用焚燒法,對照《排污許可證申請與核發技術規范石墨及其他非金屬礦物制品制造》(HJ1119-2020),為可行治理技術,焚燒法相較于吸附法具有污染物去除效率高的優點。
RCO 裝置處理有機廢氣:吸附飽和的活性炭需要進行脫附處理后重復利用,否則會產生大量的危廢,運行費用高[6]。活性炭脫附采用熱空氣法,將活性炭加熱到一定的溫度后,吸附在活性炭里的揮發性有機物解析出來,解析氣用300℃以上的溫度熱力催化燃燒凈化處理[7]。我們目前有兩種方式:一種是離線脫附,吸附采用蜂窩活性炭,飽和后從吸附器中取出,用專用的連續脫附裝置進行,這種方式適用于風量大、濃度低、活性炭用量大、吸附周期長的廢氣治理。對污染源多,吸附器多的情況,可以減少投資和占地,能耗低,但勞動強度大。另一種是在線脫附再生。用兩個以上的吸附器為一組,飽和后輪流進行再生。特點是活性炭不用取出,在位再生,自動化程度高,勞動強度小,但投資大。適用于點數少、吸附件周期短的污染治理。
RTO 裝置處理有機廢氣:以單筒式多閥門RTO 為例,其主體由氣體總管道、切換閥、分配室、蓄熱層和燃燒室組成,分配室和蓄熱層分為7 個扇區,輪換交替作為進氣扇區、吹掃扇區和排氣扇區,每個扇區獨立配置進氣閥、排氣閥、吹掃閥三個閥門,通過開關閥門實現各扇區的功能切換。筒式多閥門RTO 具有體積小,吹掃置換效率高,燃燒效果好,氣體流速均衡等特點,可用蓄熱體再生發熱。
3.2 噪聲治理措施可行性分析
工程主要噪聲為各生產設備、風機等設備運行產生噪聲。噪聲控制從控制聲源、阻攔聲音傳播和距離衰減這三方面考慮,并將三者統一起來[8]。
(1)項目對噪聲的控制首先從聲源上著手,優先選用低噪聲設備[9]。
(2)對產噪設備進行基礎減振等降噪措施。
(3)采用廠區周邊設置圍墻,利用圍墻的屏蔽作用使噪聲受到不同程度的阻擋和吸收。
(4)合理布置產噪設施在廠內的位置,通過距離衰減,減小其對廠界環境的影響。盡量設置在廠房內,有利于降低廠界噪聲。
經采取相應隔聲、降噪措施后,噪聲對廠界貢獻值能夠達到《工業企業廠界環境噪聲排放標準》相關聲環境功能區標準要求。
3.3 固體廢物治理措施可行性分析
項目產生的固體廢物均得到妥善處置,對周圍環境影響較小[10]。
4 結語
通過對滄州市鑄造產業廢砂資源化利用情況調查分析,統計了當前企業廢砂再生過程中普遍采取的“三廢”治理措施,同時提出優化的“三廢”治理措施,為此類企業綠色生產和污染物治理提供思路和參考。
猜你喜歡
今日畜牧獸醫(2022年10期)2022-12-23 06:23:28
今日畜牧獸醫(2022年10期)2022-12-23 06:19:54
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年15期)2021-11-05 08:22:20
今日農業(2020年13期)2020-12-15 09:08:51
湖北農機化(2020年4期)2020-07-24 09:07:10
甘肅教育(2020年8期)2020-06-11 06:09:48
中學生數理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:24
中國外匯(2019年21期)2019-05-21 03:04:06
豬業科學(2018年4期)2018-05-19 02:04:38
