基于鐵路道岔整鑄式異型套筒組合扳手的研究
2022-12-07 05:26:02張俊
交通科技與管理 2022年22期
關(guān)鍵詞:作業(yè)
張 俊
(新疆鐵道職業(yè)技術(shù)學(xué)院,新疆 烏魯木齊 830000)
0 引言
鐵路軌道由道床、軌枕、鋼軌、聯(lián)結(jié)零件、防爬設(shè)備及道岔等組成。鋼軌、道岔以螺栓組合彈條與軌枕進(jìn)行聯(lián)結(jié)固定,其中螺栓提供可靠的剛度和穩(wěn)定性。當(dāng)前,鐵路軌道的中間聯(lián)結(jié)零件,使用較多的六角螺栓尺寸多為36 mm或46 mm尺寸,還有少數(shù)六角尺寸為41 mm的螺栓。目前對(duì)于道岔螺栓的松緊現(xiàn)場(chǎng)作業(yè)有三種方式:人工松卸、單頭內(nèi)燃螺栓機(jī)松卸、雙頭螺栓機(jī)松卸[1]。人工松緊工具簡(jiǎn)單方便,作業(yè)強(qiáng)度大。單頭內(nèi)燃扳手作業(yè)效率高,僅使用少部分螺栓松緊作業(yè)[2]。雙頭螺栓機(jī)適合長(zhǎng)軌線路的作業(yè)、質(zhì)量相對(duì)較重。由于螺栓大小種類(lèi)差異,長(zhǎng)短粗細(xì)各不相同[3]。上述三種方式進(jìn)行現(xiàn)場(chǎng)作業(yè)都需要工作人員攜帶多個(gè)螺栓頭,在更換作業(yè)時(shí)候不僅耽誤時(shí)間,還降低了工作效率。時(shí)常還會(huì)因?yàn)橥洈y帶螺栓頭造成作業(yè)取消,給軌道維修作業(yè)帶來(lái)諸多不便。鑒于此,結(jié)合鐵路線路實(shí)際作業(yè),設(shè)計(jì)一種整鑄式異型套筒組合扳手,可覆蓋多個(gè)常用型號(hào)螺栓的收緊作業(yè),適合線路上的普通三型枕螺母、B30大螺栓、普通鋼軌接頭螺栓,頂鐵螺栓、凍結(jié)接頭螺栓、道岔T型螺栓螺母等的松緊作業(yè)。基本上一個(gè)套筒頭可以完成道岔90%的螺栓螺母松緊作業(yè)。線路可以達(dá)到98%的螺栓松緊作業(yè)。不僅為作業(yè)人員減少了作業(yè)強(qiáng)度,還提高了作業(yè)效率,保證了作業(yè)安全。
1 技術(shù)背景
手工具普遍應(yīng)用于制造、組裝或維護(hù)等作業(yè)需求,根據(jù)工作需要與環(huán)境選擇不同的手工具,其使用形態(tài)也存在差異[4]。一般手工具是以握持端的前端設(shè)置驅(qū)動(dòng)組件,不同形態(tài)的驅(qū)動(dòng)組件例如套筒、扳手、起頭等,其使用方式施力于握持端帶動(dòng)驅(qū)動(dòng)組件轉(zhuǎn)動(dòng),同時(shí)驅(qū)動(dòng)組件對(duì)應(yīng)待工作組件進(jìn)行螺栓固定(拆卸)達(dá)到作業(yè)需求[5]。傳統(tǒng)套筒扳手是將扳手與一組套筒統(tǒng)一放在一起,使用時(shí)將扳手取出套上套筒,或是在手柄兩端各帶一個(gè)套筒,將多個(gè)這種套筒扳手組成組套形式放于工具盒內(nèi),攜帶與使用極不方便,成本也會(huì)增加,并且缺乏有效的著力裝置,實(shí)用性不高[6]。
2 設(shè)計(jì)方案
基于上述背景,該設(shè)計(jì)采用如下方案:可提供軸向拉力的整鑄式異型套筒組合扳手,其包括內(nèi)六方套頭,套頭下方與鋼管固定連接,鋼管末端與下套頭固定,內(nèi)六方套頭外有套筒,套筒壁圓周開(kāi)有槽孔,套筒上口與內(nèi)六方套頭口形狀保持一致。為了使受力更為均勻,在使用該套筒組合扳手拆卸螺栓時(shí),套筒會(huì)在內(nèi)六方套頭上方進(jìn)行錯(cuò)位擺動(dòng),套筒上口便卡住內(nèi)六方套頭中的螺母,從而對(duì)螺栓提供軸向拉力,配合旋轉(zhuǎn)力矩便可較為輕松地拔出螺栓[7]。該套筒組合扳手包括內(nèi)六方套頭③,下部與鋼管固接,鋼管末端固接套頭③,套頭③外有套筒④,套筒內(nèi)壁呈圓周對(duì)稱(chēng)分布,套頭頂角與中心連線夾角為60°,套筒上口②與套頭內(nèi)口①形狀保持一致(如圖1所示)。
在使用整鑄式異型套筒組合扳手拆卸螺栓時(shí),將套筒上口②旋轉(zhuǎn)與內(nèi)六方套頭內(nèi)口①位置一致,隨后將螺栓底部螺紋根部焊接的螺母套進(jìn)套頭③,輸出頭套入內(nèi)六方套頭③中,并將其固定于固定孔中,使輸出頭與套頭③聯(lián)結(jié)為一體。將該套筒組合扳手反向旋轉(zhuǎn),如圖2所示,與圖1相比,套頭③先旋轉(zhuǎn)30°后才與套筒④一起旋轉(zhuǎn),在圖2所示狀態(tài),套筒上口②與內(nèi)六方套頭內(nèi)口①錯(cuò)位擺動(dòng),彼此相差30°,套筒上口②便可卡住位于套頭③中的螺母,從而實(shí)現(xiàn)向螺栓提供軸向拉力的目的,同時(shí)配合旋轉(zhuǎn)力矩即可輕松拔出螺栓。若在外拔時(shí)遇到的阻力較大,那么可停止反向旋轉(zhuǎn),并將其改為正向旋轉(zhuǎn),雖然套筒上口②與內(nèi)六方套頭內(nèi)口①彼此相差30°的錯(cuò)位,但依然能提供一定的軸向拉力,經(jīng)多次反復(fù)旋轉(zhuǎn)便可克服阻力,從而更為輕松地拔出螺栓。

圖1 套筒內(nèi)外六方頭對(duì)正結(jié)構(gòu)

圖2 套筒內(nèi)外六方頭錯(cuò)位結(jié)構(gòu)
3 設(shè)計(jì)加工
根據(jù)上述設(shè)計(jì)方案,利用Inventor Inventor軟件進(jìn)行實(shí)體設(shè)計(jì),并根據(jù)扳手外形結(jié)構(gòu)特點(diǎn)采取分段式加工。
3.1 必備組件
無(wú)縫鋼管A內(nèi)徑30 mm,外徑40 mm;無(wú)縫鋼管B內(nèi)徑15 mm,外徑23 mm;規(guī)格25 mm的六方套筒2個(gè);規(guī)格21 mm的內(nèi)四方套筒1個(gè)。
3.2 加工組裝
(1)外套筒制作;運(yùn)用線切割技術(shù)在內(nèi)六方截取長(zhǎng)度6 mm一段,打磨后嵌入無(wú)縫鋼管A,端口對(duì)齊,在邊緣處進(jìn)行焊接加固,隨后繼續(xù)利用線切割在端口45 mm處截下。
(2)在距外套筒內(nèi)六方端口35 mm處以對(duì)角線為中心線,對(duì)稱(chēng)開(kāi)兩個(gè)寬6 mm,長(zhǎng)23 mm的限位槽。
(3)內(nèi)套筒制作:運(yùn)用線切割技術(shù)在內(nèi)六方套筒截取無(wú)縫鋼管B,長(zhǎng)約130 mm,底端與無(wú)縫鋼管B一端焊接加固,距端口30 mm處沿對(duì)角線對(duì)稱(chēng)鉆兩個(gè)內(nèi)徑4 mm的限位孔。
(4)無(wú)縫鋼管B一端嵌入套筒連接桿末端,通過(guò)焊接加固,在距套筒端口10 mm、16 mm處分別沿四邊形截面中心線鉆4個(gè)內(nèi)徑5 mm的銷(xiāo)孔。
(5)將內(nèi)套筒與外套筒嵌在一起,準(zhǔn)備兩個(gè)限位頂絲,用螺絲刀將其從兩側(cè)限位槽擰入內(nèi)套筒,使外套筒能夠轉(zhuǎn)動(dòng)后可進(jìn)行限位旋轉(zhuǎn),即組成完整的可提供軸向拉力的整鑄式異型套筒組合扳手,如圖3所示。

圖3 整鑄式異型套筒組合扳手效果圖
4 有限元建模
4.1 建立模型
利用數(shù)學(xué)近似方法對(duì)物理系統(tǒng)進(jìn)行模擬即為有限元分析,通過(guò)相互作用單元以有限未知量去靠近無(wú)限未知量的真實(shí)物理系統(tǒng)[8]。該產(chǎn)品的主要受力點(diǎn)在于套筒連接處,對(duì)連接處進(jìn)行有限元分析,用以校核連接處的變形與應(yīng)力問(wèn)題。
4.1.1 前端處理
(1)實(shí)體建模:模擬仿真需要得到實(shí)物具體數(shù)據(jù)。首選采用CityPlan對(duì)整鑄式異型套筒組合扳手進(jìn)行三維建模,將已繪制的CAD扳手平面圖導(dǎo)入CityPlan繪制輪廓,創(chuàng)建點(diǎn)線面關(guān)系圖,并對(duì)已有尺寸進(jìn)行約束,調(diào)整輪廓大小。因該套筒扳手由回轉(zhuǎn)體構(gòu)成,通過(guò)回轉(zhuǎn)拉伸調(diào)整曲線等操作得到三維模型,并以代碼形式導(dǎo)出。
(2)網(wǎng)絡(luò)分割:在不發(fā)生形變的基礎(chǔ)上對(duì)結(jié)構(gòu)進(jìn)行分割。該套筒扳手由回轉(zhuǎn)體構(gòu)成,細(xì)節(jié)部分形狀較為復(fù)雜。通過(guò)Marc軟件的網(wǎng)格分割器對(duì)復(fù)雜模型進(jìn)行網(wǎng)絡(luò)分割,能夠避免人工組裝時(shí)各部分網(wǎng)格分割不匹配帶來(lái)的問(wèn)題。將分割后的模型轉(zhuǎn)化為step格式后導(dǎo)入Marc軟件。
4.1.2 后塊處理
(1)數(shù)據(jù)代入:該套筒扳手采用50BV30銘釩合金鋼,在鋼的基礎(chǔ)上添加銘、釩等合金元素,銘、釩耐高溫,能夠提升索氏體化率并細(xì)化馬氏體晶粒,可淬火使用。該套筒扳手材料泊松比為0.4,密度為7.85 g/cm3,代入材料數(shù)據(jù)后得到相關(guān)應(yīng)力值。
(2)結(jié)果呈現(xiàn):分析結(jié)果以圖形顯示并輸出,結(jié)果體現(xiàn)在模型之上,用不同顏色代表各位置的應(yīng)力值與應(yīng)力范圍,直觀地反映了計(jì)算結(jié)果的分布情況。
4.2 有限元分析
整鑄型套筒組合扳手受力點(diǎn)均勻分布,經(jīng)Marc軟件分析,其最大受力承載荷為780 N,套筒連接處最大承受力為286 MPa,形變?yōu)?.26,小于國(guó)家標(biāo)準(zhǔn)1.5,符合相關(guān)形變標(biāo)準(zhǔn)。經(jīng)有限元分析可知,較大受力點(diǎn)處能夠承受較大扭力,不會(huì)對(duì)結(jié)構(gòu)產(chǎn)生破壞,符合工作需要。
4.3 效率驗(yàn)證
與普通套筒扳手進(jìn)行對(duì)比,對(duì)工務(wù)職工扳手使用過(guò)程進(jìn)行計(jì)算,并分析工作效率的提升程度。由于整鑄型套筒組合扳手以扳手的使用過(guò)程為一個(gè)具體單元,對(duì)其進(jìn)行MOD分析,并進(jìn)行假設(shè):
(1)普通套筒扳手均以被按照順序放置,在替換套筒時(shí)不會(huì)浪費(fèi)時(shí)間尋找。
(2)套筒擺放在腰部位置,無(wú)須彎腰拾取套筒,減少?gòu)澭速M(fèi)時(shí)間。表1為普通套筒扳手的MOD分析過(guò)程,表2為整鑄式異型套筒組合扳手的MOD分析過(guò)程。
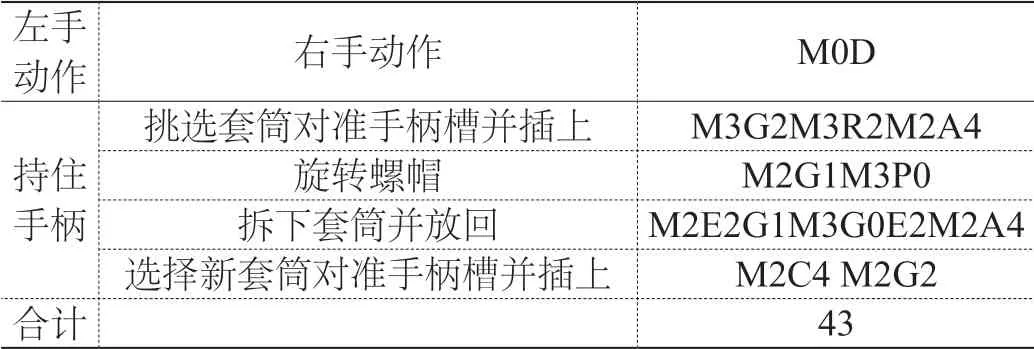
表1 普通套筒扳手MOD分析
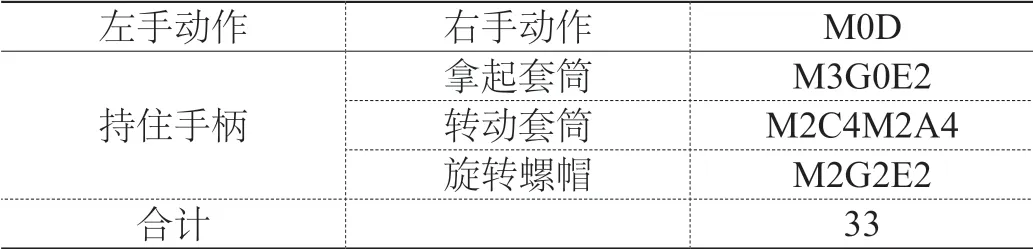
表2 整鑄型套筒組合扳手的MOD分析
因MOD分析法的實(shí)用性較強(qiáng),運(yùn)用此法對(duì)扳手使用過(guò)程進(jìn)行分析,其成本低廉,并且能夠體現(xiàn)新產(chǎn)品效率的提升程度。經(jīng)MOD分析可知,整鑄型套筒組合扳手比普通套筒扳手的效率提升了30%左右,工務(wù)職工的操作效果得到顯著提高。
5 現(xiàn)場(chǎng)應(yīng)用
為確保該套筒組合扳手的實(shí)用性與安全性,對(duì)該工具進(jìn)行了5次系統(tǒng)化實(shí)驗(yàn),結(jié)果表明,該套筒組合扳手操作便捷,既節(jié)約了勞動(dòng)力,還減少了緊固高強(qiáng)度螺帽的時(shí)間,在一定程度上減輕了鐵路職工的工作強(qiáng)度,提升了工作效率。表3是對(duì)5次緊固螺帽時(shí)進(jìn)行的使用傳統(tǒng)套筒扳手與使用該套筒組合扳手的對(duì)比,并測(cè)試了相關(guān)數(shù)據(jù)。截至2022年3月,共有4套整鑄式異型套筒組合扳手在作業(yè)區(qū)養(yǎng)護(hù)班進(jìn)行了使用,通過(guò)使用該工具,有效解決了緊固鐵軌高強(qiáng)度螺帽時(shí)費(fèi)時(shí)費(fèi)力的問(wèn)題,同時(shí)也消除了部分操作過(guò)程中的安全隱患,使用后工務(wù)職工的操作時(shí)間極大減少,經(jīng)統(tǒng)計(jì),目前使用該套筒扳手后操作時(shí)間都低于5分鐘,操作者也由3人減少為2人。
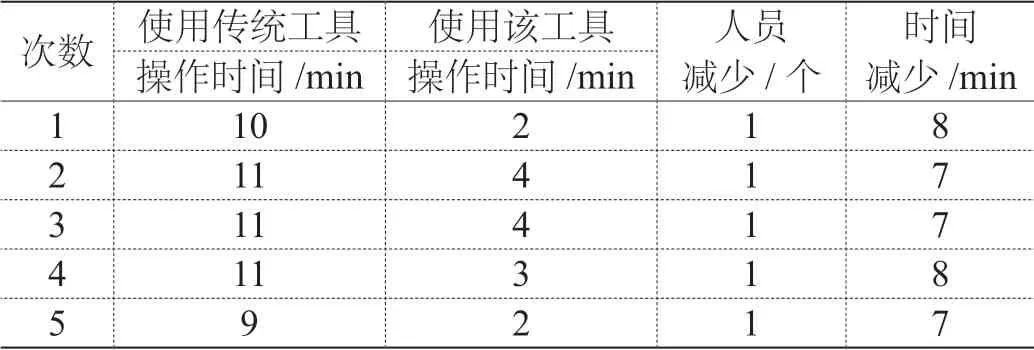
表3 使用傳統(tǒng)工具與使用該工具的比較測(cè)試
6 結(jié)語(yǔ)
綜上所述,整鑄式異型套筒組合扳手是對(duì)手動(dòng)螺絲扳手與六角套筒扳手的綜合,其將二者的優(yōu)點(diǎn)集合于一體。整鑄式異型套筒組合扳手立足于鐵道維修養(yǎng)護(hù),為減輕工務(wù)職工攜帶負(fù)擔(dān),提高工作效率而設(shè)計(jì)。該套筒組合扳手實(shí)現(xiàn)了套筒頭的承載,減少了替換工具的時(shí)間,減輕了身體負(fù)荷,一個(gè)套筒頭可以完成道岔90%的螺栓螺母松緊作業(yè),不僅為作業(yè)人員減少了作業(yè)強(qiáng)度,還提高了作業(yè)效率,保證了作業(yè)安全,調(diào)動(dòng)了工作積極性。與此同時(shí),工具的改進(jìn)與創(chuàng)新,也在一定程度上促進(jìn)了鐵路行業(yè)的發(fā)展與進(jìn)步。
猜你喜歡
小主人報(bào)(2022年1期)2022-08-10 08:28:44
新作文·小學(xué)低年級(jí)版(2021年9期)2021-11-27 07:57:46
學(xué)生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學(xué)版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學(xué)版(2020年7期)2020-01-02 10:10:44
趣味(數(shù)學(xué))(2018年12期)2018-12-29 11:24:10
小學(xué)生作文(中高年級(jí)適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08