粗糙度對水性涂料涂裝膜層結合力的影響
2022-12-20 10:28:46陳婧
電鍍與精飾 2022年12期
陳 婧
(貴州交通職業技術學院汽車工程系,貴州貴陽 550008)
水性涂料是以水作為溶劑的涂料,在工業生產各個領域已逐漸被接受。在金屬材料防腐蝕工程應用中比較成熟的水性涂料是電泳涂料,其耐腐蝕性能優異,但在其余多數工程應用中,防腐性能的欠缺使其廣泛使用受限。隨著環境保護意識的增強,水性涂料代替溶劑型涂料是涂裝技術發展的必然趨勢[1-2]。盡管應用于金屬防腐蝕領域水性涂料與溶劑型涂料相互比較而言其性能還存在一定差距,其技術進步仍舊是比較明顯的[3],技術人員從改善漆料種類、嚴控前處理方式、優化涂裝施工工藝參數等各個方面進行了改進,為水性涂料涂裝生產奠定了基礎。
基于溶劑型涂料涂裝的研究成果,前處理是影響涂層質量的關鍵因素之一,可以保證零部件獲得所需的表面狀態,如合適的粗糙度是作為涂層與基體結合的質點,首先漆膜與凸凹不平的基體表面存在正常的結合,同時還存在相互之間的機械咬合作用,在破壞應力作用下二者共同阻礙漆膜的運動,防止其發生破裂。對于水性涂料涂層來講,獲得合適的粗糙度對于提高涂層與基體的結合力同樣尤為重要。為此本文選擇市售水性涂料,以噴砂作為前處理工藝,研究粗糙度對涂裝與基體結合力的影響,為水性涂料涂裝生產提供借鑒。
1 前處理方案
噴砂是較為常見的涂裝前處理工藝,不同直徑的砂粒在噴砂后零部件表面可以獲得不同的粗糙度,合適的粗糙度可以保證涂層的質量[4-6]。目前工程應用中多數涂裝基體材料為鋁合金、普通鋼鐵材料與不銹鋼,材質不同采用相同粒徑的砂粒噴砂處理后其粗糙度是不同的,因此需要根據不同基體材料確定噴砂的具體工藝參數。
鋁合金表面容易生成的覆蓋物是氧化鋁層,致密地覆蓋于金屬表面,這一層氧化膜比較薄,且鋁合金基體較軟,在噴砂過程中受到沖擊容易脫落。普通鋼鐵材料表面容易生成的覆蓋物是氧化皮與銹蝕,雖然氧化皮比較薄且容易除去,但是銹蝕一般容易向內部擴散,因此去除普通鋼鐵材料表面的氧化皮與銹蝕需要較大的沖擊力。不銹鋼表層容易發生鈍化,對其進行涂裝同樣需徹底去除其表面的鈍化膜,但涂裝類不銹鋼零部件一般屬于薄壁件,砂粒的顆粒度如果較大,可能會引起基體材料變形,最終造成零部件報廢。
考慮到基體材料的不同,選用石英砂,粒徑分別為80~100目、120~150目與150~180目。對于三類不同的基材試樣,均以規格相同的砂粒擊打其表面獲取合適的粗糙度,然后進行涂裝,測試其附著力與耐腐蝕性能,以優化前處理方式,便于生產的統一組織。
2 實驗部分
2.1 基材選擇
試驗基材為6005鋁合金、45#鋼與202不銹鋼,粗糙度為1.6 μm。6005鋁合金、45#鋼試片規格:100 mm×70 mm×5 mm。202不銹鋼試片規格:100 mm×70 mm×5 mm,100 mm×70 mm×4 mm,100 mm×70 mm×3 mm,100 mm×70 mm×2 mm,100 mm×70 mm×1 mm。基體材料成分見表1。

表1 基體材料成分Tab.1 The composition of the matrix materials
涂裝體系為市售水性環氧底漆與水性丙烯酸聚氨酯面漆。
2.2 施工工藝
噴砂工藝:噴嘴口徑0.6 mm,壓力0.5 MPa,零部件表面與噴口距離為600~700 mm,槍速為0.55 m/s,石英砂,粒徑分別為80目、100目、120目與150目。
涂裝工藝:底漆2遍→24 h晾干→面漆2遍→24 h晾干。噴孔直徑為3 mm,空氣噴出壓力為0.4 MPa。底漆膜厚30~37 μm,總膜厚≥100 μm。
2.3 性能檢測
所有試驗均測試5個樣品。采用型號為Mitu‐toyo SJ210粗糙度測試儀檢測噴砂后粗糙度。選用DP-2100厚度測量儀測試底漆膜層厚度與膜層總厚度。選用DeFelskoAT-A拉拔儀測試膜層附著力。選用JST-120鹽霧腐蝕試驗箱測試膜層耐蝕性,測試條件:5%NaCl溶液,pH6.5~7.2,溫度35±2℃,連續噴霧,觀察周期100 h,試驗總時間為1300 h。
3 試驗結果
3.1 變形量
噴砂處理后試樣變化明顯,試樣厚度較大時,不論使用哪一種粒徑的砂粒進行噴砂處理,試片均無明顯變形。但試片過薄時,噴砂后試片變形較大。具體來講,厚度為5 mm的6005鋁合金與45#普通鋼材,采用不同粒徑的砂粒噴砂后,試片均無變形。厚度為5 mm與4 mm的202不銹鋼試片采用不同粒徑的砂粒噴砂后均無變形,厚度為3 μm的試片采用80~120目的砂粒進行噴砂后試片變形,采用120~150目的砂粒噴砂后無變形,厚度為2 mm與1 mm的試片采用80~120目的砂粒進行噴砂后試片變形,采用150目砂粒進行噴砂后試片無變形。6005的鋁合金與45#普通鋼材因其價格便宜,使用過程中零部件壁厚較大。而對于不銹鋼由于其本身具備良好的耐腐蝕性能且價格較高,所以其零部件壁厚較薄,采用噴砂作為前處理工藝,需考慮零部件變形問題。本文旨在驗證噴砂對漆膜附著力的影響,故下文論述各種材質的試片厚度均為5 mm,試片噴砂后無變形。噴砂后基體變形情況統計結果如表2。
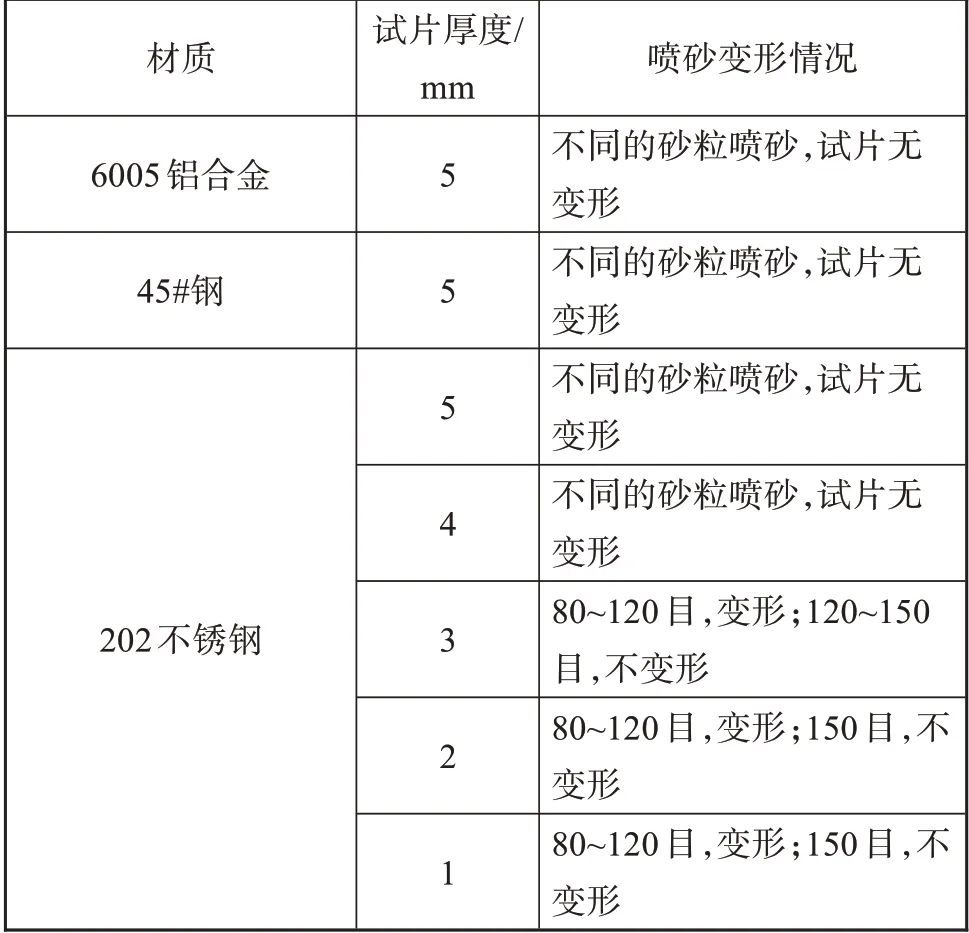
表2 基體噴砂變形Tab.2 Deformation of matrix by sandblasting
3.2 粗糙度
基材經過噴砂處理后粗糙度如表3,總體看各類基體材料的表面粗糙度均發生不同程度的粗化,且隨著砂粒顆粒度的增加零部件表面粗化更加嚴重。不同之處是鋁合金粗化更加明顯,45#鋼與202不銹鋼粗化較輕,這主要與基體材料本身性能有關,鋁合金材質較軟,所以在相同的砂粒與沖擊載荷的作用下形成的接觸坑較深,粗糙度值較大。而45#鋼與202不銹鋼本身較硬,在相同砂粒與沖擊載荷作用下形成的接觸坑較淺,試樣表面粗糙度值較小。

表3 基材噴砂后粗糙度Tab.3 Roughness of matrix after sand blasting
具體來看,鋁合金試片噴砂后,砂粒粒度比較粗大為80目時,噴砂后形成的表面粗糙度數值較大,均值為23.9 μm。砂粒顆粒度為100目時,粗糙度均值為17.0 μm,粗糙度數值有所下降。隨著砂粒顆粒度繼續細化,為120目時,粗糙度進一步減小,均值為12.2 μm。而砂粒顆粒度為150目時,粗糙度均值降為8.1μm。
對于45#鋼試片經過噴砂后,其噴砂面也不同程度粗化,砂粒粒度為80目時,試樣粗糙度均值為20.2 μm。砂粒粒度為100目時,粗糙度有所下降,均值為15.0 μm。砂粒顆粒度為120目時,粗糙度繼續下降,均值為10.1 μm。砂粒顆粒度為150目時,粗糙度進一步下降,均值為6.0 μm。202不銹鋼試片經噴砂后,其噴砂面也不同程度的粗化,其粗糙度變化與普通鋼鐵45#鋼相似,在砂粒尺寸為80目、100目、120目與150目時,粗糙度均值依次為20.0 μm、15.0 μm、10.0 μm與6.00 μm。
3.3 涂層厚度
采用水性涂料施工,從漆膜的宏觀狀況看,對各類基材實施噴砂前處理+水性涂料涂裝施工,涂層狀態良好,漆膜比較光滑,幾乎不存在什么漆豆與橘皮等缺陷。
涂層厚度如表4,表中列舉出底漆膜層厚度與膜層總厚度,可以看出,底漆膜層厚度介于33.0~36.0 μm之間,總厚度介于103.0~106.0 μm之間,另外無論是底漆涂層厚度還是總厚度均相差不多,對于試樣之間性能比較或者定量評價漆膜的耐腐蝕性能更具說服力。
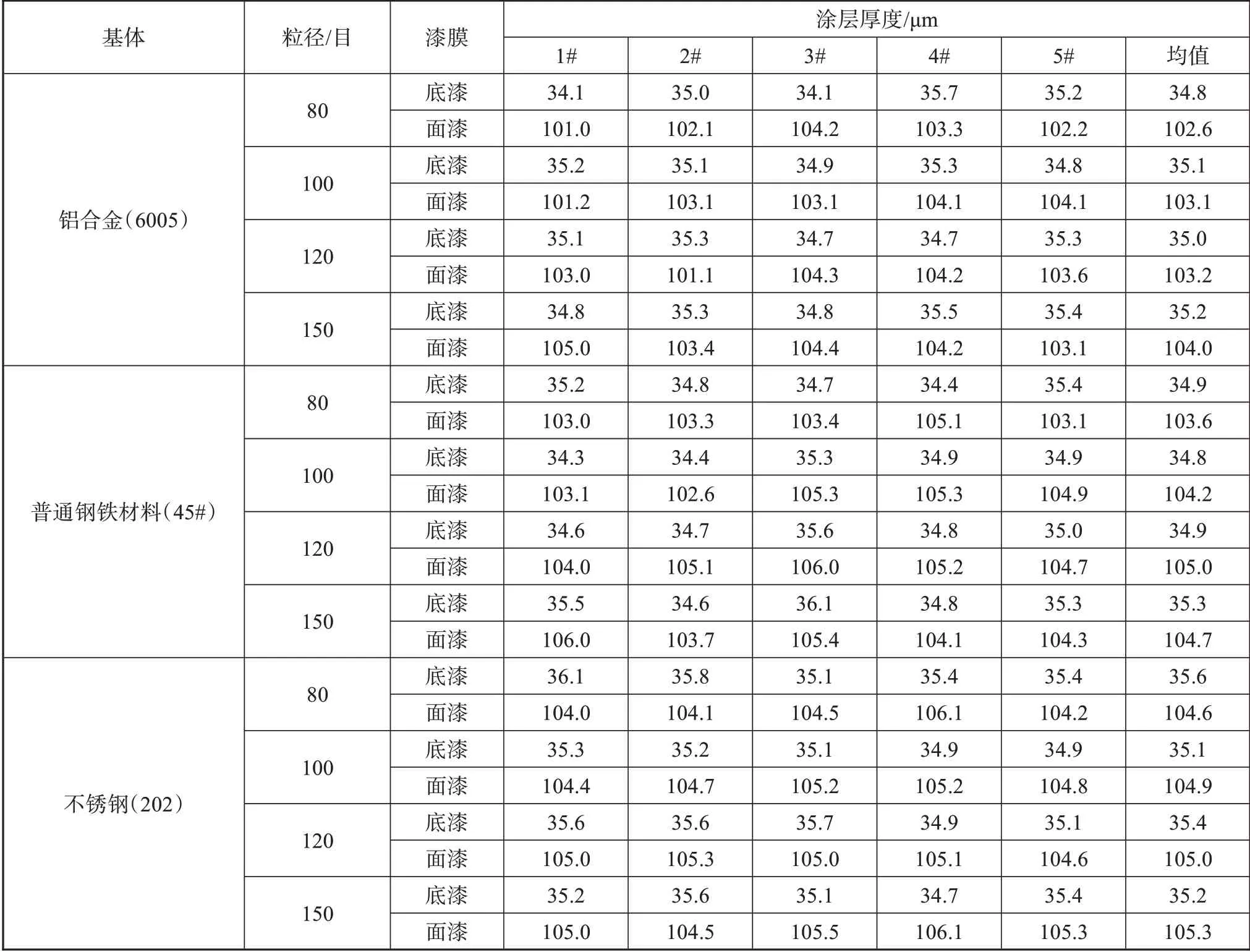
表4 涂層厚度測試結果Tab.4 The thickness of the coatings
3.4 涂層附著力
附著力測試結果如表5,隨著砂粒粒徑變小,漆膜附著力逐漸減小,無論是鋁合金、45#鋼與202不銹鋼均表現出相同規律。對于鋁合金來講,其噴砂砂粒粒徑為80目,漆膜的附著力均值為10.10 MPa;砂粒粒徑為100目,漆膜的附著力均值為9.20 MPa,與粒徑為80目的砂粒噴砂后獲得的漆膜比較附著力有所降低;當砂粒粒徑為120目,漆膜的附著力繼續降低,均值約為8.20 MPa;而當砂粒粒徑為150目時,漆膜的附著力均值約為7.40 MPa。對于45#鋼,其噴砂砂粒粒徑為80目,試樣漆膜的附著力均值為9.70 MPa;砂粒粒徑為100目,漆膜的附著力均值為8.70 MPa;當砂粒粒徑為120目,漆膜的附著力繼續降低,均值約為7.80 MPa;而當砂粒粒徑為150目時,漆膜的附著力均值約為7.00 MPa。對于202不銹鋼來講,其噴砂砂粒粒徑為80目,漆膜的附著力均值為9.70 MPa;砂粒粒徑為100目,漆膜的附著力均值為8.60 MPa;當砂粒粒徑為120目,漆膜的附著力繼續降低,均值約為7.80 MPa;而當砂粒粒徑為150目時,漆膜的附著力均值約為6.90 MPa。

表5 涂層結合力Tab.5 The binding force of the coating
三種基體材料涂層均表現出相同的規律,即砂粒粒徑越大,漆膜附著力越大,這主要與漆膜和基體的結合方式有關,同種水性漆涂料,漆膜附著力與基體表面狀況關系密切。基體表面粗糙度越大,漆膜與基體二者之間結合面存在較深的凸凹區域,作為作用質點,在受到外力的作用下,可產生強有力的阻礙作用,抑制漆膜的滑動與變形,漆膜與基體保持良好的結合,其結合情況如圖1所示。

圖1 漆膜與基體結合示意圖Fig.1 The adhesion between paint film and substrate
3.5 腐蝕性能測試
試驗中選取45#普通鋼鐵材料作為代表,測試涂裝層的耐蝕性能,表6為中性鹽霧試驗結果。

表6 中性鹽霧腐蝕試驗統計結果Tab.6 Statistical results of neutral salt spray corrosion test
粒徑為80目的砂粒噴砂后涂層試驗進行至1000 h時,涂層沒有出現起泡、剝落、生銹與開裂現象,1100 h時見氣泡,1200 h時氣泡增加。粒徑為100目的砂粒噴砂后涂層試驗狀況與80目差不多,試驗進行至1000 h時涂層狀況良好,1100 h時氣泡出現,1200 h時氣泡增加。粒徑為120目的砂粒噴砂后涂層試驗進行至800 h時涂層沒有出現起泡、剝落、生銹與開裂現象,900 h時氣泡可見,1000 h時氣泡增加。粒徑為150目的砂粒噴砂之后涂層試驗進行至700 h時涂層沒有出現起泡、剝落、生銹與開裂現象,800 h時見氣泡,900 h時氣泡增加。
腐蝕試驗結果與砂粒粒徑、粗糙度、附著力關聯比較明顯。砂粒粒徑較大,獲得的粗糙度較大,涂層與基體結合情況良好,附著力比較大,耐腐蝕性能良好。反之,砂粒粒徑較小,獲得的粗糙度比較小,涂層與基體結合情況較差,附著力比較小,耐腐蝕性能稍差。因此如果采用水性涂料進行涂裝,在滿足其余條件的情況下,盡量選擇較大的砂粒進行噴砂,以獲得較好的涂層性能。圖2為80目的砂粒噴砂后涂裝漆膜腐蝕試驗形貌。
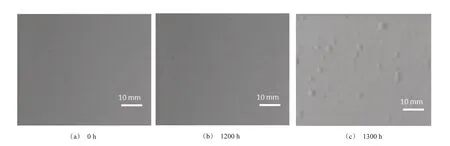
圖2 80目的砂粒噴砂后涂裝漆膜腐蝕試驗Fig.2 Corrosion test of coating film after sand blasting with 80 mesh
4 結論
本文采用不同粒度的砂粒進行噴砂作為前處理工藝,選用水性涂料作為涂裝防護層,選用鋁合金、45#普通鋼鐵材料與202不銹鋼為基體材料,對試樣進行了比較系統的檢測與分析。獲得以下結論:
(1)對于厚度比較大的零部件,可以選用各種粒度的砂粒進行噴砂前處理,不會引起零部件變形,對于薄壁不銹鋼類零部件需要嚴格控制其前處理的砂粒粒徑,保證零部件不變形。
(2)砂粒粒徑較大,獲得的粗糙度較大,涂層與基體結合情況良好,附著力較大,耐腐蝕性能良好。反之,砂粒粒徑較小,獲得的粗糙度較小,涂層與基體結合情況較差,附著力較小,耐腐蝕性能稍差。
