磁場約束對CMT增材制造鋁合金微觀組織及力學(xué)性能的影響
2022-12-21 08:21:22邢彥鋒曹菊勇楊夫勇張小兵
輕工機(jī)械 2022年6期
關(guān)鍵詞:磁場
王 敏, 邢彥鋒, 曹菊勇, 楊夫勇, 張小兵
(上海工程技術(shù)大學(xué) 機(jī)械與汽車工程學(xué)院, 上海 201620)
電弧增材制造技術(shù)因其沉積效率高、成本低和材料利用率高而被廣泛應(yīng)用于工業(yè)制造領(lǐng)域。鋁合金屬于輕金屬材料,同時具有優(yōu)良的耐腐蝕性和抗氧化性而被廣泛應(yīng)用[1-2]。然而,鋁合金電弧增材制造成形過程中通常會出現(xiàn)裂紋、氣孔和微觀晶粒粗大等缺陷,嚴(yán)重影響到材料的性能[3-5]。
為解決上述問題,國內(nèi)外很多研究學(xué)者通過采用超聲振動裝置、激光復(fù)合焊等多種設(shè)備進(jìn)行增材制造[6-7]。其中外加磁場輔助電弧增材制造由于能夠改變電弧形態(tài)和鋁合金材料的力學(xué)性能,并且制造成本低廉,適合大規(guī)模工業(yè)化生產(chǎn),而被用來改善合金性能[8]。Mou等[9]在研究Ti6Al4V-304L鋼的弧釬焊中加入軸向磁場,發(fā)現(xiàn)在加入磁場后,由于洛倫茲力的作用,電弧形狀從圓錐形改變?yōu)樾D(zhuǎn)鐘形,導(dǎo)致電弧長度變短,寬度變大,熔池溫度降低,并且隨著磁場強(qiáng)度的增加,接頭的抗拉強(qiáng)度得到明顯的改善。Liu等[10]在對鋁合金和不銹鋼的冷金屬過渡焊接(cold metal transfer,CMT)過程中加入縱向磁場,發(fā)現(xiàn)磁場能夠抑制鐵在焊縫中擴(kuò)散,提高熔覆層中的硅含量,從而降低了鋁鋼之間的脆性化合物的厚度,并且不同磁感應(yīng)強(qiáng)度和交變電流頻率的磁場影響電弧和熔滴的形態(tài),并最終改變焊接組織和力學(xué)性能。王亞欣[11]在鋁鋼電弧增材制造研究中發(fā)現(xiàn)磁場的添加能夠以降低焊接時的峰值溫度,縮短高溫停留時間和加快熔池流動等方式降低界面金屬間化合物的厚度并減少脆性較大的化合物在界面處生成,改善初始界面結(jié)構(gòu),并且增材制造后的成形件力學(xué)性能得到了明顯的提升。Sun等[12]研究CMT焊接電弧特性過程中施加縱向磁場對Al6061-T6和TC4合金進(jìn)行連接,發(fā)現(xiàn)在磁場力的作用下帶電粒子呈現(xiàn)螺旋運(yùn)動并且焊接電弧呈現(xiàn)旋轉(zhuǎn)鐘形,提高了熔池的擴(kuò)散能力;同時磁場降低了焊接峰值溫度及其保持時間,從而抑制了焊縫處脆性金屬間化合物的生長,使焊縫微觀結(jié)構(gòu)發(fā)生改變,改善了鋁鈦2種合金的拉伸性能。王揚(yáng)帆等[13]在CMT電弧增材制造inconel625合金中使用了外加磁場輔助裝置,發(fā)現(xiàn)inconel625合金在沉積過程中,由于受到磁場的作用細(xì)化了合金的枝晶尺寸,并且促進(jìn)了合金內(nèi)部元素的擴(kuò)散,同時有效的提高了合金的力學(xué)性能。磁場輔助作用目前常用于影響異種材料的焊接性能上,其中在鋁合金電弧增材制造方面的研究主要集中于鋁合金的Al-Cu和Al-Mg合金,而作用于Al-Si合金的電弧增材制造方面研究較少。
基于此,課題組采用CMT作為電弧熱源,ER4043鋁合金焊絲作為沉積材料,研究外加縱向直流磁場對電弧增材制造鋁合金成形件的宏觀、微觀組織變化以及斷口形貌的影響,并對比分析有無外加縱向直流磁場下對ER4043鋁合金成形件力學(xué)性能的影響,為外加磁場增材制造鋁合金技術(shù)提供參考。
1 材料、設(shè)備和方法
課題組采用Al6061作為基板母材,基板的尺寸為200 mm×180 mm×5 mm,焊絲為直徑1.2 mm的ER4043鋁硅焊絲,焊絲的化學(xué)成分如表1所示。

表1 ER4043鋁硅焊絲化學(xué)成分
CMT電弧增材制造系統(tǒng)是由Fronius CMT TPS4000焊機(jī)、6軸KUKA機(jī)器人、工作臺和保護(hù)氣體設(shè)備組成。磁場的發(fā)生裝置是用1 mm的漆包線纏繞在工字軸絕緣體上,線圈由兆信KXN-305D型號直流電源供電,通過改變電流的大小控制磁場強(qiáng)度,再使用TD8650型號高斯計測量不同電流下的磁場強(qiáng)度。線圈裝置安裝在焊槍上產(chǎn)生縱向磁場。圖1所示為焊接試驗裝置示意圖。
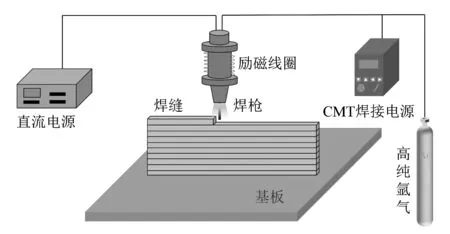
圖1 焊接試驗裝置示意圖
實驗中保持焊接速度為0.5 m/min,送絲速度為5.0 m/min,勵磁電流為0~3 A,線圈產(chǎn)生的磁場強(qiáng)度保持在0~20 mT。在每次沉積前測量磁場強(qiáng)度以確保磁場的準(zhǔn)確性。焊接前,為了避免母材對實驗的影響,用砂紙打磨母材表面并用酒精擦拭以去除表面的氧化膜。
增材制造過程中選擇在加入不同磁場強(qiáng)度與無磁場情況下進(jìn)行試驗研究。在沉積過程中,每沉積一層待沉積層的溫度降至300 ℃再進(jìn)行下一次沉積;同時在每沉積一層后用風(fēng)扇對磁場裝置進(jìn)行冷卻以避免磁場發(fā)生裝置過熱引起的偏差。試件沉積完成后用線切割機(jī)加工試樣,采用金相研磨機(jī)對試驗樣品進(jìn)行研磨和拋光,使用光學(xué)顯微鏡和掃描電鏡對沉積樣件進(jìn)行組織形貌和力學(xué)性能分析。試樣的拉伸試驗在萬能拉伸試驗機(jī)上以1 mm/min拉伸速率進(jìn)行,對每種試驗條件進(jìn)行3次拉伸試驗,以盡量避免誤差對實驗結(jié)果造成的影響。
2 試驗結(jié)果與分析
2.1 外加磁場對氣孔的影響
圖2所示為單道單層沉積橫截面宏觀圖。由圖2可知,在未加入磁場時,焊縫表面分布著大量的氣孔,且較大的氣孔都偏向焊縫頂部;在加入磁場后,氣孔在焊縫表面分散,隨著磁場強(qiáng)度的增大,焊縫表面的氣孔也隨之減少,在勵磁電流達(dá)到3 A時,孔隙率降低到最低。這是因為在單道沉積時,原本熔池內(nèi)的氣體沒有受到磁場力作用,氣孔主要受熔池內(nèi)的浮力作用上升,在熔池極速冷卻后殘留的氣孔大多數(shù)留在了沉積層的上表面,且氣孔相對較大;而當(dāng)熔池受到磁場產(chǎn)生的洛倫茲力的作用后,熔池內(nèi)金屬會發(fā)生回流,從而使液態(tài)金屬從熔池的前部流向后部,流體中會產(chǎn)生附加的流體壓力。回流讓氣孔向熔池底部流動這會讓熔池內(nèi)的氣孔更難成形,從而降低了孔隙率。在回流的作用下,熔池內(nèi)的氣孔向熔池底部流動的同時也增加了小氣孔與大氣孔的融合的幾率,導(dǎo)致在焊縫底部出現(xiàn)如圖2(b)所示的相對較大的氣孔。
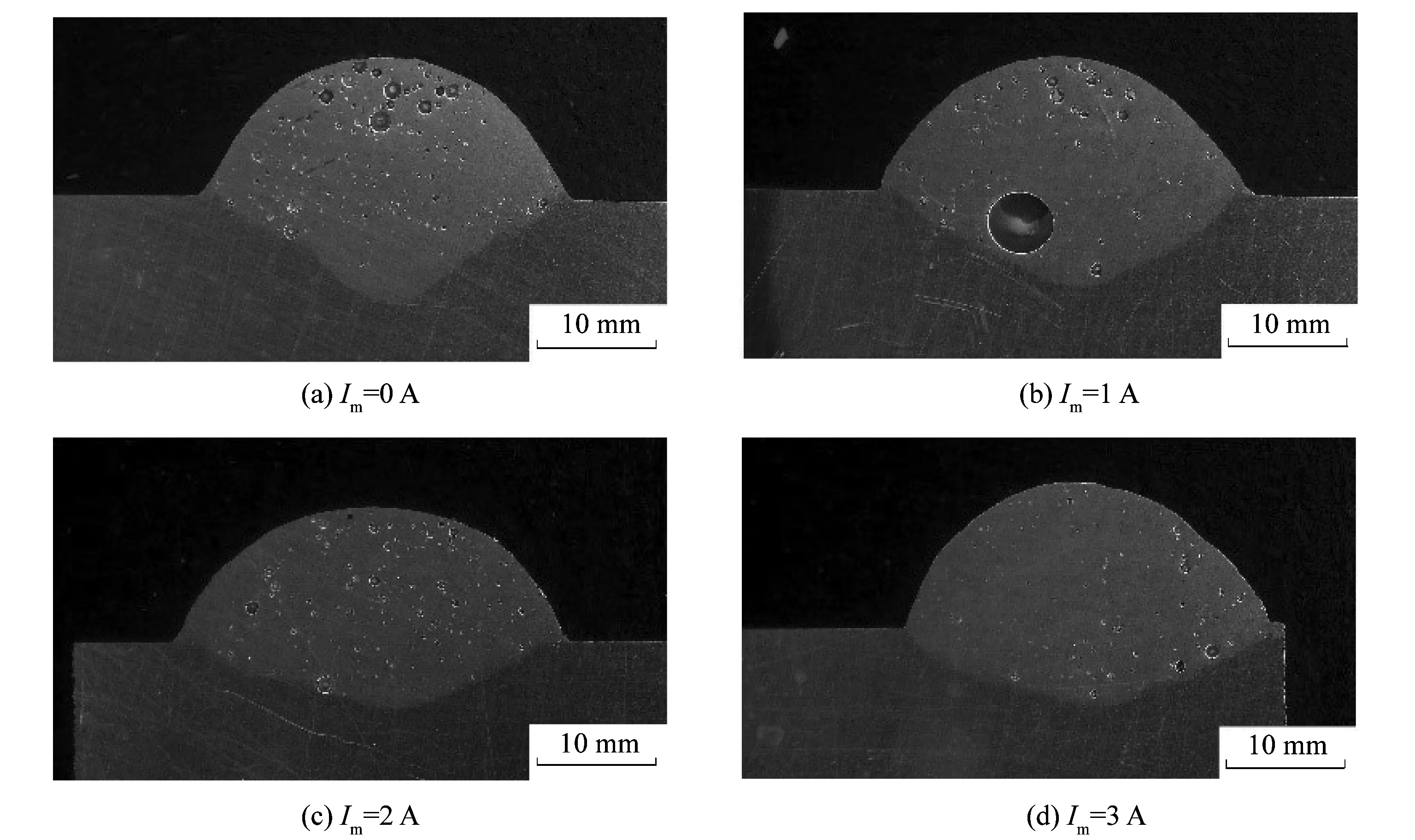
圖2 不同勵磁電流下單道單層沉積橫截面宏觀圖
圖3所示為不同勵磁電流情況下的單道單層沉積的孔隙率,從圖中可以看出在未施加磁場時的焊縫截面孔隙率為6.2%,當(dāng)勵磁電流Im增大到3 A時,孔隙率達(dá)到了最小值為1.8%。在Im=1 A時,試件孔隙率與無磁場相比上升了1.3%,當(dāng)Im=2 A時,沉積層內(nèi)的氣孔數(shù)目較多,呈細(xì)小氣孔并分布在沉積層各處。這是由于在沉積時施加較低磁場時,熔池受到的洛倫茲力較小,氣孔在熔池內(nèi)流動過程與其它氣孔融合,而在熔池凝固前,融合而成的較大的氣孔因來不及逃逸而最終停留在內(nèi)部。但當(dāng)勵磁電流增大時,熔池流動加劇,氣孔流動速率增加,大大降低了成形件的孔隙率。
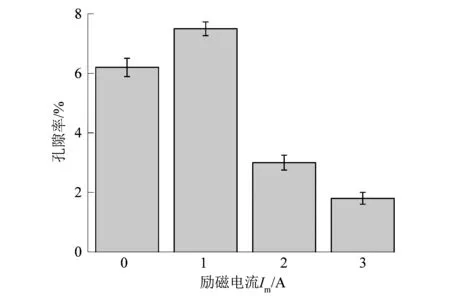
圖3 磁場對孔隙率的影響
2.2 磁場對顯微組織的影響
圖4所示為經(jīng)過研磨和拋光后得到的在無磁場和施加縱向直流磁場時的單道多層增材制造試樣腐蝕后的熔合線分布情況。在未施加磁場條件下,即Im=0 A時,可以觀察到增材制造后橫截面的熔合線分布呈向下彎曲狀,而在加入縱向直流磁場后,試樣沉積層的熔合線接近一條直線。并且從圖4(b)中可以看出在逐層沉積過程中熔合線都往一側(cè)傾斜偏移。這是因為:在增材制造過程中無磁場條件下,逐層沉積出現(xiàn)的圓弧形熔合線是由于電弧中心區(qū)域熱流密度大而產(chǎn)生的中間熔深區(qū)域高于兩側(cè)的熔深區(qū)域;在加入磁場后,焊接時帶電的熔滴在受到縱向磁場的作用,切割磁感應(yīng)線產(chǎn)生洛倫茲力,熔滴受到洛倫茲力的影響逐漸偏離電弧中心向外側(cè)滴落,從而熔合線呈直線狀態(tài)。此外熔滴的偏移還會引起熔池的波動,提高熔滴在熔池內(nèi)的流動能力。
圖4(a)和(b)中右側(cè)為電弧增材制造沉積態(tài)熔合線處的微觀組織形貌,淺色區(qū)域為α-Al晶粒組織,黑色區(qū)域為Al-Si共晶組織。從圖4可以看出熱影響區(qū)(heat affected zone,HAZ)處的晶粒組織明顯大于電弧區(qū)(arc zone,AZ),這是因為在沉積過程中HAZ的晶粒尺寸與溫度梯度和高溫停留有關(guān)[14]。在無磁場時,AZ區(qū)出現(xiàn)許多柱狀晶和較少的等軸晶粒,HAZ區(qū)則呈現(xiàn)出許多粗大的柱狀晶體。這是由于在成形過程中金屬凝固并結(jié)晶階段,晶粒向最大溫度梯度方向生長[15],HAZ區(qū)的溫度梯度小,凝固速度慢,導(dǎo)致晶粒的生長速度降低,并且HAZ區(qū)域附近是上一次的沉積層再次經(jīng)歷熱作用,在該區(qū)域溫度的停留時間較長,導(dǎo)致凝固速度慢,晶粒粗大。圖4(b)中HAZ區(qū)可以明顯的看出右側(cè)的α-Al晶粒小于圖4(a)右側(cè)的HAZ區(qū)晶粒,這是因為在加入縱向磁場后,熔池受到擾動,磁場改變了熔池內(nèi)的最大溫度梯度的方向[16],導(dǎo)致枝晶臂斷裂,提高了熔池的細(xì)小柱狀晶的成形率。
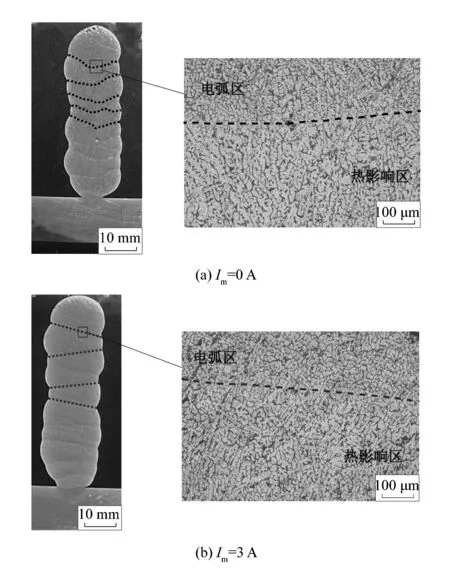
圖4 不同勵磁電流下單道多層增材制造試樣截面形貌和微觀組織
2.3 磁場對力學(xué)性能影響
圖5所示為不同勵磁電流對增材制造試件抗拉強(qiáng)度的影響曲線。從圖5可以看出隨著勵磁電流的增大,增材制造試件的抗拉強(qiáng)度也隨之增加。無磁場時,試件的橫向和縱向抗拉強(qiáng)度最小,分別為161.5和159.9 MPa。當(dāng)勵磁電流達(dá)到了3 A時,試件的橫向和縱向抗拉強(qiáng)度都達(dá)到了最高,分別為176.5和182.9 MPa,與無磁場的作用下相比分別提升了約9.3%和14.4%。這是因為在電弧增材制造成形過程中,試件
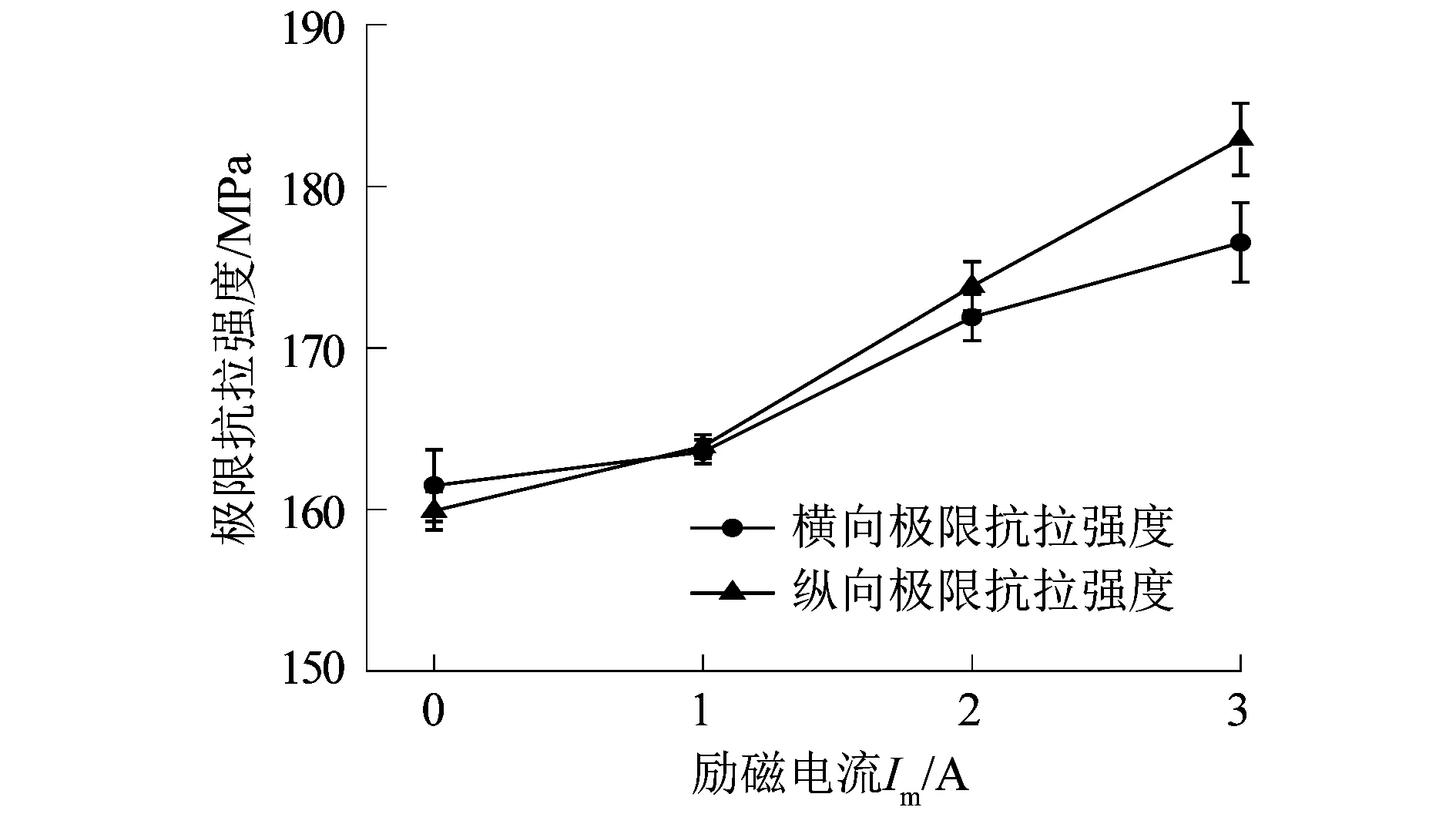
圖5 不同勵磁電流對增材制造試件抗拉強(qiáng)度的影響曲線
的拉伸主要受到內(nèi)部氣孔和微觀晶粒的影響,晶粒尺寸越大,材料的韌性就越差,相反枝晶臂間距越小,延展性就越好,屈服強(qiáng)度就越大[17]。由于在施加磁場后微觀晶粒組織得到細(xì)化,這就提高了鋁合金成形件的強(qiáng)度和韌性。此外,拉伸的過程中斷口主要在氣孔處斷裂。在加入磁場后,試件內(nèi)部的氣孔明顯減少,提高了拉伸的橫截面積,使得抗拉強(qiáng)度得到提升。
圖6所示為電弧增材制造4043鋁合金拉伸試樣的斷口形貌。由圖6(a)可以看出,斷口處呈現(xiàn)出大量孔洞,孔洞分布密集且較大,并可以看出在放大后的斷口圖6(b)中出現(xiàn)大量韌窩,在成形件內(nèi)部存在大量氣孔影響了鋁合金材料的機(jī)械性能。從圖6(c)和(d)可以看出,施加磁場后的試樣斷口處孔洞明顯減少,這表明直流磁場對增材制造鋁合金成形件內(nèi)部氣孔的消除起到了明顯的改善作用。試件在拉伸過程中出現(xiàn)明顯的塑性變形,并且出現(xiàn)撕裂口,斷裂類型都是呈韌性斷裂。
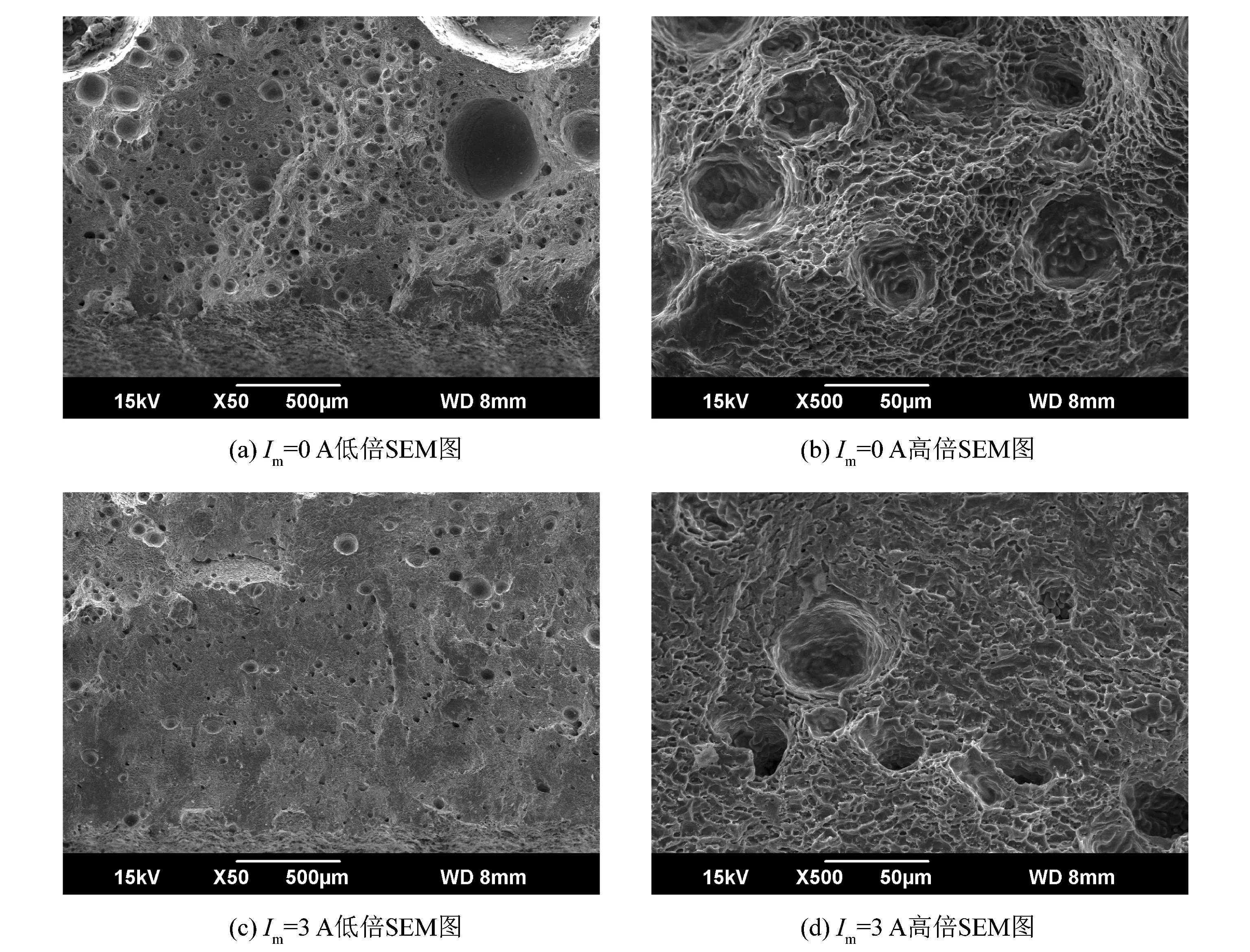
圖6 ER4043鋁合金拉伸試樣斷口形貌
3 結(jié)論
課題組采用磁場技術(shù)來輔助CMT電弧增材制造ER4043鋁合金,得到的成形件其微觀組織及力學(xué)性能獲得明顯的改善,其結(jié)論如下:
1) 與無磁場相比,施加縱向磁場后,隨著勵磁電流的增加,鋁合金成形件橫截面的孔隙率從6.2%降低到1.8%;
2) 在縱向磁場的作用下,電弧增材制造試件的熔合線發(fā)生改變,并且在磁場的攪拌作用下,熔合線附近的AZ區(qū)和HAZ區(qū)比在無磁場時的微觀晶粒得到明顯細(xì)化;
3) 添加磁場后,電弧增材制造ER4043鋁合金拉伸件相比于無磁場條件下橫向縱向極限抗拉強(qiáng)度分別提升了9.3%和14.4%。
鋁合金材料應(yīng)用廣泛,電弧增材制造鋁合金技術(shù)也是當(dāng)前研究熱點,課題組通過施加縱向直流磁場輔助電弧增材制造鋁合金,減少了內(nèi)部的氣孔、降低微觀晶粒組織大小和增強(qiáng)合金力學(xué)性能。但在性能分析過程中,缺乏磁場作用下對電弧和鋁合金材料性能機(jī)理性的研究,這是在后續(xù)研究中需要考慮的內(nèi)容。
猜你喜歡
當(dāng)代陜西(2022年6期)2022-04-19 12:11:54
數(shù)學(xué)物理學(xué)報(2022年1期)2022-03-16 06:14:50
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2020年1期)2020-02-20 13:22:30
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2017年3期)2017-05-04 07:15:09
中學(xué)生數(shù)理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學(xué)學(xué)報(自然科學(xué)版)(2015年3期)2015-02-27 15:31:23
