鍛造模具失效分析及成本降低辦法研究
2022-12-23 09:05:50彭添廖德侃桂林福達重工鍛造有限公司
鍛造與沖壓 2022年23期
關鍵詞:成本
文/彭添,廖德侃·桂林福達重工鍛造有限公司
鍛造模具是一種損耗工裝,鍛造模具使用壽命的長短,不僅會對鍛件的表面質量及尺寸有影響,同時也會對鍛件的制造成本產生影響,通常鍛造模具費用往往占鍛件成本的13%。要想提高企業競爭力,除要保證過硬的鍛件質量外,同樣需要做好鍛造模具成本的管控。要降低模具成本,最有效的途徑是在保證鍛件質量的前提下延遲模具失效盡可能多提高鍛打件數,同時也可以通過加快模具制造周期的辦法實現模具成本的降低。本文以曲軸鍛件模具為例,簡述常見的曲軸鍛造模具失效形式以及就如何降低模具成本進行探討。

流行時期: 戰國品類示例: 戰國青銅人形燈流行范圍: 王宮貴族上榜理由: 青銅材質人俑燈 多是貴族實用器俘奴持燈跪托舉 等級森嚴不可移
鍛造模具失效分析
眾所周知鍛造用的模具使用條件非常苛刻,曲軸鍛件結構比較復雜,鍛造模具在工作時的受力狀態極其復雜多變,因此導致曲軸鍛造模具的失效形式各種各樣,尤為常見的失效形式有磨損、疲勞裂紋、開裂、塑性變形。
磨損
在曲軸毛坯鍛造過程中,高溫坯料與模具表面產生較強的熱傳導,同時金屬的劇烈流動進一步與模具表面產生巨大的熱效應,在二者的共同作用下會引起模具表面瞬時升溫使模具材料軟化或熔融,與此同時沿型腔表面流動的金屬將模具已軟化或熔融部位沖刷起皺、加速腐蝕,形成凹坑和形成嚴重折皺而無法修理。同時也導致模具型腔尺寸和形狀發生變化,導致產品尺寸及表面質量無法滿足鍛件圖紙要求,致使模具報廢。曲軸鍛造模具的磨損失效(圖1)是眾多失效形式中最為常見的一種。

圖1 模具磨損
疲勞裂紋
曲軸鍛模結構較復雜,且型腔深淺不一,金屬要充填到型腔底部首先需要做水平方向流動,對型腔凸角造成反復摩擦,模具表面溫度迅速提升,緊接而來又承受潤滑劑快速冷卻,在冷熱交變作用下凸角根部開始開裂形成細小裂紋,嚴重時造成脫落。疲勞裂紋(圖2)也是曲軸鍛造模具常見的失效形式之一。

圖2 疲勞裂紋
脆性斷裂
脆性斷裂(圖3)是以模塊折斷、劈裂和脆裂等形式出現,一般是由于無鍛件的情況下空擊、坯料溫度過低、鍛模預熱溫度過低(尤其是春、冬季)和鍛模安裝不當等原因導致,同時模具材質低劣、模具型腔堆焊工藝不當以及模具型腔表面應力集中等原因也會造成模具脆裂。

圖3 脆性斷裂
塑性變形
曲軸鍛造模具塑性變形(圖4)一般發生在金屬流動量較大的及承受沖擊力較大的型腔凸出部位。由于金屬流動量大,往往該區域模具表面溫度較高,在較大沖擊力的加持下,模具表面會出現軟化及變形的情況。該失效模式往往是因為冷卻不到位或異常時鍛件在模具表面停留較長時間后鍛打導致,在正確使用模具的過程中,該故障模式基本不發生。

圖4 塑性變形
導致鍛造模具失效的原因可以是一個,也可以是多個原因綜合導致,故失效原因分析(圖5)不能過于片面的依靠以往經驗來確定原因及制定措施,應該結合現場模具使用情況進一步綜合分析,找到最根本、影響最大的原因加以控制或改進,這樣才能有效的延遲模具失效,提高使用壽命及降低成本。
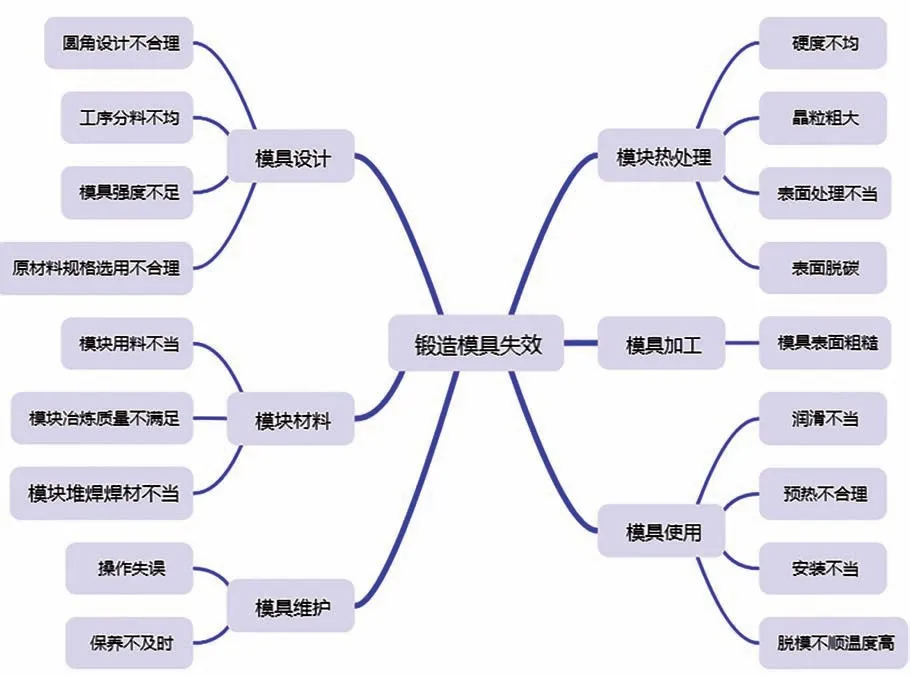
圖5 模具失效原因分析

降低鍛造模具成本辦法
推遲鍛造模具失效,提高模具壽命
模具失效是不可避免的,特別是磨損及疲勞所引起的失效是正常現象,但是為了降低模具成本,可以結合失效的原因推遲模具失效,以達到延長模具壽命的目的。推遲曲軸鍛造模具失效,可以從以下幾個方面考慮并加以改善。
⑴模具設計方面。設計時需要考慮各工序金屬變形量及壓力均衡,避免壓力集中在某一工序造成個別工序模具提前失效,比如曲軸鍛件成形過程一般包括輥鍛、壓扁、預鍛、終鍛,如不考慮預鍛和終鍛壓力分配則有可能導致預鍛或終鍛過早失效影響到模具配套使用。同時飛邊槽的結構設計也對模具受力狀況有很大影響,特別是對型腔復雜的模具需要結合現場模具使用情況深入分析及改善受力。
⑵模具的材料選擇及硬度控制。實踐證明5CrNiMo 材料制作的曲軸毛坯鍛造模具,因型腔形狀復雜,截面變化大,硬度為35HRC 左右的模具壽命比硬度為45HRC 左右的模具壽命要低20%~50%。又例如,同樣硬度的曲軸毛坯鍛造模具,5CrNiMo 材料制作的曲軸毛坯鍛造模具又要比使用不同硬度焊材堆焊加工的模具壽命低30%~50%。所以推遲鍛造模具失效要充分發揮模具材料的性能,不僅需要模具硬度高,還要能根據型腔不同區域的要求對材料的韌性作出調整。目前能實現鍛造模具型腔不同區域達到不同性能的方法就是通過堆焊型腔,在不同層面或不同區域使用該層面或區域需要性能的焊材。根據實際應用確認使用焊材堆焊后加工出的模具型腔使用壽命要比使用普通模塊加工的模具型腔使用壽命高50%左右。
⑶在鍛造模具使用過程中,為了能更好地發揮模具材料性能,模具在使用前還要進行適當的預熱,預熱時要注意熱透,避免模具產生早期開裂。另外模具在使用過程中要充分潤滑和降溫,否則模具較容易變形及塌陷,進一步形成粘模或卡模,致使模具表面溫度過高,再次打擊后造成模具變形或開裂。
⑷磨損失效是鍛造模具最為常見的失效形式,為推遲該類型的失效,可增加模具表面熱處理,如QPQ、滲硫、滲硼、TD 法以及多元共滲等方法提高模具表面的耐磨性、抗蝕性和壓應力。經過驗證相同產品、相同工藝制造的模具使用QPQ 技術對模具表面進行處理過比未經過表面處理的模具壽命提高30%~50%,鍛件單件生產成本下降20%以上。
⑸模具的維護保養同樣至關重要,模具使用過程中常出現磨損,局部塌陷等故障,發現此類問題時應及時打磨去除,避免失效加速惡化。保持模具表面有較高的光潔度,可以減小金屬與模具表面的摩擦,避免模具表面高溫,減少磨損,可以有效地推遲模具失效,提高模具的使用壽命。
縮短鍛造模具制造周期
隨著曲軸產品的量產,往往需要多套模具或頻繁新開模具才能滿足產量要求,選擇一種較優的開模辦法同樣有利于降低模具制造成本。現有的模具制造方法有三種:新開、降面、堆焊。三種制造方法優缺點對比見表1。
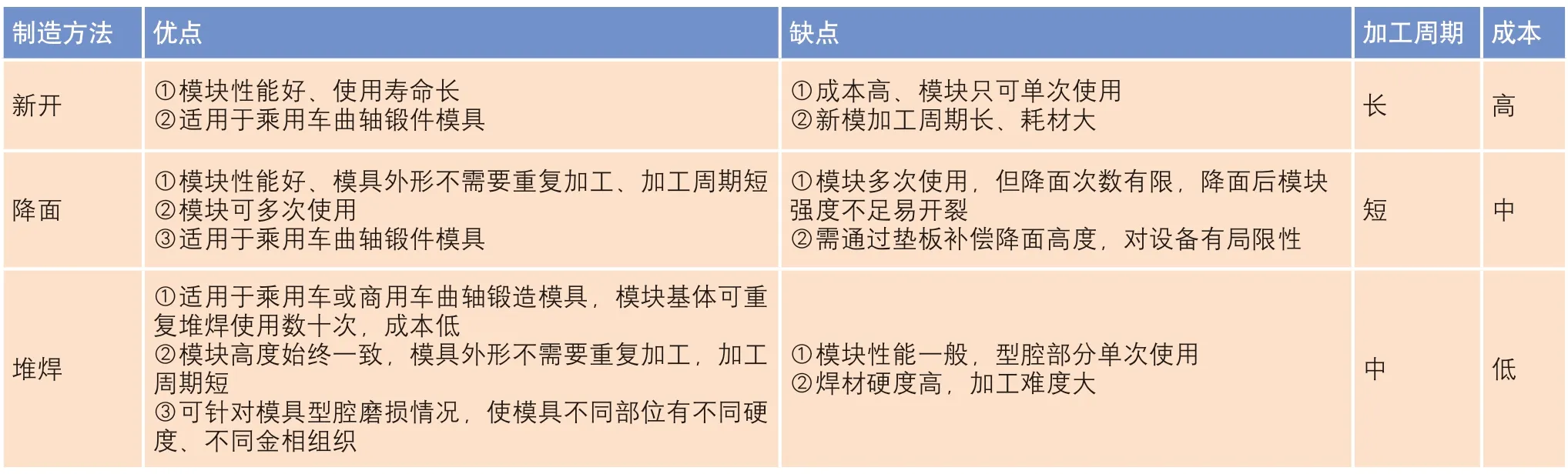
表1 曲軸鍛造模具制造方法對比
除了以上三種方法,我們也可以對現有制造方法進行融合創新,將堆焊及降面方法結合,實現型腔堆焊使用一次加降面使用一次的辦法進一步縮短堆焊模加工周期,實現模具制造成本的降低。各企業可以根據自身工藝及設備特點去選擇適合企業自身的模具制造方法,達到降低模具制造成本的目的。
結束語
鍛造模具的使用條件非常惡劣,模具失效是不可避免的,但企業可以有針對性的對失效原因進行分析,進而推遲失效產生時間,提高模具使用壽命,降低模具使用成本。在開展鍛造模具成本降低的工作時,不能一味追求優質材料,更應該結合產品的要求及企業自身工藝和設備的要求,選擇合適的開模辦法,縮短模具加工周期,減少開模次數以實現模鍛件制造成本降低的目的。
猜你喜歡
廈門大學學報(哲學社會科學版)(2022年5期)2022-10-11 01:22:46
中國化肥信息(2021年6期)2021-08-21 02:42:16
河南電力(2021年5期)2021-05-29 02:10:00
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
風能(2015年9期)2015-02-27 10:15:24
私人飛機(2013年10期)2013-12-31 00:00:00
俄羅斯問題研究(2012年1期)2012-03-25 09:54:48
互聯網周刊(2009年14期)2009-08-04 09:37:06
