高精度卸料板鑲件組合加工工藝
2022-12-24 04:06:58林靜財
模具工業 2022年12期
關鍵詞:工藝
林靜財
(成都宏明雙新科技股份有限公司,四川 成都 610091)
0 引 言
卸料板是沖裁模完成沖裁后,從凸模上卸下條料或廢料的零件,卸料板有固定式和彈壓式2種,固定式卸料板一般只起卸料作用,彈壓式卸料板除了卸料,還起壓料、成形凹模或壓邊圈的作用。
卸料板鑲件置于卸料板內部,如圖1所示,對沖裁凸模起精確導向作用,同時也方便模具零件的調整及損壞后的更換。在級進模中,為防止卸料板鑲件在裝入卸料板時裝錯方向,通常卸料板鑲件會設計防錯倒角,但由于級進模工位多,其卸料板鑲件數量也相應增加,與級進模工位數量成正比。所以設計卸料板鑲件時不僅會設計防錯倒角,還會設計不同外形尺寸的卸料板鑲件,以防裝配鉗工組裝模具時將形狀相似的鑲件裝錯而造成模具損壞。
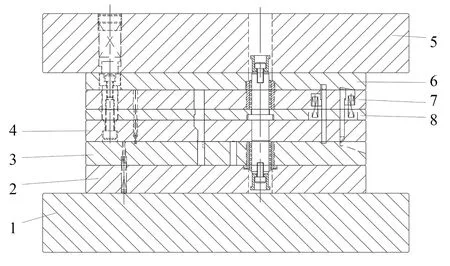
圖1 級進模結構
1 卸料板鑲件加工工藝及其弊端
卸料板鑲件材料為Cr12MoV冷作模具鋼,其熱處理后硬度可達到62~64 HRC,因其外形尺寸不同,原加工工藝為單件加工,以其中1件卸料板鑲件為例(見圖2),原制造工藝如下。
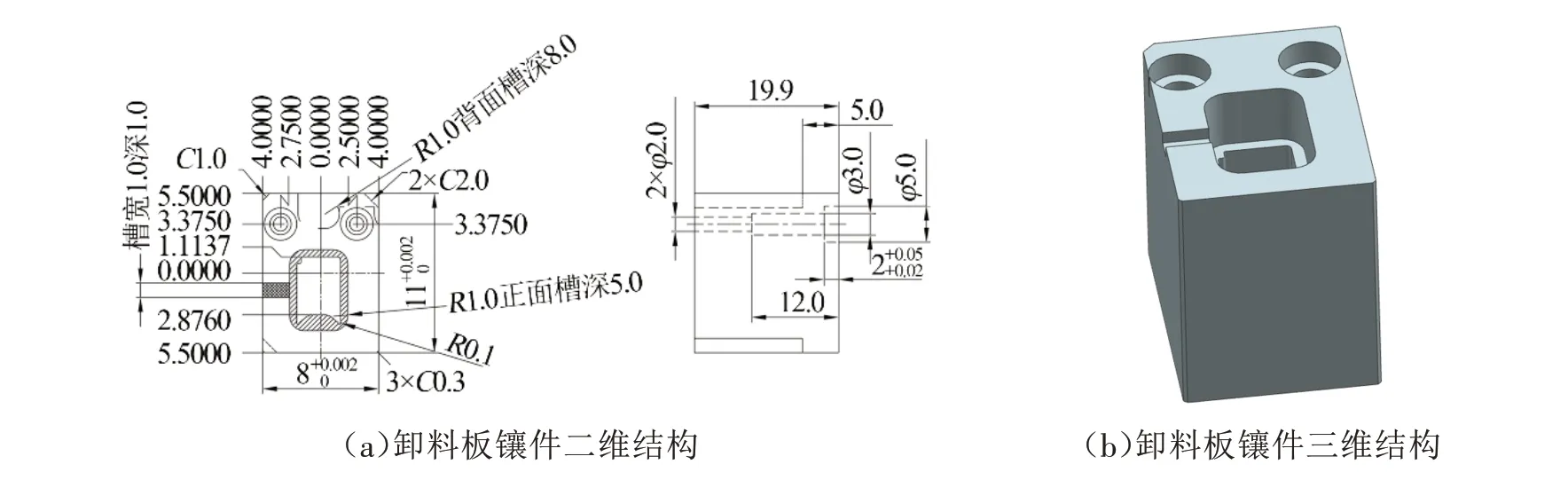
圖2 卸料板鑲件
(2)CNC加工中心加工讓位沉臺、沉孔,凸模導向孔鉆穿絲孔。卸料板鑲件正反面都有讓位沉孔,所以CNC加工中心在加工讓位沉臺、沉孔、油槽及穿絲孔時分為正面和反面兩段工序加工,加工過程如下。
1)卸料板鑲件正面沉孔轉角最小為R1 mm,深度為5 mm,油槽寬度為1 mm,深度為1 mm。采用UG NX加工模塊中的型腔銑功能對沉孔和油槽進行加工,分別使用φ4 mm與φ2 mm平底銑刀,主軸轉速為8 000 r/min,刀具進給率為1 000 mm/min,切削深度每刀0.1 mm,加工刀路如圖3所示。
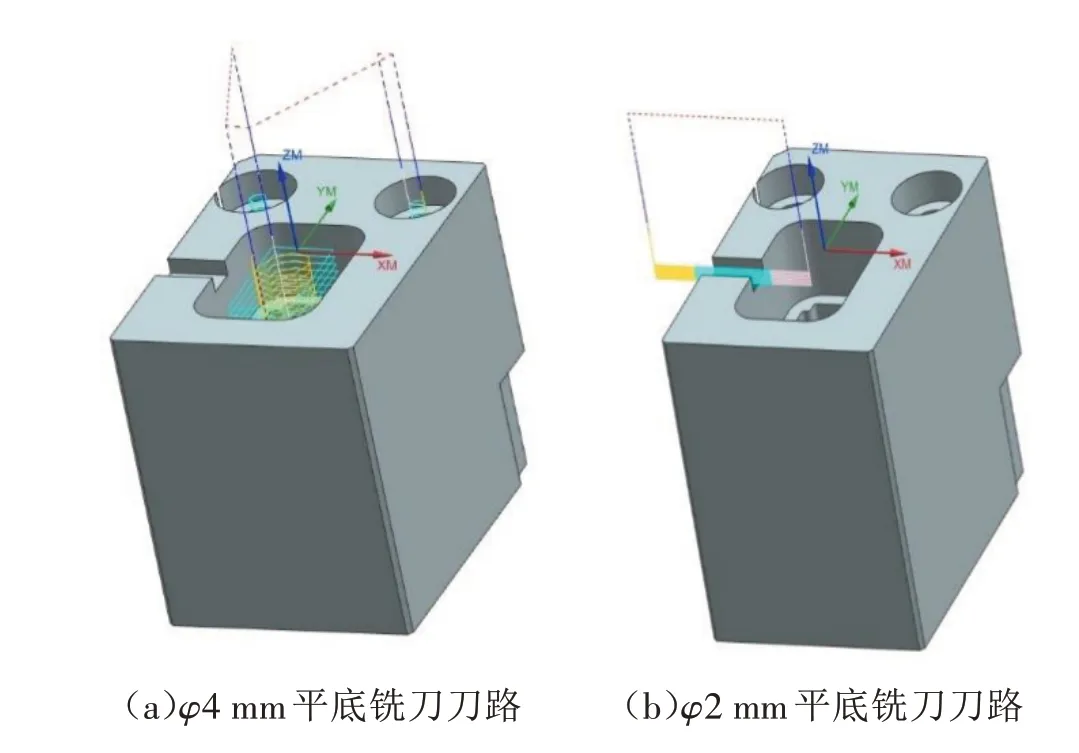
圖3 卸料板鑲件正面加工刀路
2)卸料板鑲件反面讓位沉臺轉角最小為R2 mm,深度為8 mm,采用UG NX加工模塊中的型腔銑加工對沉孔進行加工,使用φ4 mm平底銑刀,主軸轉速為7 500 r/min,刀具進給率為1 300 mm/min,切削深度每刀0.15 mm,加工刀路如圖4(a)所示。
3)卸料板鑲件反面凸模導向孔及定位銷安裝孔的穿絲孔則用UG NX加工模塊中的鉆孔工序,使用φ0.8 mm鉆頭加工,主軸轉速為8 000 r/min,刀具進給率為50 mm/min,加工刀路如圖4(b)所示。
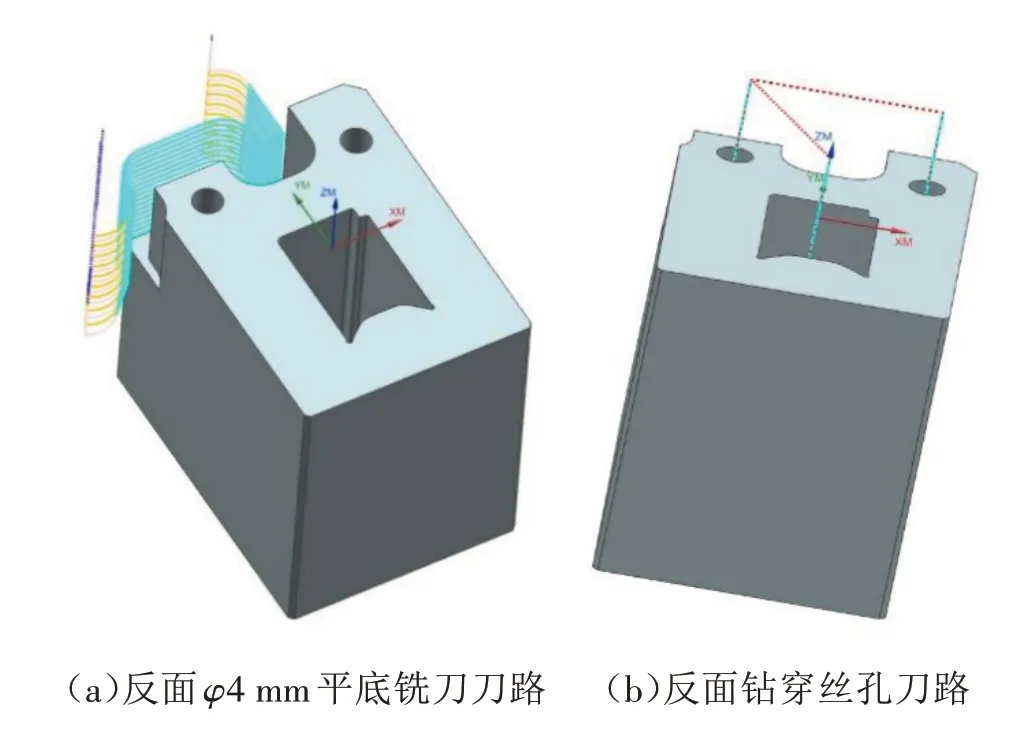
圖4 卸料板鑲件反面加工刀路
(3)采用淬火加低溫回火的方式將工件硬度熱處理至62~64 HRC,并采取深冷處理工藝提高工件的韌性。
(4)使用成形磨床將工件外形磨削到要求尺寸。
(5)使用慢走絲切割機床校正外形基準,采用割一修四的加工方式將凸模導向孔切割到要求尺寸,如圖5所示。
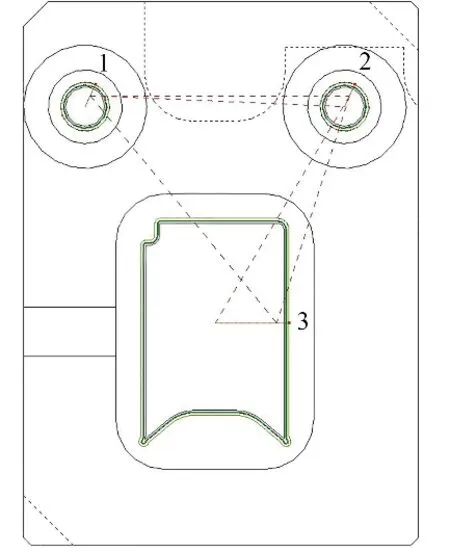
圖5 慢走絲線切割加工
2 組合加工工藝方案
對所有卸料板鑲件進行分析,卸料板鑲件大部分都有讓位結構及凸模導向孔,且厚度都相同。此種結構的卸料板鑲件可將其組合排列在1件大方材板料上進行批量加工,在CNC加工中心將卸料板鑲件讓位沉臺及油槽銑到要求尺寸后,再采用慢走絲切割機床將凸模導向孔及外形切割成形,加工方案如下。
繼中國證監會在4月16日公布了對萬家文化的行政處罰決定書和相關人員市場禁入決定書,駁回了趙薇夫婦、龍薇傳媒、萬家文化及相關當事人的申辯之后,上海證券交易所(上交所)也對黃有龍、趙薇夫婦開出了罰單。11月20日,上交所發布《關于對浙江祥源文化股份有限公司、西藏龍薇文化傳媒有限公司及有關責任人予以紀律處分的決定》,對浙江祥源文化股份有限公司及時任董事長孔德永,西藏龍薇文化傳媒有限公司及其直接負責人員黃有龍、趙薇、其他直接責任人員趙政予以公開譴責,并公開認定孔德永、黃有龍、趙薇、趙政5年內不適合擔任上市公司董事、監事、高級管理人員。
(1)因卸料板鑲件厚度都相同,慢走絲線切割機床在切割卸料板鑲件外形時會留支撐面,所以可以將卸料板鑲件之間按各自結構及外形尺寸特點采取間隔4 mm距離排布,為慢走絲切割預留支撐面位置和CNC加工中心加工讓位孔與油槽讓刀位置,并增加15 mm的慢走絲切割機床切割鑲件外形時的機床夾持工藝臺階,如圖6所示。
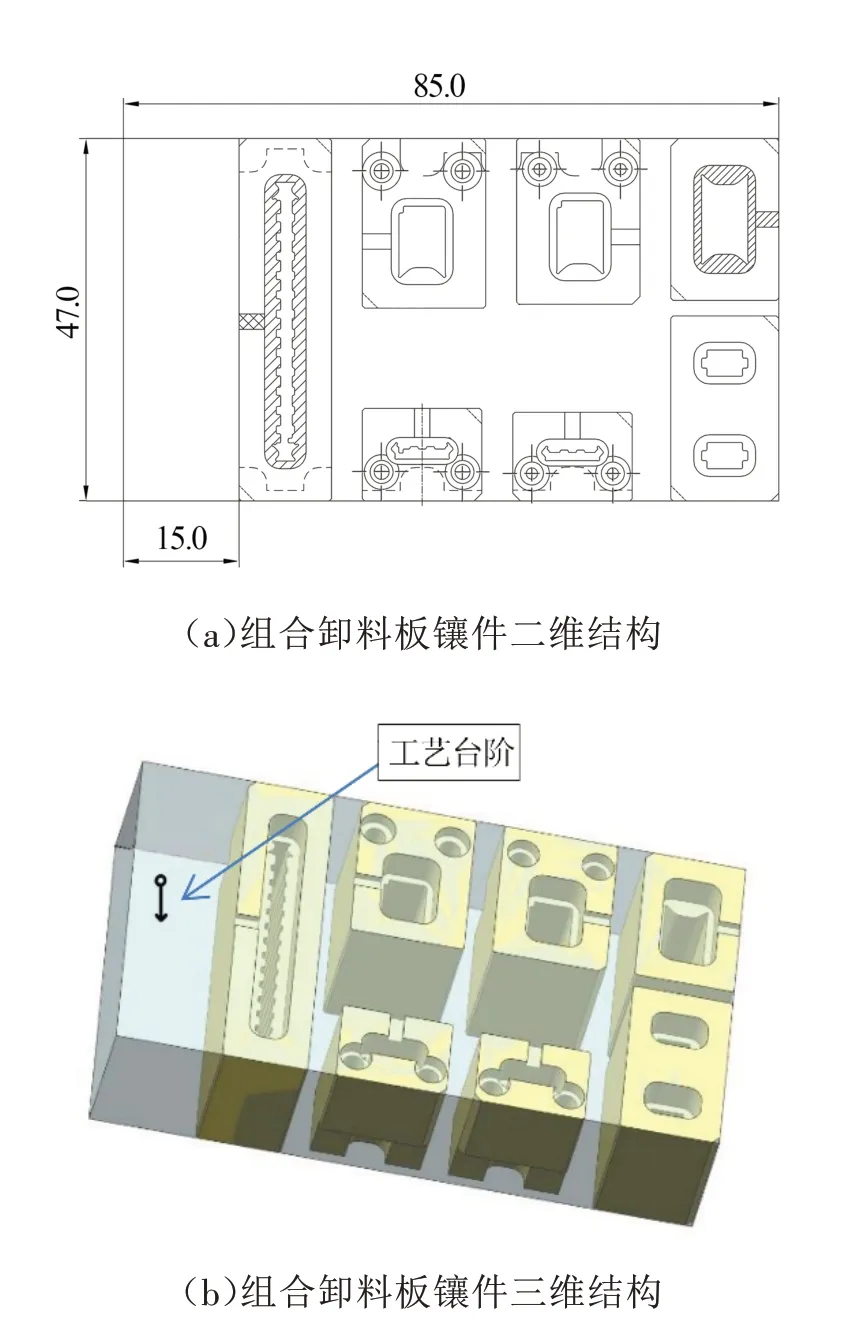
圖6 組合卸料板鑲件
(2)使用快走絲切割機床按組合加工工序加工未熱處理方材,外形各面留0.2 mm加工余量。
(3)CNC加工中心加工讓位沉臺、沉孔,凸模導向孔鉆穿絲孔。卸料板鑲件正反面都有讓位沉孔,所以CNC加工中心在加工讓位沉臺、沉孔、油槽及穿絲孔時分為正面和反面兩段工序加工,加工過程如下。
1)卸料板鑲件正面沉孔轉角最小為R2 mm,深度為5 mm,油槽寬度為2 mm,深度為1 mm。采用UG NX加工模塊中的型腔銑功能對沉孔和油槽進行加工,分別使用φ4 mm與φ2 mm平底銑刀,主軸轉速為8 000 r/min,刀具進給率為1 000 mm/min,切削深度每刀0.1 mm,加工刀路如圖7所示。
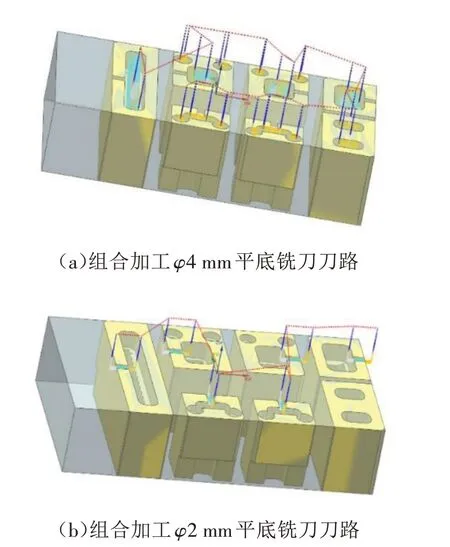
圖7 組合加工卸料板鑲件正面加工刀路
2)卸料板鑲件反面讓位沉臺轉角最小為R2 mm,深度為8 mm,采用UG NX加工模塊中的型腔銑功能對沉孔進行加工,使用φ4 mm平底銑刀,主軸轉速為7 500 r/min,刀具進給率為1 300 mm/min,切削深度每刀0.15 mm,加工刀路如圖8(a)所示。
3)卸料板鑲件反面凸模導向孔及定位銷安裝孔的穿絲孔則用UG NX加工模塊中的鉆孔工序,使用φ0.8 mm鉆頭加工,主軸轉速為8 000 r/min,刀具進給率為50 mm/min,加工刀路如圖8(b)所示。
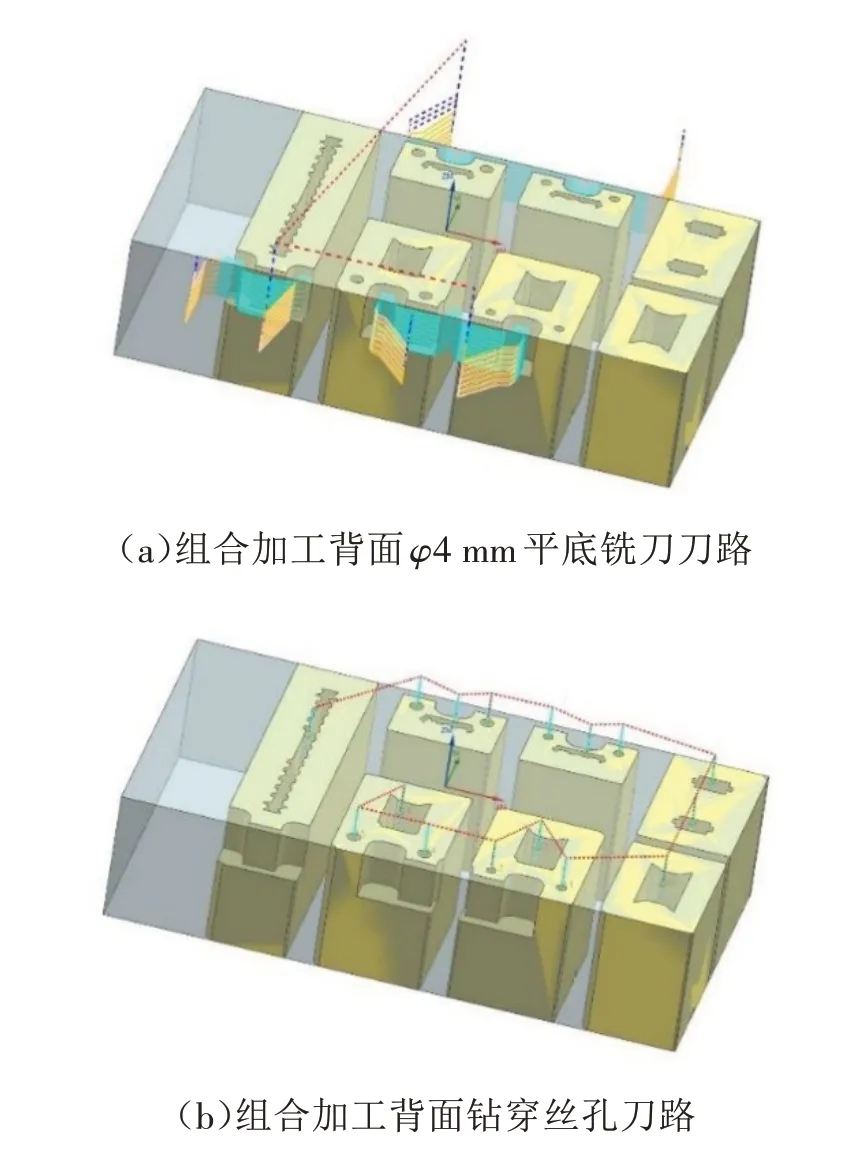
圖8 組合加工卸料板鑲件背面加工刀路
4)通過機床加工仿真驗證數控加工程序,所有讓位沉臺、沉孔均加工到要求尺寸,凸模導向孔的穿絲孔均符合后工序加工要求,仿真結果如圖9所示。
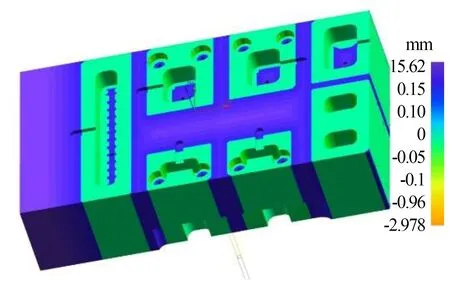
圖9 數控加工仿真分析
(4)采用淬火加低溫回火將工件硬度熱處理至62~64 HRC,并采取深冷處理工藝提高工件的韌性。
(5)使用平面磨床,按組合加工工序圖最大外形六面磨削,四周外形均勻留0.2 mm加工余量,厚度磨削到要求尺寸。
(6)使用慢走絲切割機床加工凸模導向孔及卸料板鑲件外形。根據組合加工工序,慢走絲線切割機床加工凸模導向孔及外形時采用單件先切凸模導向孔,后切鑲件外形的加工策略。此多工序模具沖裁間隙為0.005 mm,凸模導向孔及鑲件外形的尺寸公差及位置公差按0~0.002 mm控制,使用割一修四的加工方式保證鑲件的尺寸公差和位置公差。加工程序分為4段進行加工,如圖10所示,每段加工程序均為先將凸模導向孔加工到要求尺寸后繼續加工鑲件外形尺寸,支撐面留在各個鑲件之間2 mm處。第一個鑲件切割完成后取下,按同樣方法繼續加工剩余鑲件。
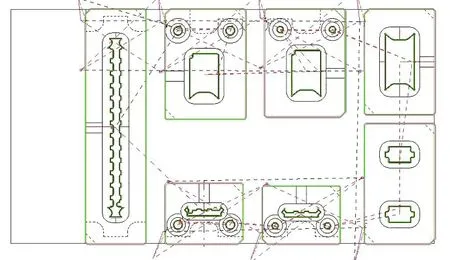
圖10 慢走絲線切割機床加工
(7)使用成形磨床磨平鑲件慢走絲切割支撐面。
3 2種工藝對比
2種加工工藝的工時對比如表1所示,2種加工工藝的成本對比如表2所示。
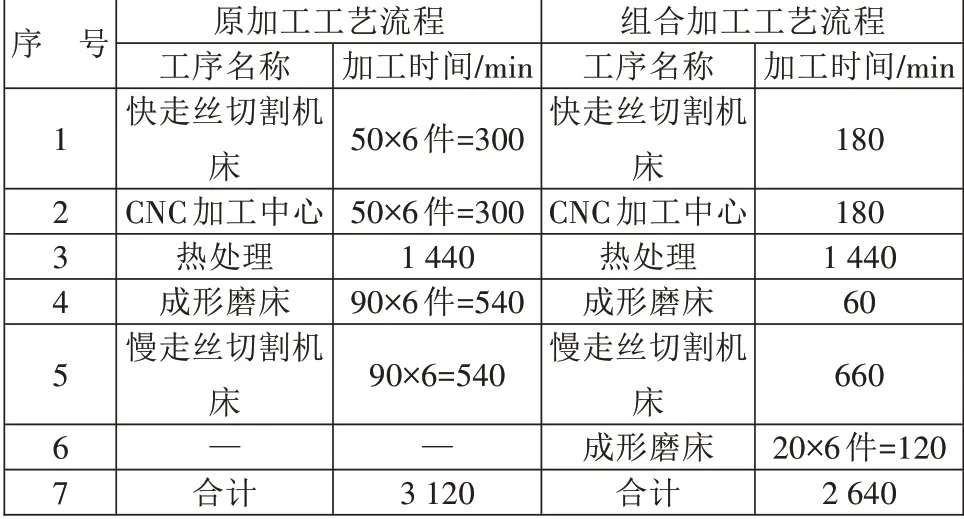
表1 2種加工工藝方法工作時間對比
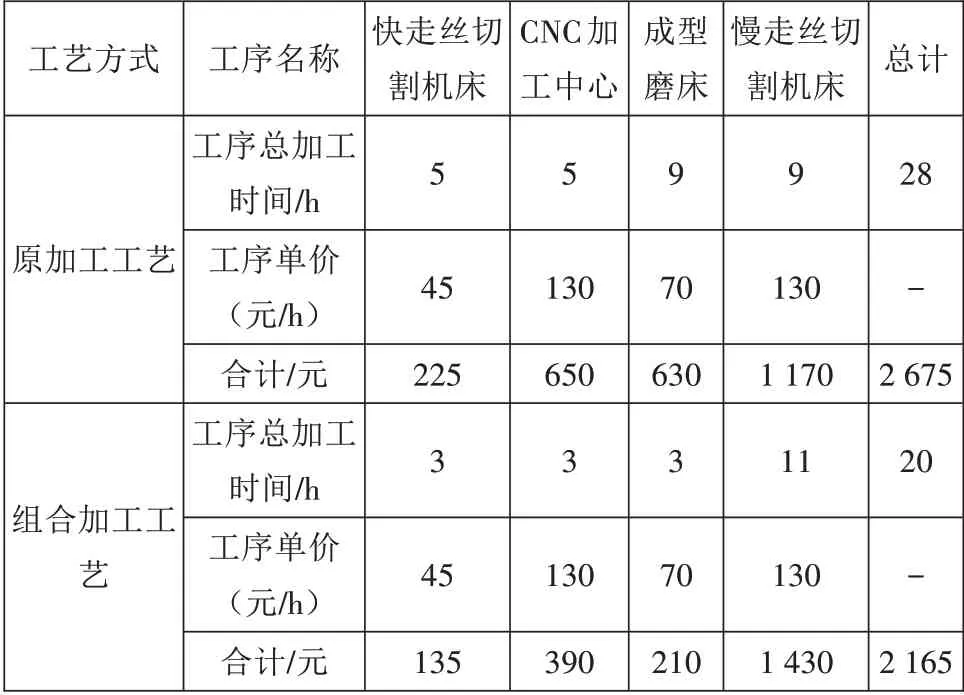
表2 2種加工工藝成本對比
通過對比表1、表2得出以下結論。
(1)卸料板鑲件組合加工工藝加工時間合計為2 640 min,卸料板鑲件單件加工時間合計為3 120 min,組合加工工藝比原加工工藝工作時間縮短480 min,生產周期縮短15%以上。
(2)卸料板鑲件原加工工藝為單件加工,每一個鑲件在每一道加工工序都需要重新打表校正,組合加工工藝的每一道工序僅需打表校正一次。制造工件越小,打表校正越困難,校正準確率越低。組合加工減少了各個制造工序的輔助時間,降低了加工制造難度。
(3)卸料板鑲件組合加工工藝的總制造成本為2 165元;單件加工的總制造成本為2 675元;組合加工工藝比原加工工藝的制造成本縮減510元,加工成本減少20%左右。
4 結束語
通過對比卸料板鑲件的單件加工工藝與組合加工工藝,發現組合加工工藝使各個工序的加工過程更加簡單,并有效減少各個工序的輔助加工時間,能以更加方便快捷的方式使工件達到使用要求,減小各個工序的加工難度,縮短了模具的生產周期,減少了加工成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
