基于萬向角度頭的模具零件清角加工優化與實踐
2022-12-24 04:07:00謝克勇鐘啟成
模具工業 2022年12期
關鍵詞:方向
謝克勇,鐘啟成
(廣州市交通運輸職業學校,廣東 廣州 510440)
0 引 言
模具零件的清角加工通常由電極放電加工或五軸加工中心完成,但是在模具加工技術飛速發展、產品競爭日趨白熱化的今天,電極放電時間長、五軸加工中心的加工費用高,制約了模具的快速發展,延長了產品的制造周期。提高清角的加工效率可縮短開發周期,使產品在最短的時間內進入市場,提高市場競爭能力。在實際生產中,加工某汽車保險杠模具零件的型腔時,使用三軸加工中心和一個萬向角度頭達到了五軸加工清角的功能,使模具零件在不用多次裝夾且加工精度達到客戶要求的情況下,加工周期縮短了近10天,為汽車公司新車型上市贏得了先機。
1 萬向角度頭組成
圖1所示為BIG萬向角度頭,萬向角度頭由BT50萬向角度頭、刀頭固定塊、裝拆扳手、粗調扳手、微調扳手和冷卻槽擋塊拆裝扳手、對刀器等組成,刀具可以在前視方向0~90o、水平方向0~360o任意角度內固定,內部使用齒輪組傳動,可由機床主軸轉動帶動萬向角度頭上的刀具轉動,實現刀具傾斜角度加工,使用較短的刀具即可加工深腔的清角位置。一些加工中心的主軸上已經配有角度頭的安裝螺釘孔和定位銷孔,可以方便地安裝萬向角度頭。

圖1 萬向角度頭
2 萬向角度頭應用場合
傳統清角加工時,需要使用直徑較小的刀具,而這些刀具通常都較短,不能加工深腔陡峭且圓角半徑小的位置,因此必須使用電極放電清角的方法。萬向角度頭可以將刀具傾斜一個特定的角度進行加工,在深腔模具零件的清角加工中可以實現陡峭且圓角半徑小的清角位置加工,此時裝刀的長度比立式加工時短,增加了刀具的剛性,降低了加工面的粗糙度。因此,在具有大量陡峭斜壁且圓角半徑較小的清角中,使用萬向角度頭可以提高清角的效率和提高加工面的精確度。
3 萬向角度頭安裝
在安裝萬向角度頭時,首先要在機床的主軸上安裝刀頭固定塊,使用螺釘和定位銷將刀頭固定塊定位,目的是在加工時防止整個萬向角度頭轉動,使機床的主軸轉速能直接傳動到加工刀具上,然后將萬向角度頭按常用的刀具安裝方法將刀頭裝入主軸套并鎖緊。使用粗調和微調扳手將萬向角度頭的角度根據待加工曲面的曲率計算的角度調好,通常使用30°、45°、60°和90°等,如圖2所示。
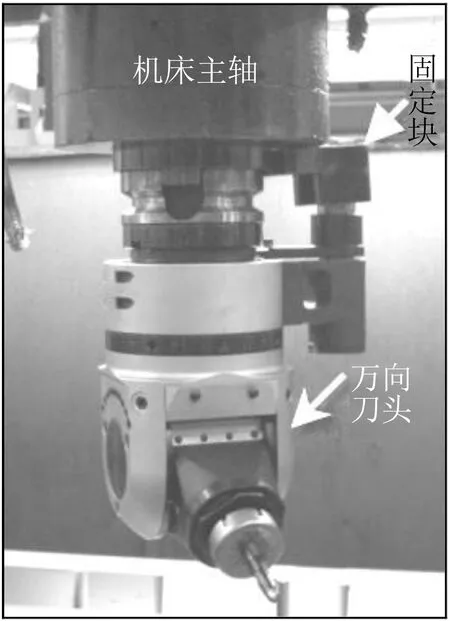
圖2 萬向角度頭安裝
4 加工時對刀方法
由于萬向角度頭在使用時是將刀具傾斜一定斜度后加工,一般只使用球刀加工,因為無論在什么角度,球周到球心的距離都等于球的半徑值,因此在對刀時只需在刀刃的球周上取任意一點刀尖的坐標值都等于立式刀具刀尖的坐標值,如圖3所示。由于萬向角度頭在加工時刀具傾斜了一個角度,在XOY方向對刀時需要借助一個方臺作為輔助基準,如圖4所示。首先在安裝萬向角度頭之前,選取模具零件上一個大平面用502膠水將一個樹脂方塊或方形鋼料粘住,然后使用立式刀具將其四周和頂面加工出一個平面,并將這5個面相對于模具零件基準的坐標偏移值記錄,在萬向角度頭對刀時,將刀具的坐標值反推到模具零件的基準。按照立式刀具的對刀方法輸入萬向角度頭的刀具坐標。
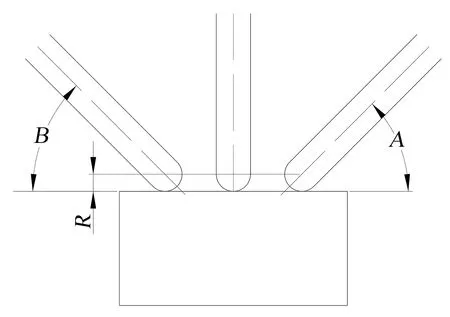
圖3 球刀的對刀
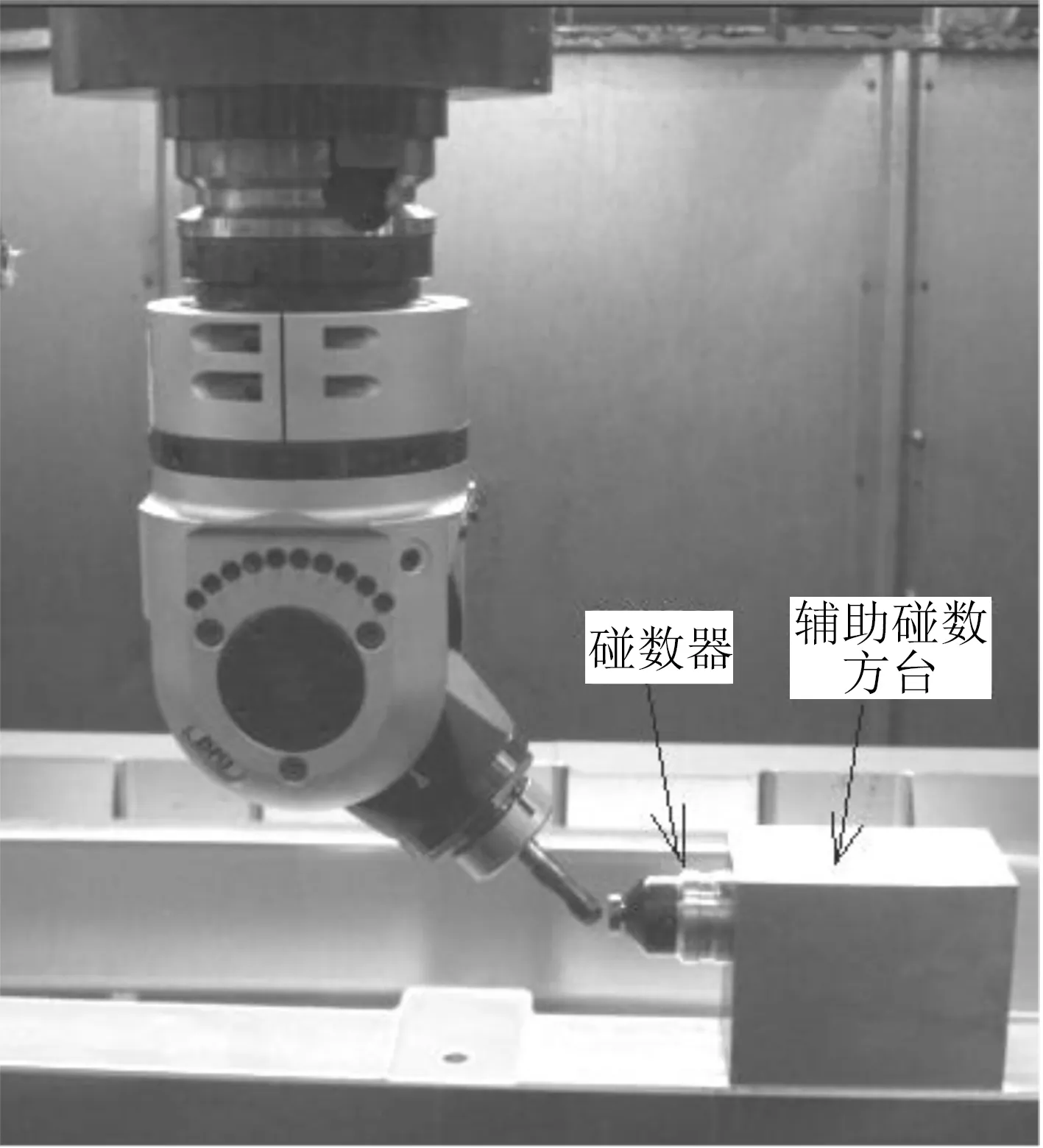
圖4 輔助基準方臺
如圖5所示,在立式加工時首先加工輔助對刀方塊,記下輔助方塊相對于模具零件基準的XOY方向的坐標值(圖5中為X3和X4),刀具在位置1碰到輔助對刀方塊的右面時,系統顯示主軸中心相對于模具零件基準的偏置值為X1,此時將系統X軸的相對坐標清零,手動將主軸向X負方向移動一個刀具的半徑值,如φ12R6的刀具需要移動6 mm,使刀具的中心與X3坐標重合,將相對坐標清零,然后將主軸向X正方向移動X3,或在偏置坐標系中輸入X3值,這樣就相當于將刀具在立式加工中刀尖的X方向值與輔助對刀塊的右面X方向重合后反推回模具零件的基準零位;Y方向同樣使用以上方法反推。在完成刀具位置1的擺角方向程序后,需要加工與其相反方向的另一區域時,可將萬向角度頭旋轉180°成刀具位置2,此時刀具的偏移坐標等于刀具位置2所在的X6減去刀具半徑值R再加上X4。對刀流程如圖6所示。
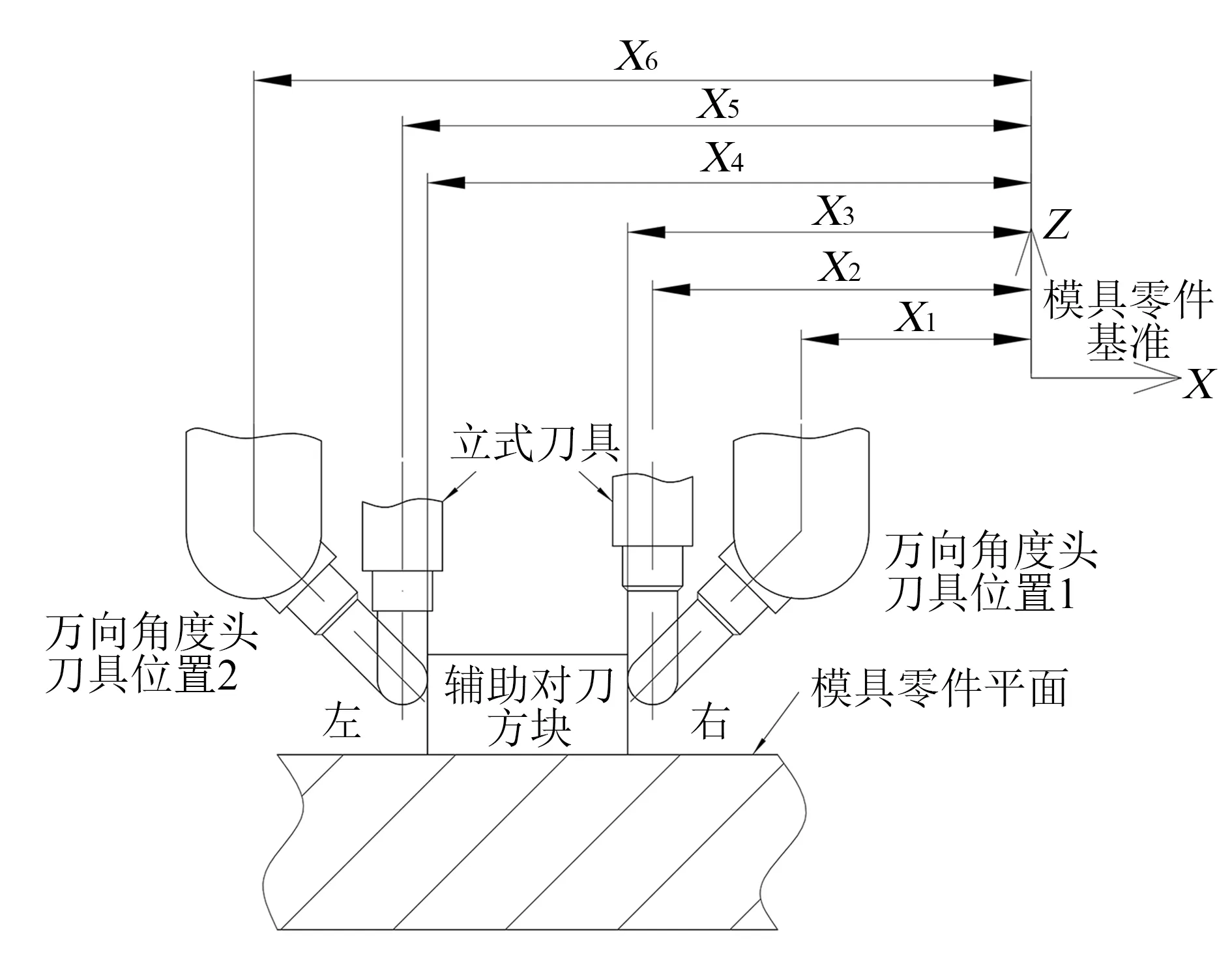
圖5 萬向角度頭X方向對刀

圖6 萬向角度頭在X、Y方向對刀
如圖7所示,在Z方向對刀時,對刀方法與立式刀具使用輔助基準的對刀方法相同,即刀尖碰到輔助對刀塊之后將刀具提升輔助對刀塊Z方向的偏置值或直接在偏置坐標系中輸入偏置值Z1。在萬向角度頭加工完成一個區域,旋轉刀頭加工另一個區域時,需要使用上述方法重新碰X、Y、Z三個方向的坐標數,才能進行下一區域的加工。
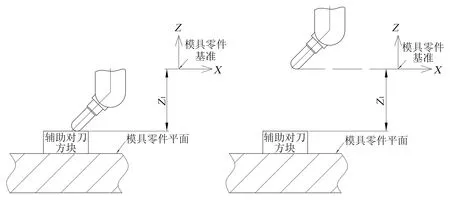
圖7 萬向角度頭Z方向對刀
5 萬向角度頭的編程方法及注意事項
5.1 編程方法
與五軸加工中心不同的是,萬向角度頭加工時刀具的對刀和加工方法與立式刀具原理相同,所以在編程時只需使用三軸機床立式刀具的方法即可,比五軸加工的編程方法簡單。但是在加工時完成一個區域后,需手動將刀頭旋轉角度,重新對刀后才能加工下一個區域,所以編程時不能將不同方向的位置程序合在一起后置處理,必須分區域加工。設計程序時,在相同擺角方向的每個區域都設計一個程序,避免刀頭與模具零件碰撞。由于受萬向角度頭內部結構的影響,在編程時需要將主軸的旋轉方向設置為逆時針旋轉(M04),在加工時主軸逆時針旋轉帶動刀具順時針旋轉(M03)。
5.2 刀具最大可裝直徑
由于萬向角度頭的內部結構決定了萬向角度頭使用的最大刀具直徑,萬向角度頭的扭力較小,不能使用大直徑的粗加工刀具。此型號的萬向角度頭只能安裝φ12 mm及以下的刀具,最大旋轉速度為4 000 r/min。
5.3 加工時注意事項
由于萬向角度頭需要固定在主軸上,刀頭在加工中不能隨意擺動角度,且加工時不能自動換刀,需要手動換刀,且每次換刀都需要重新設定X、Y、Z三個方向的坐標值,否則會造成過切或刀頭與工件碰撞的情況。在安裝萬向角度頭時,必須確保固定塊的銷釘及固定螺釘都安裝牢固,在刀具轉動時必須由慢到快調速,以防刀具因為未安裝好而使整個刀頭高速旋轉發生意外。
6 萬向角度頭應用
汽車前保險杠模具通常制作周期為4~5個月,但客戶要求在3個月內完成,萬向角度頭清角加工在清角工作量大、制作周期短的模具零件加工中起到了關鍵作用。
圖8所示為保險杠模具型腔板,外形尺寸為2 200 mm×900 mm×730 mm,材料為進口738,左右對稱,型腔板需使用長刀清角的位置如圖9、圖10所示,圖9中A區(外觀面)由上至下為R9 mm~R5 mm漸變圓角,Z方向落差489 mm,最陡峭處落差295 mm,X方向相差25 mm,B區(分型面)為R12.5 mm圓角,Z方向落差432 mm,最陡峭處落差358 mm,X方向相差68 mm。
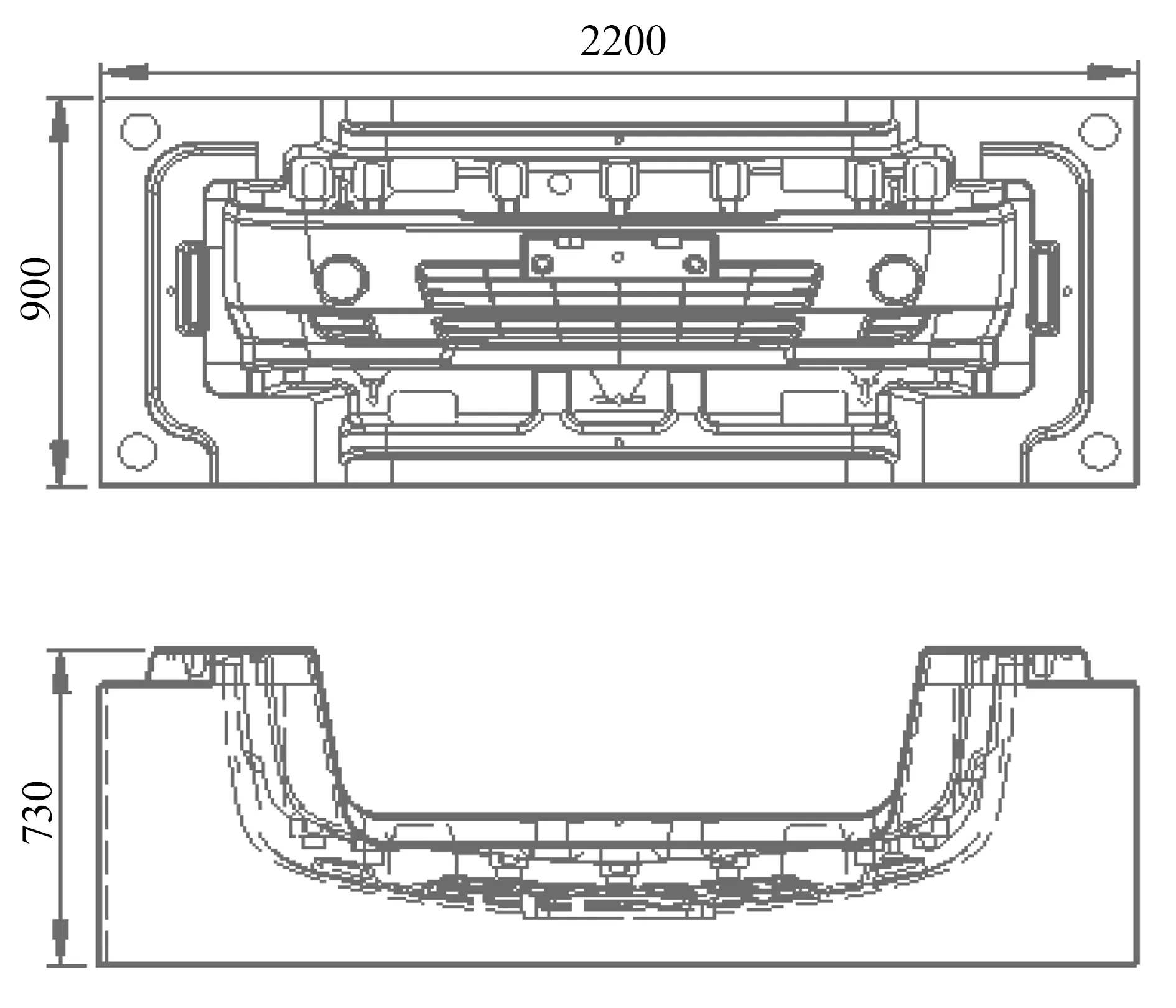
圖8 保險杠模具型腔板
圖10中C區(外觀面)圓角為R3 mm,Z方向落差為460 mm,D區(分型面)圓角為R13 mm,Z方向落差為385 mm。相同的,在型腔的右邊也有ABCD區的對稱區A'B'C'D',即需要采用深腔清角的位置共8個區域。各區域電極尺寸及加工費用如表1所示。
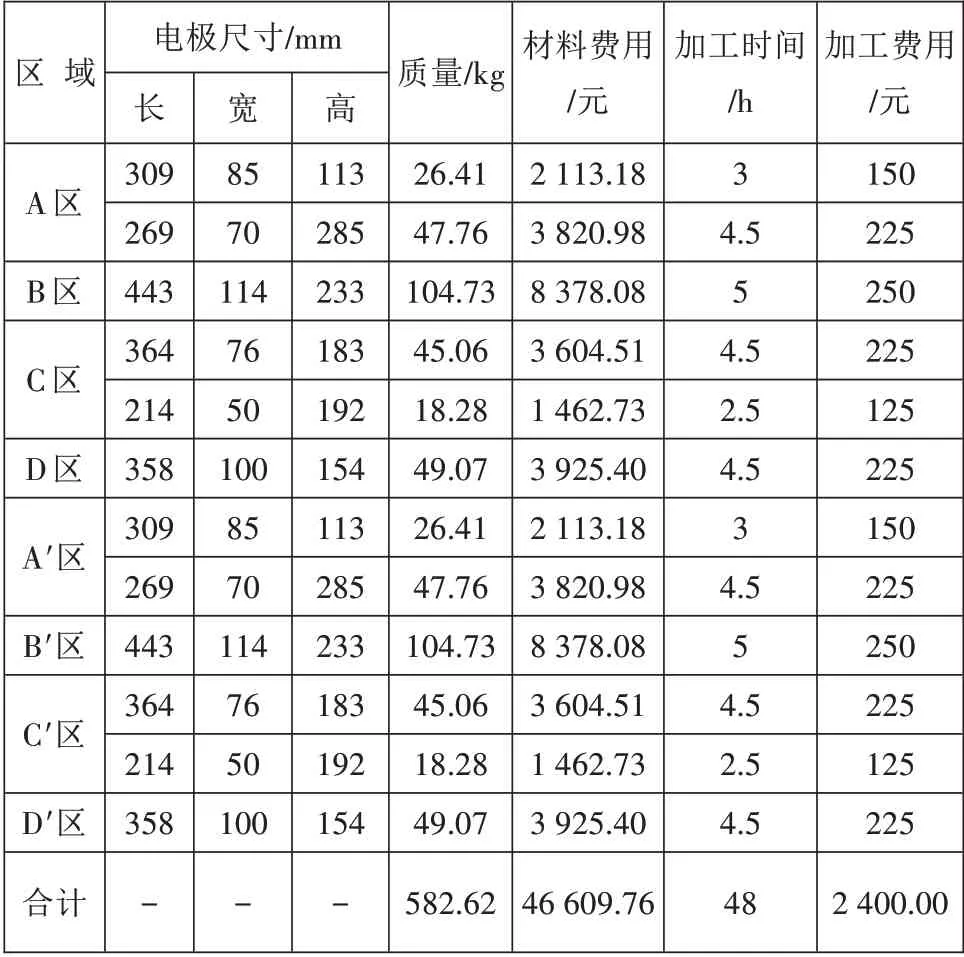
表1 電極尺寸及加工費用
加工圖9和圖10所示的清角位置,通常采用的加工方法如下。
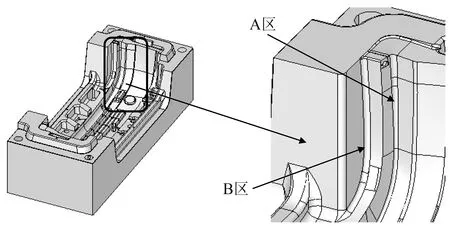
圖9 長刀清角位置一
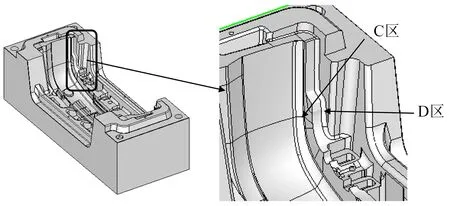
圖10 長刀清角位置二
(1)使用電極放電加工。用最省電極材料的方法拆電極,共拆得12個電極,按當時的紫銅材料單價為80元/kg計算,共582.62 kg,費用46 609.76元;加工電極按50元/h計算,共48 h,費用2 400元;電火花放電加工按140元/h計算,共需192 h,費用為26 880元,此方法總費用為46 609.76+2 400+26 880=75 889.76元,顯然拆電極放電加工花費的時間長、費用高,無法保證能按時完成加工任務。
(2)使用五軸機床加工。從理論上分析,五軸機床能將清角位置加工,但該型腔板的外形尺寸為2 200 mm×900 mm×730 mm,需要購買一臺行程能滿足要求的五軸機床價格不菲,由此可見,此方案也不是最優方案。
(3)將型腔板用斜墊塊傾斜加工。需要將型腔板傾斜裝夾2次,容易造成找正和對刀困難,難以保證加工精度,同時機床的Z軸行程將受到型腔板的高度限制,容易造成機床與工件碰撞的危險。
(4)采用萬向角度頭進行清角加工。根據此保險杠模具零件的特點,在型腔板的清角中使用萬向角度頭加工,將萬向角度頭的刀具傾斜45°,水平面投影分別傾斜為45°、-45°、135°和-135°四個方向,這樣能加工最大清角范圍,且刀具伸出最小,可以方便地加工AB、CD、A'B'、C'D'四個區域的清角位置。編程方法按照立式刀具的加工方法,在清角粗加工時采用φ12R6球刀清角,清根加工刀路如圖11所示,在等高和環繞之間重疊2 mm,使2種刀路之間接刀痕跡消除,需要將分型面和料位面分開加工,在加工料位面時,將分型面提高0.5 mm,加工分型面的清角時,將分型面延長1 mm,避免刀具在料位面和分型面的交接上產生塌角而導致注射塑件時產生飛邊,影響塑件外觀和精度,使用萬向角度頭清角共需要16 h,加工時需要4次裝夾萬向角度頭,加上4次對刀的時間,共1 h,即清角共需要17 h,加工完成后模具零件表面的粗糙度達到客戶要求。
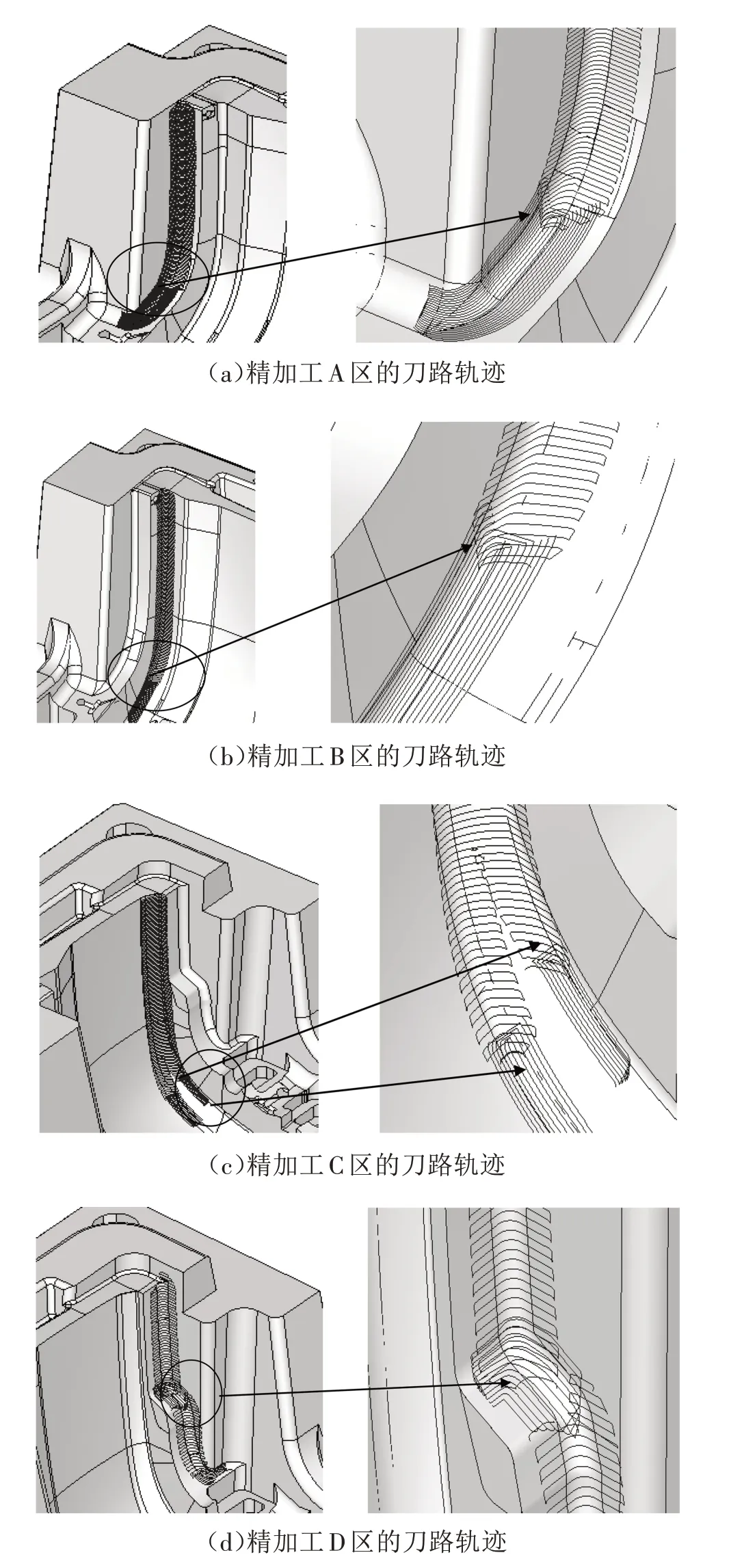
圖11 清根加工刀路
7 結束語
使用萬向角度頭加工,模具零件只需裝夾一次,即可將型腔的深腔清角位置加工,既保證了模具零件的加工精度,又減少了裝夾的時間。比使用電極放電加工縮短了8天。從長遠角度考慮,使用萬向角度頭可以縮短保險杠的生產周期,增強企業的競爭力,提高三軸加工中心的加工能力,萬向角度頭在汽車保險杠深腔類模具零件的清角加工中起到了重要的作用。從三軸加工中心性能的二次開發中獲得了寶貴的經驗,為日后高效加工深腔模具零件奠定了基礎。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
