基于VMD能量權重法與BWO-SVM的銑刀磨損狀態監測*
2022-12-26 08:21:22趙小惠楊文彬
機電工程 2022年12期
趙小惠,楊文彬,胡 勝,譚 琦,潘 楊
(西安工程大學 機電工程學院,陜西 西安 710048)
0 引 言
作為數控銑床生產加工過程中的重要部件,銑刀的磨損狀態對設備的加工性能和加工工件的質量有著直接影響。當采用磨損達到一定程度的銑刀進行加工時,不僅會使加工對象表面粗糙度增大,加工精度降低,甚至導致工件報廢[1,2]。
據統計,由銑刀失效導致的加工故障可以占到數控銑床故障總數的75%,并且數控銑床約20%的停機時間與銑刀失效有關[3]。因此,為了減少生產加工時的殘次品數和提高數控銑床加工效率[4],對銑刀磨損狀態精準監測的研究就具有重要的實際意義。
HUANG N E等人[5]提出了經驗模態分解(empirical mode decomposition, EMD)方法,能夠將復雜的振動信號進行自適應分解,并且無需先驗知識。孫巍偉等人[6]利用EMD對生產加工過程中產生的振動信號進行了處理,并利用離散隱馬爾科夫方法,對刀具進行了磨損故障診斷。DRAGOMIRETSKIY K等人[7]提出了基于變分模態分解(VMD)的自適應分解方法,該方法具有完備的數學基礎及求解方式,在處理非平穩信號時,取得了較好的效果。王向陽等人[8]使用VMD方法,處理銑削時產生的振動信號,并通過提取各模態的頻率特征和能量特征,對銑刀的磨損狀態進行了檢測。
目前,在狀態監測過程中,已有學者對支持向量機(SVM)的使用進行了大量研究。
SUN J等人[9]對聲發射信號進行了處理,采用支持向量機(SVM),對刀具磨損狀態進行了多特征識別。皮俊等人[10]通過遺傳算法,對SVM的懲罰參數和核函數進行了優化,完成了對航空發動機磨損故障的診斷。
在上述研究中,在信號處理方面,EMD在分解信號過程中常出現模態混疊等問題,而VMD在分解過程中能夠將原始信號中的固有模態分量及中心頻率同時分解出來,但對于微弱信號,其分解出的固有模態中會包含大量噪聲,并且難以提取出有效特征。
對于狀態監測方面,支持向量機已成為小樣本數據模式識別的有利方法[11,12],但SVM的識別準確率很大程度上依賴于參數的選擇,而最優參數的選取是一個難點[13]。因此,需要通過引入群體智能算法對SVM的參數進行優化,現階段常用的遺傳、粒子群等算法雖然能對SVM參數進行優化,但存在尋優速度慢和局部極值等缺點。
綜上所述,筆者提出一種基于VMD能量權重法與BWO優化SVM的銑刀磨損狀態監測方法。
筆者通過能量加權合成峭度指標,對VMD分解得到的IMF分量進行自適應優選,然后提取不同時期磨損狀態特征,并構建特征向量,最后利用BWO-SVM模型對銑刀磨損狀態進行監測。
1 銑刀磨損振動信號降噪原理
1.1 基于VMD的振動信號分解
筆者將采集到的銑刀磨損振動信號x(t)經過VMD分解成K個中心頻率不同的調幅-調頻信號uk(t),k=1,2,…K。其表達式如下:
(1)
式中:Ak(t)—瞬時幅值;φk(t)—瞬時頻率;K—模態分解個數。
根據VMD的約束模型公式,筆者對每個模態信號uk(t)進行處理:
(2)
式中:δ(t)—脈沖函數;uk—第k個模態分量;ωk—各模態所對應的中心頻率。
在經過VMD約束模型處理后的信號uk(t)中,筆者引入增廣Lagrange函數的λ(t)算子及二次懲罰因子α,即:
L=({uk},{ωk},λ)=
(3)
筆者用交替方向乘子法迭代更新uk、ωk和λk的第n+1個值,求得Lagrange函數的鞍點,最終結束迭代,得到多個IMF分量,完成銑刀磨損振動信號的分解。
1.2 基于能量加權合成峭度的IMF篩選指標
為了從VMD分解信號中,自適應地提取出包含磨損特征最多的IMF,筆者將能量加權合成峭度指標應用于IMF分量的自適應提取上。
在篩選最優IMF分量方面,峭度指標、相關系數等應用最為廣泛[14,15]。當僅用峭度作為選取分量的依據時,由于會受到沖擊信號分布密度的影響,并且未考慮到信號周期性的問題,最終導致錯選或者漏選某些分量。而相關系數是描述變量之間相關程度的指標[16],經過VMD分解得到的IMF分量與原始信號越相似,其與原始信號的相關系數越高。當銑刀產生局部磨損時,其振動信號經過分解得到的各個分量所蘊含的能量是不同的,分量中含有銑刀磨損特征越多其能量值越大。
因此,筆者構建了一種能量加權合成峭度指標,該指標是由相關系數、頻域內峭度和能量算子組成的加權指標。
其具體步驟如下:
(1)計算各分量uk(t)與原信號x(t)之間的相關系數:
(4)
(2)計算頻域內各分量uvk的峭度指標,并進行歸一化處理:
(5)
(6)
(3)計算各分量uk(t)的能量比:
(7)
(4)計算能量加權合成峭度指標:
W=ρk·Kni·Ek
(8)
式中:K(uvk)—各分量頻域內的峭度;Kni—歸一化處理后頻域內的峭度;ρk—分量uk(t)和銑刀磨損原始振動信號x(t)之間的相關系數;Ek—各分量的能量比;W—能量加權合成峭度指標。
1.3 基于VMD能量權重法的振動信號降噪
筆者運用能量加權合成峭度指標,對通過VMD分解的銑刀磨損振動信號進行處理,能夠避免因噪聲造成的銑刀磨損狀態特征難以提取的問題。其具體步驟如下:
(1)將銑刀磨損時產生的振動信號x(t)通過VMD算法進行分解,得到K個IMF分量;
(2)通過式(4)計算出各IMF分量與原始信號的相關系數ρk,將各分量進行傅里葉變換,并通過式(5)計算在頻域內各分量的峭度后由式(6)進行歸一化處理得到頻峭度Kni;再根據式(7)得到各分量的能量比Ek,最后進行乘法加權得到能量加權合成峭度指標W;
(3)選取出W指標大于平均值的各分量進行重構,完成銑刀磨損原始振動信號的處理。
2 改進SVM的銑刀磨損狀態監測
2.1 黑寡婦算法
黑寡婦算法(BWO)是2020年PENA-DELGADO A F等人[17]受到黑寡婦蜘蛛獨特交配行為的啟發而提出的。
該算法模擬了黑寡婦蜘蛛的生命周期,通過51個不同的基準函數和3種工程算法驗證了其在獲得最優解方面的有效性。BWO算法通過初始化種群、運動行為和信息素來更新出適應度最佳的黑寡婦[18]。具體詳述如下:
(1)初始化種群。在BWO算法中,可以將黑寡婦蜘蛛視為一個一維數組,其中,每只黑寡婦蜘蛛表示為每個問題的一個解:
Widow=[X1,X2,…XNvar]
(9)
式中:Nvar—特征的維度。
每只黑寡婦都有適應度,通過集合中每只黑寡婦的適應度函數,以計算出黑寡婦的適應度:
fitness=f(Widow)=f(X1,X2,…,XNvar)
(10)
初始化黑寡婦種群時,生成一個N維的矩陣,通常需要預先設定種群大小,通常選取30、50等。
(2)運動行為。黑寡婦蜘蛛在網格內按照線性和螺旋的方式進行運動,其位置更新為:
(11)
式中:Xi(t+1)—更新后的黑寡婦位置;Xbest—當前黑寡婦的最優位置;m,β—初始化種群時隨機產生的浮點數;Xr1(t)—選擇的第r1個黑寡婦的位置;Xi(t)—當前黑寡婦的位置。
(3)信息素。同大多數昆蟲一樣,雌性的生理狀況越好,其所散發的信息素越濃郁,生育能力越強。所以雄性會依據信息素的濃度來選擇配偶。
黑寡婦的信息素率表達式如下:
(12)
當低信息素值等于或者小于0.3時,在雌性中低信息素水平的蜘蛛代表饑餓的食人蜘蛛。此時的雌性蜘蛛將被另一個蜘蛛取代,并更新黑寡婦位置,即:
(13)
式中:Xi(t)—雌性體內低信息素水平的黑寡婦位置;r1,r2—種群數量在[1,N]范圍內的數;τ—[0,1]的隨機二進制數。
2.2 基于BWO-SVM銑刀磨損狀態監測
利用BWO算法選取SVM的C和g的關鍵在于BWO的適應度值。筆者選擇徑向基核函數作為SVM的核函數,并通過SVM輸出的準確率來檢驗優化方法的有效性。
其具體步驟如下:
(1)首先將收集到的銑刀磨損時產生的振動信號進行VMD與能量加權合成峭度處理,并提取銑刀磨損狀態特征,建立訓練樣本集和測試樣本集;
(2)初始化黑寡婦蜘蛛算法的參數,黑寡婦種群大小n=100、最大迭代次數T=200、維度dim=2、隨機參數m∈[0.4,0.9]、β∈[-1.0,1.0]以及預設SVM的核函數參數g∈[0.01,1 000]、懲罰因子C∈[0.01,100];
(3)根據式(11)計算黑寡婦的位置信息,通過式(12)計算每只黑寡婦的信息素并由式(13)更新信息素低的黑寡婦;
(4)計算新搜索到的黑寡婦位置的適應度值,尋找到最優黑寡婦位置及最優適應度值;
(5)判斷步驟(4)中的黑寡婦位置的適應度是否滿足要求,若迭代次數、最優黑寡婦和預設的精度水平滿足終止條件時,則停止循環,否則返回步驟(3)重新進行迭代計算;
(6)將輸出的黑寡婦最優解(參數C、g)與SVM建立銑刀磨損狀態監測模型。利用該模型對測試樣本集進行測試,完成銑刀磨損狀態監測。
3 銑刀磨損狀態監測流程
基于上述理論分析,筆者將原始信號進行VMD分解后,通過能量加權合成峭度,自適應篩選出最優IMF,并使用BWO優化SVM中的參數C及g進行銑刀磨損狀態監測,構建出數控機床銑刀磨損狀態監測模型。
其整體流程如圖1所示。

圖1 銑刀磨損狀態監測流程圖
4 全壽命周期實驗信號驗證
筆者采用PHM Society 2010年的銑刀磨損數據集進行實驗[19]。
實驗裝置由銑刀、加速度傳感器、AE傳感器、測力計及工件等構成,如圖2所示。

圖2 銑刀全壽命周期實驗裝置
加工設備采用Roders Tech RFM760高速數控機床,刀具為3刃球頭硬質合金銑刀,加工材料為不銹鋼HRC52。
機床銑削參數設置如表1所示。

表1 實驗切削參數
該數據集共分為6組,每組數據包含315次走刀過程中X、Y、Z3個方向的銑削力信號、振動信號以及聲信號。
根據ISO標準規定以1/2背吃刀量的后刀面測定的磨損帶寬度為銑刀的實際磨損量VB。筆者采用第1組數據中X、Y、Z方向振動信號進行分析。
其中,銑刀的磨損值變化曲線如圖3所示。

圖3 銑刀磨損變化曲線
根據銑刀平均磨損值的變化情況,可將銑刀磨損分為初期磨損、中期磨損和后期磨損3種不同的磨損狀態。其中,由于前期銑刀表面不平滑以及后刀面與工件接觸面小,造成切削面存在較大應力的問題,使得初期磨損相對較快、經歷時間短。
在初期磨損過程中,銑刀與工件的接觸穩定性逐漸增加,達到一定程度時,銑刀將進入中期磨損階段,該階段的銑刀與工件的切削面平整,接觸面應力較小,磨損值降低;隨著磨損量不斷的增加,磨損帶寬增加,刀具變鈍,又由于溫度上升造成磨損加劇從而使銑刀進入后期磨損階段,最終達到銑刀磨損極限造成刀具失效。
具體的銑刀磨損階段劃分如表2所示。

表2 銑刀磨損等級劃分
筆者以銑刀X方向的原始振動信號為例,其初期磨損、中期磨損和后期磨損的時域波形,如圖4所示。

圖4 銑刀不同磨損狀態振動信號
從圖4可以看出:原始信號中包含大量噪聲,并且調制特征不明顯,無法根據原始信號波形進行銑刀磨損狀態監測。
4.1 信號降噪
對銑刀初期磨損振動信號進行VMD分解,當K=5時,分解得到的IMF分量,如圖5所示。

圖5 銑刀初期磨損信號VMD分解結果
通過計算各IMF的能量加權合成峭度W值,自適應選取出包含銑刀磨損狀態信息的最優分量,如表3所示。

表3 各模態分量的加權合成峭度指標
其中:IMF3和IMF4的能量加權合成峭度值是大于平均值的,即選取IMF3和IMF4為最佳模態分量,并進行信號重構。
筆者采用同樣的方式選取出中期和后期磨損的最優分量并重構,重構結果如圖6所示。

圖6 銑刀不同磨損狀態重構信號
從圖6可以看出:進行重構之后的信號僅含有少量的噪聲并且呈現出明顯的周期性沖擊。
4.2 特征向量提取
筆者對重構信號提取均值、均方根等9個時域特征,和頻域均方根、頻域偏態等9個頻域特征,以及15個尺度范圍內的排列熵,共得到33個特征。但是提取的多個特征并非都與磨損量有關而且維數也相對較高。
為了減少不必要的計算,筆者應用主成分分析對提取的多個特征進行融合,再將融合后的特征向量作為支持向量機的樣本輸入;對180組振動信號以及33個特征進行組合,得到一個180行33列的矩陣M,其表達式如下:
M=[m1m2…m33]
(14)
式中:mn—180×1的列向量。
計算數據樣本的協方差,其公式如下:
(15)
筆者對協方差矩陣進行特征分解,分解后的前K階特征值對應的特征向量組成的新矩陣,就是經過主成分分析后的結果。
筆者最終將特征壓縮至12維。
4.3 銑刀磨損狀態監測
該實驗采集銑刀初期磨損、中期磨損和后期磨損3種磨損狀態的振動信號,共180組數據,每組4 000個數據點。
筆者將3種磨損狀態作為分類器的輸出,1、2、3表示銑刀初期磨損、中期磨損和后期磨損;隨機選擇90組樣本用于模型訓練,剩余90組作為測試樣本。
經過BWO-SVM對樣本進行識別,結果如圖7所示。
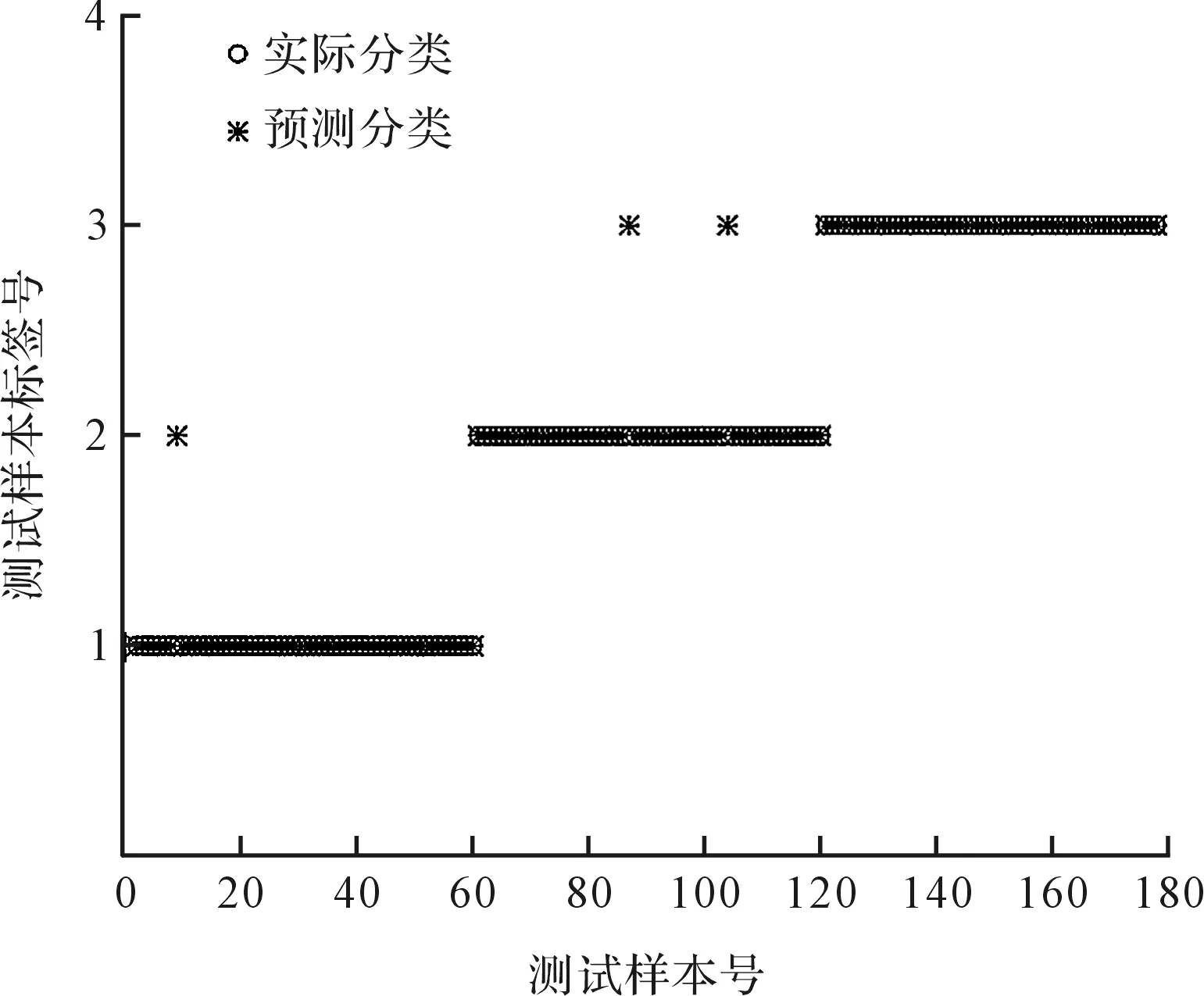
圖7 銑刀磨損狀態監測結果
為了更好地突出BWO-SVM分類效果,筆者將其與粒子群優化的SVM,及遺傳算法優化的SVM的模型進行對比。為保障測試結果更加客觀,筆者使用相同的數據,對各算法的參數設置保持一致,種群大小設為100,最大迭代次數設為200。
3種模型在訓練集上的適應度變化曲線,如圖8所示。

圖8 3種模型適應度變化曲線
從圖8可以看出:雖然3種模型都能在200次迭代內達到最優適應度,但BWO-SVM在第3次迭代時就達到最高值,而且高于其他兩種模型。
這說明BWO-SVM能用更短時間和更少的迭代次數尋找到SVM的最優參數。
筆者將銑刀磨損特征的測試集投入到3種方法訓練好的SVM中進行識別,其結果如表4所示。

表4 識別方法的比較結果
通過對比分析可知:經過筆者所提方法優化后的SVM不僅在識別的準確率上高于其他算法,而且在迭代時間上也具有明顯優勢。
5 實際工程案例驗證
為進一步驗證上述方法的有效性,筆者以某公司真實加工現場的立銑刀磨損數據為例進行驗證。
筆者將工廠前期采集到的少量經驗數據進行整理分析,并根據ISO標準劃分出立銑刀初期、中期和后期磨損,其磨損圖如圖9所示。

圖9 工程信號立銑刀磨損變化曲線
筆者對所提出的模型進行訓練,檢查銑刀并進行測量后發現立銑刀處于中期磨損階段,已知設定的采樣頻率為10 kHz,工件材料為45號鋼,進給速度是764.4 mm/min的干切。選擇分析的數據點數為4 000個。
由于環境因素的影響,原始工程信號時域波形中無法觀察到周期性沖擊特征,如圖10所示。

圖10 工程實例原始信號
因此,筆者通過VMD能量權重法對工程信號進行降噪重構處理,結果如圖11所示。
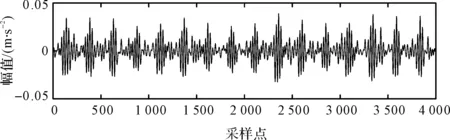
圖11 信號重構圖
通過圖(10,11)可知:筆者所提方法能夠對原始工程信號進行降噪重構處理,并且能夠突出銑刀的特征頻率。
筆者將處理后的信號提取出多個特征進行特征融合,并輸入到訓練好的BWO-SVM模型,結果如圖12所示。

圖12 工程信號監測結果
根據圖12監測結果可知,基于VMD與BWO-SVM的方法完全能夠實現對銑刀磨損狀態的監測。
6 結束語
由于在銑刀磨損狀態監測過程中存在信號噪聲大、監測效率低等問題,筆者提出了一種基于VMD與BWO-SVM的銑刀磨損狀態監測方法。
筆者首先采用VMD對銑削振動信號進行了分解,并通過能量加權合成峭度指標自適應地篩選出了最優分量,并進行了重構;然后,提取了重構信號的時域、頻域及多尺度排列熵等特征,經主成分分析融合成了多維特征向量,并引入BWO算法對SVM參數進行了優化,得到了BWO-SVM的優化模型;最后,以某真實銑刀全壽命周期的振動數據,及實際的工程案例對該模型的有效性與準確性進行了驗證。
研究結論如下:
(1)采用VMD方法分解振動信號后使用能量加權合成指標選取最優分量,能夠避免出現模態混疊及末端效應,并能夠自適應的剔除多余或者虛假信號,既具有一定的降噪功能,又提高了之后識別的運行效率;
(2)黑寡婦算法優化SVM,提高了銑刀磨損狀態監測的效率;相比于其他方法對SVM進行優化,采用黑寡婦算法優化SVM能夠避免出現局部最優和過擬合的問題,并且在25.142 s就能尋找到最優參數組;
(3)筆者以PHM Society 2010數據以及工程案例驗證了基于VMD能量權重法為信號處理方法和BWO-SVM銑刀磨損狀態監測模型。通過與其他方法對比分析,結果顯示BWO優化的SVM銑刀磨損狀態監測模型準確率能夠達到97.246%。
采用該模型進行銑刀磨損狀態監測,能夠將多種特征進行融合并能更快速地實現銑刀磨損狀態的監測,且精度較高。
在未來的研究中,可以考慮在監測到不同銑刀磨損狀態的同時,對該狀態的銑刀剩余使用壽命進行預測分析。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
