連退機組平整板形自動控制系統開發與應用
2022-12-26 03:38:42王浩晴
冶金動力 2022年6期
關鍵詞:測量
賈 建,葛 祥,余 瓊,王浩晴,吳 昊
(馬鋼(合肥)鋼鐵有限責任公司,安徽合肥 230011)
引言
帶鋼板形包含橫向和縱向兩個方面的尺寸指標,橫向指的是帶鋼斷面的厚度分布,包括凸度、邊部減薄及局部高等,如圖1所示;縱向是指沿帶鋼長度方向上的平坦程度,俗稱浪形,如圖2所示。馬鋼(合肥)公司連退機組平整采用人工方式通過調整延伸率、彎輥、傾斜等工藝參數來控制帶鋼板形,以消除帶鋼屈服平臺。然而在平整高速運行期間,一旦出現邊浪、中浪等較差板形時,人工很難做到對板形進行精準調整,馬鋼(合肥)公司開發的板形自動控制系統實現了板形的自動控制,保證了帶鋼的板形,提高了產品質量,同時也降低了操作者的勞動強度。
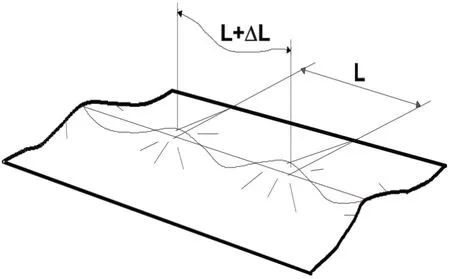
圖1 中浪(帶鋼中部長,帶鋼邊部短)

圖2 邊浪(帶鋼邊部長,帶鋼中部短)
1 存在的問題
圖3 記錄了馬鋼(合肥)公司連退機組2020 年發生的一起因操作不當導致平整帶鋼斷帶事件,當時帶鋼板形較差,操作人員在進行傾斜調整期間,由于誤操作,加劇了板形的進一步惡化,致使帶鋼出現邊皺,與干燥風箱噴嘴干涉導致斷帶,整個斷帶事件處理將近十個小時,造成巨大的經濟損失。
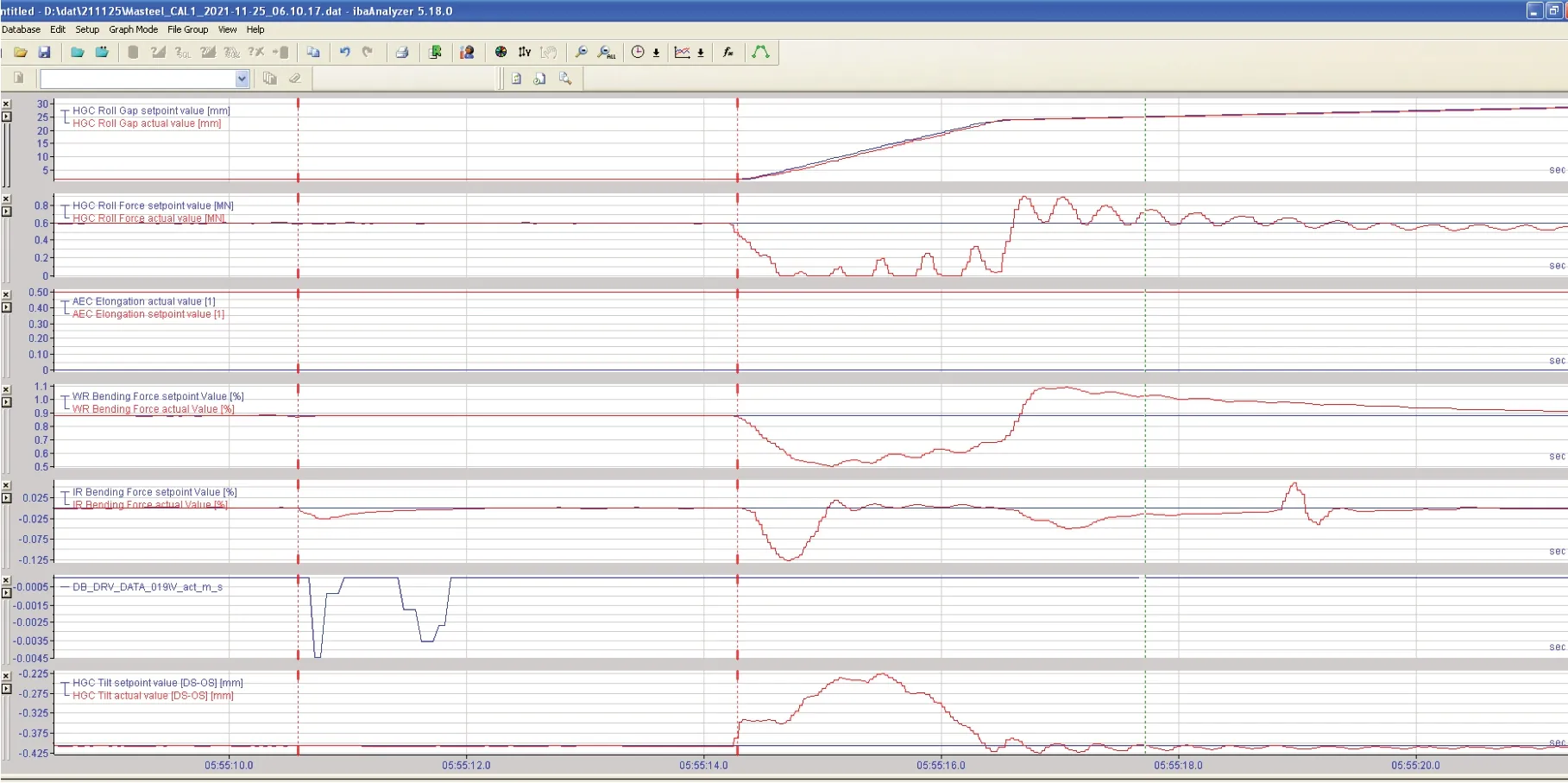
圖3 平整斷帶時工藝參數曲線
2 自動控制系統
板形自動控制系統主要包括:自動板形控制服務器、實際板形值測量及處理系統、板形控制執行機構(工作輥彎輥、中間輥彎輥和傾斜)、接收并控制執行機構的PLC 系統、用于操作工對板形監控的HMI畫面等五個方面,如圖4所示。

圖4 自動板形控制系統硬件配置
2.1 執行機構
2.1.1 彎輥控制
彎輥對消除帶鋼中浪或者邊浪等板形缺陷具有較高效率,當板形儀測量通道的實際值與帶鋼目標板形值產生偏差時,由平整機板形控制模形根據各通道的偏差,綜合計算出工作輥彎輥的控制輸出量及中間輥彎輥的控制輸出量。
2.1.2 傾斜控制
傾斜對消除帶鋼單側邊浪板形缺陷具有較高效率,當帶鋼產生單側的板形缺陷時,傾斜自動控制模形會輸出對應一側的傾斜控制量,通過調節單側輥縫值,以消除單側板形缺陷。
2.2 測量系統
板形測量系統主要包括板形測量輥、計算機及計算機接口單元,在板形測量輥的每個測量通道上包含若干個壓力測量傳感器,帶鋼在這些壓力測量傳感器上產生徑向力FR.1~FR.n,壓力測量傳感器將徑向力轉換為電信號,板形測量系統對發送來的電信號加以處理和計算,得到實際板形值。圖5 中,α表示帶鋼在測量輥上形成的包角,FT.1~FT.n表示與測量通道相對應的每條帶鋼的張力。
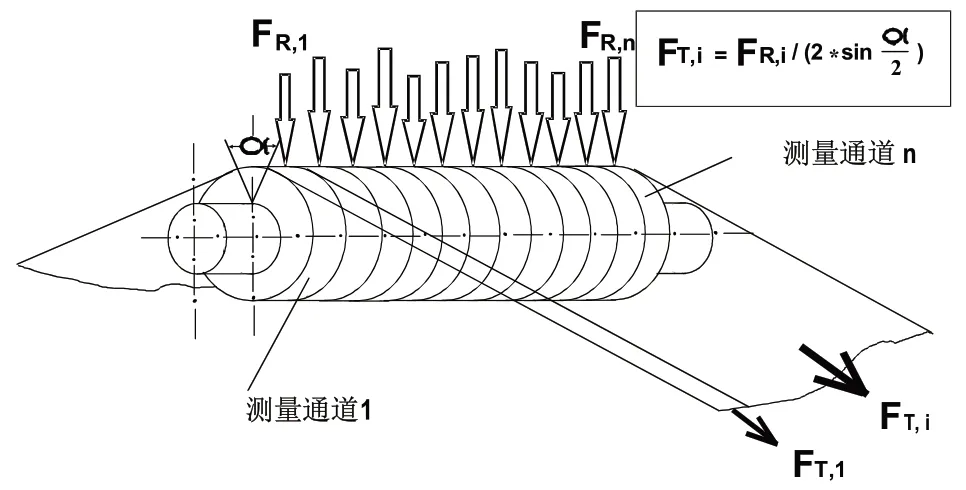
圖5 版形測量滾的工作原理
2.3 自動控制流程
板形的自動控制流程圖如圖6所示。
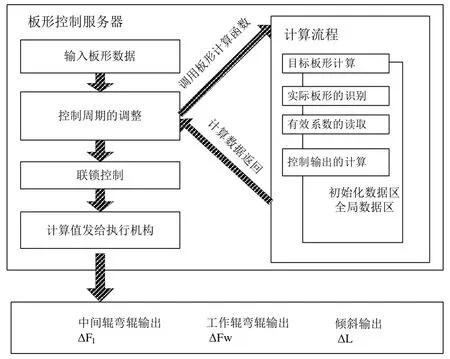
圖6 自動板形控制流程圖
(1)現場板型測量系統對生產實際過程中的帶鋼板形情況進行檢測,收集相關板形數據后進行數據解讀,并將解讀后的數據通過工業以太網傳送給板型控制服務器。
(2)板型服務器根據接收的電文內容進行分析決策,根據板型測量系統發來的實際通道數據調用板型計算函數,并將計算出的數據下發送給PLC 系統,其中計算流程如下:
1)板型服務器根據當前實際設定的板形目標曲線參數(可由操作工手動控制)計算并繪制出板形目標曲線。
2)板形服務器根據從板形儀接收的板形實際數據計算并繪制出板形實際柱形圖。
3)板形服務器結合目標板形曲線(板形目標值)和實際板形柱形圖(板形實際值)獲取板形偏差值。
4)板形服務器根據板形偏差情況判斷需要啟用調整的功能并對計算各項控制功能的調整量,并對各項控制參數加以系數修正。
(3)板型服務器最終將計算出來的數據發送給PLC控制系統。
(4)PLC 控制系統根據板型服務器發來的數據對彎輥及傾斜等各執行機構下發目標參數。
2.4 HMI畫面開發
板形自動控制系統的HMI 畫面主要包括軋制信息窗口、控制狀態顯示窗口、板形控制功能窗口、目標曲線調整窗口、歷時板形回放窗口、控制參數設定窗口、投入速度設定窗口、死區設定窗口及執行機構限幅窗口等,其主畫面如圖7所示。

圖7 自動板形控制HMI畫面
2.4.1 軋制信息顯示窗口
軋制信息顯示窗口用于展示當前實際生產的鋼卷的實時信息,主要包括鋼卷號、鋼種、帶鋼寬度、軋制長度、軋制速度、入口厚度、出口厚度、軋制力、入口張力、出口張力、入口單位張力、出口單位張力、A1_FB、A2_FB 等,以幫助操作人員更好的確認現場實際生產情況,以完成對板形控制實際情況的判斷。
2.4.2 控制狀態顯示窗口
控制狀態顯示窗口包括實際板形顯示、竄輥位置顯示、控制實際值等,其中實際板形顯示部分,展示了目標板形曲線和實際板形柱形圖,該部分可通過調整按鈕對顯示量程進行更改。為符合操作人員習慣,系統中將彎輥值的單位調整為百分比,工作輥彎輥的上限為100%,下限為-50%;中間輥彎輥的上限為100%,下限為0;傾斜值的單位為μm,上限為2 000,下限為-2 000。
2.4.3 功能面板窗口
板形控制功能窗口包括ASC 功能開關、工作輥彎輥、中間輥彎輥、傾斜控制、邊部通道控制、邊部通道顯示、系統報警、操縱屢歷、控制核心、數據采集、分類數據、PLC 電文發送、PLC 電文接收、板形儀通訊、狀態監視等,ASC功能開關為板形自動控制模式的總開關,僅當該按鈕被按下時,各項板形控制功能才可以進行投用。
2.4.4 目標曲線調整窗口
目標曲線調整窗口用于對目標曲線進行調整,包括PC 模式與PLC 模式,其中PC 模式下允許在該面板對目標板形曲線進行調整,PLC 模式下不允許手動調整目標曲線參數,實際值中的A1、A2、A6 分別對應下發的傾斜、凸度、邊部,即這三項參數用于調整實際板形的傾斜、中部、邊部。其中傾斜增加時目標曲線會往操作側壓,傾斜減小時目標曲線會往傳動側壓,凸度增加時目標曲線會呈開口向上的拋物線以改善中浪,凸度減小時目標曲線會呈開口向下的拋物線以改善邊浪。
2.4.5 參數設定窗口
參數設定窗口包括各項功能增益、權重、控制步幅、調整板形控制靈敏度、修改各項功能調整的上下限等。其中控制增益為核心程序計算過程中對該項控制功能進行附加運算時的參數,該參數越大,對該控制調整進行的幅度越大。
3 結束語
自從板形自動控制系統投入運行以來,板形控制良好,未出現過因參數調整而導致平整斷帶事件,且調整曲線平滑,效果顯著。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00