先進控制技術在PVC干燥中的應用
2022-12-27 07:59:56鐘國院孔慶儒孫龍彬
中國氯堿 2022年11期
高 鵬,鐘國院,孔慶儒,孫龍彬
(1.陜西北元化工集團股份有限公司,陜西 榆林 719319;2.沈陽華控科技發(fā)展有限公司,遼寧 沈陽 110168)
工業(yè)生產過程的自動化、智能化已成為工業(yè)生產主要的發(fā)展方向。據(jù)統(tǒng)計,現(xiàn)代工業(yè)控制中有85%以上的控制回路以PID控制為主,仍有10%~15%的回路難以實現(xiàn)自動控制。隨著現(xiàn)代控制理論及計算機技術的迅速發(fā)展,先進控制在現(xiàn)代流程工業(yè)中得到廣泛應用。APC先進控制是對那些不同于常規(guī)控制,并比常規(guī)單回路PID控制具有更好控制效果的控制策略的統(tǒng)稱。
1 裝置概況
陜西某化工公司有5套PVC干燥裝置,干燥工藝均采用日本JNC公司工藝,該工藝采用臥式多室加熱沸騰床干燥器。
具體過程為聚氯乙烯漿料由漿料槽經漿料輸送泵送入離心機轉鼓內,比重較大的固相顆粒離心沉降于轉鼓內面,和轉鼓同步旋轉的差速螺旋輸送器把漿料從固相出口輸出到干燥床,而離心母液水則分離到另一端的溢流堰板中排出。
由鼓風機送來的空氣通過過濾器和換熱器升溫,進入干燥床風室內,保證一定的風溫、風壓和風量。進入流化床內的濕物料與熱空氣在布風板上方接觸,把干燥床的物料吹到沸騰狀態(tài)。物料顆粒懸浮于氣流之中,形成流化狀態(tài)。呈流化狀態(tài)的物料顆粒與熱空氣均勻、充分地混合,進行傳熱和傳質,脫除水分,達到干燥標準。合格的產品由流化床的出料口排出,含塵氣體經除塵裝置凈化后由引風機排入大氣。干燥床內呈流化狀態(tài)的物料同時和干燥床內的換熱器換熱,經旋風分離器將濕空氣和干樹脂分離,濕空氣經尾氣洗滌塔洗滌后排入大氣,干樹脂進入二床,通過下料器,經二次輸送風機送至包裝料倉。
2 存在問題
現(xiàn)有干燥工藝在控制過程中具有多變量、大滯后、強耦合及部分邊控變量沒有控制回路等問題,采用傳統(tǒng)的控制和回路優(yōu)化技術,很難實現(xiàn)滿意的控制。生產過程中各項控制指標均存在不同程度的波動,尤其是風量、溫度、含水、離心機電流等指標難以穩(wěn)定控制,操作人員頻繁干預,工作勞動強度大。
3 工作過程
3.1 現(xiàn)有設備的性能測試
首先對設備進行預測試,用以評估DCS系統(tǒng)的控制性能,確定設備過程響應的大致量級及時間參數(shù),發(fā)現(xiàn)任何不正常的過程約束或耦合,并確定變量的變化要求。預測試是在DCS回路上進行的小幅度調節(jié)測試。將操作變量在DCS控制回路的設定點反復變化多次,以檢查PID調節(jié)回路和控制閥的控制性能。根據(jù)需要,重新調整DCS系統(tǒng)的主要控制回路。對非重要操作變量所涉及的DCS控制回路,也應進行相應的調整。在對DCS控制回路的性能進行測試和調整后,將操作變量的設定值反復變化兩三次,維持足夠的時間以估計過程增益和響應時間。
在預測試過程中,應記錄設備變化過程的結果,并收集實驗數(shù)據(jù)。完成后,工程師將分析預測試過程的記錄和數(shù)據(jù),來估計系統(tǒng)過程的響應程度和設定時間,找出故障儀表、設備及控制閥,確認并且開發(fā)變量數(shù)據(jù)的轉換,調整先進控制器的設計。
3.2 梳理控制器變量
以D線干燥系統(tǒng)為調控對象,列出了相關的變量,干燥變量見表1。分析列出變量的狀態(tài),給出預期的優(yōu)化指標,并通過先進控制軟件實現(xiàn)先進控制器的設計。優(yōu)化后的預期指標:(1)指標波動度降低50%以上;(2)人員操作量降低50%以上。
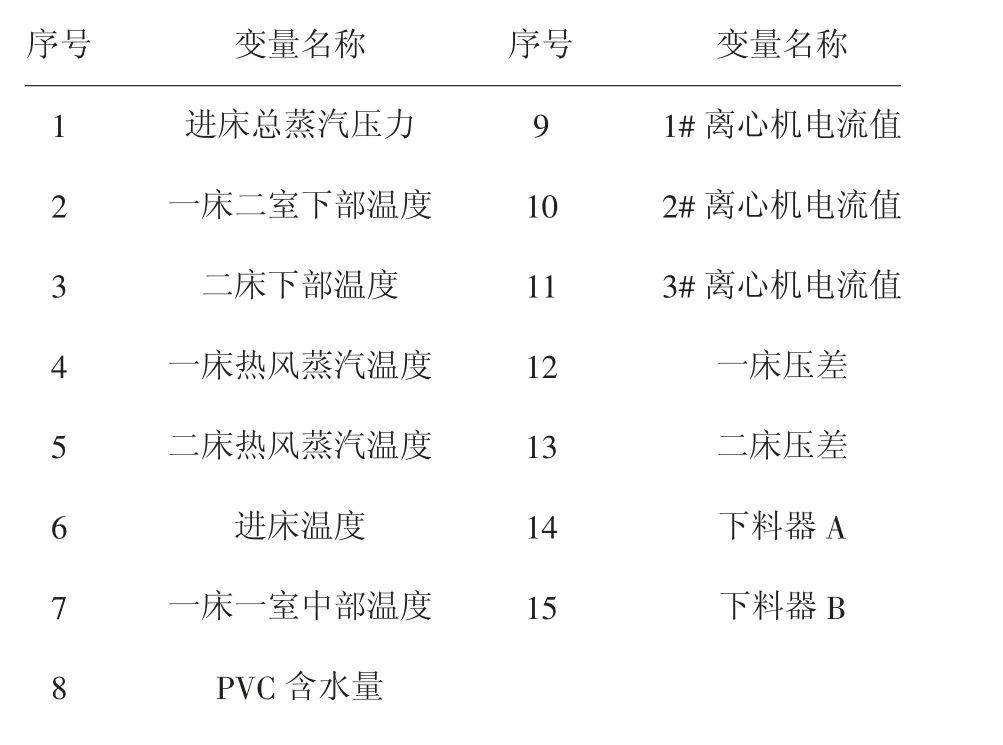
表1 PVC干燥變量表
3.3 先進控制設計方案
PVC干燥先進控制方案主要包括數(shù)據(jù)采集分析、控制器參數(shù)優(yōu)化、回路濾波及先進控制器設計。本次采用的軟件為Tai-Ji MPC,該軟件的技術將在線辨識與預測控制結合為一體,使用閉環(huán)辨識技術。在辨識試驗的過程中自動生成模型,將預測控制項目的效率提高300%,并且大大降低工程難度,技術處于行業(yè)領先水平。在流程工業(yè)生產過程中,采用模型預測控制,可以實現(xiàn)多變量控制、自動優(yōu)化控制、大滯后控制等功能。使用過程模型對被控變量進行預測,實現(xiàn)優(yōu)化計算控制變量的動作。
3.3.1 數(shù)據(jù)采集及監(jiān)視
數(shù)據(jù)采集軟件用于收集現(xiàn)場運行的實時數(shù)據(jù),其工作的主要架構為先進控制軟件單獨安裝在一臺計算機上,運行先進控制軟件。該軟件通過OPC服務器用來實現(xiàn)DCS和先進控制軟件之間數(shù)據(jù)通信。這種軟件外掛的方式既不占用DCS控制系統(tǒng)資源,又可以很好的解決軟件之間的通信。數(shù)據(jù)采集軟件在一個趨勢界面上以同樣的采集周期,同時顯示16條曲線,有利于對現(xiàn)場各工藝數(shù)據(jù)間影響關系進行分析。并且該數(shù)據(jù)采集軟件可以把采集的數(shù)據(jù)導出CSV文件,為模型辨識、大數(shù)據(jù)分析、工藝計算等工作提供數(shù)據(jù)基礎。
3.3.2 控制回路參數(shù)整定
利用數(shù)據(jù)采集軟件采集的數(shù)據(jù),通過先進控制軟件進行辨識,可以獲得輸入輸出的關系模型,測量值變化情況。基于該模型,利用內模PID整定軟件,可以獲得控制器參數(shù)。
3.3.3 先進濾波技術
基于數(shù)據(jù)采集軟件獲得的數(shù)據(jù),對歷史數(shù)據(jù)進行分析,分析干擾噪聲情況,在控制回路增加濾波,包括限幅濾波法、中位值濾波法、算術平均濾波法、遞推平均濾波法、中位值平均濾波法、限幅平均濾波法、一階滯后濾波法、加權遞推平均濾波法等。
3.3.4 先進控制器設計
(1)子控制器設計
子控制器包括一床一室溫度自動控制、一床二室溫度自動控制、二床溫度自動控制、風量自動控制、風溫自動控制、離心機電流自動控制等部分。
一床一室溫度控制:一床一室中部溫度與進床總蒸汽壓力構成串級控制回路,對一床一室中部溫度進行控制的時候,考慮總蒸汽溫度和壓力的約束上下限,離心機電流作為前饋量。由MPC控制器依據(jù)溫度范圍和PVC含水量計算得出一床一室中部溫度的設定值。
一床二室溫度自動控制:一床二室下部溫度采用單回路調節(jié),對一床二室下部溫度進行控制的時候,考慮總蒸汽溫度的約束上下限,離心機電流作為前饋量。由MPC控制器依據(jù)溫度范圍和PVC含水量約束計算得出一床二室下部溫度的設定值。
二床溫度自動控制:二床下部溫度采用單回路調節(jié),對二床下部溫度進行控制的時候,考慮總蒸汽溫度的約束上下限,離心機電流作為前饋量。由MPC控制器依據(jù)溫度范圍和PVC含水量約束計算得出二床下部溫度的設定值。
風量自動控制:各風量調節(jié)采用單回路控制,風量的設定值由MPC控制器依據(jù)一床壓差和二床壓差約束計算得出。
風溫自動控制:各風溫調節(jié)采用單回路控制,風溫的設定值由MPC控制器依據(jù)旋風分離器溫度、PVC含水量約束計算得出。
離心機電流自動控制:各離心機電流調節(jié)采用單回路控制,由MPC控制器依據(jù)PVC含水量、一床壓差、二床壓差、PVC出料約束計算得出離心機電流的設定值。
(2)總控制器設計
首先,依據(jù)生產工藝的需求將先進控制系統(tǒng)的控制器預設計為2部分,一個主要負責干燥后水分控制,另一個主要負責生產負荷的控制。其次,在先進控制軟件上進行模型辨識,先進控制器的具體設計、先進控制器參數(shù)調整等工作。
PVC干燥后水分含量控制器:通過蒸汽壓力控制閥進行控制,同時考慮蒸汽溫度的約束。離心機電流表征PVC干燥床負荷,作為一床一室溫度控制的前饋,該回路定義為穩(wěn)定目標控制。通過一床二室床溫和風室溫度、二床溫度床溫和風室溫度進行PVC含水量的控制,該回路為水分最佳控制。
PVC負荷控制器:PVC負荷控制主要通過3方面來實現(xiàn)。a.PVC生產裝置運行過程要保證出料槽的液位維持在一定范圍內,才能保證生產過程的穩(wěn)定和連續(xù)運行。b.可以通過出料槽的液位去改變離心機電流的設定值。c.PVC干燥床的差壓的大小反映出當前干燥床內物料量狀況,需要通過離心機電流控制、風量控制和輸送料控制來維持干燥床壓差的穩(wěn)定。保證生產過程的穩(wěn)定性。根據(jù)干燥床出料情況,自動調整離心機電流大小。
3.4 設計DCS保護程序
設置工藝指標的報警數(shù)據(jù),先進控制器投切狀態(tài)標志,當出現(xiàn)異常時會發(fā)出報警。先進控制系統(tǒng)是在一定約束范圍內進行控制。系統(tǒng)投入初期,可以把控制器限定在一個較小的約束范圍,當超出該約束范圍,先進控制系統(tǒng)會被切除,并發(fā)生報警,提示操作員進行干預。先進控制系統(tǒng)穩(wěn)定運行后,操作員可以逐漸放開約束,在指定的范圍內進行控制。
3.5 先進控制器參數(shù)調試
當控制器安裝到現(xiàn)場控制系統(tǒng)后,先進控制系統(tǒng)軟件平臺控制器應是開環(huán)激活。在開環(huán)狀態(tài)下,通過DCS端的控制器畫面,測試、確保控制器與DCS間可靠的數(shù)據(jù)通訊。觀察控制變量的預測偏差和預期的MV步幅,校驗建模時所建立的計算值數(shù)據(jù)。
所有先進控制系統(tǒng)軟件平臺控制器與DCS間的通訊被校驗完成后,先進控制系統(tǒng)軟件平臺控制器切換至閉環(huán)狀態(tài)。在閉環(huán)操作的初始階段,技術人員將密切監(jiān)控控制器的性能。對先進控制系統(tǒng)軟件平臺控制器參數(shù)或系統(tǒng)模型進行調整,以達到滿意的控制效果。試投用階段一直持續(xù)到先進控制系統(tǒng)軟件平臺控制器的控制性能被認可。控制器的控制性能的評估標準,應由項目雙方人員共同決定。在正常操作條件下,控制器性能包括操作目標的實現(xiàn),控制變量的優(yōu)先次序及為達到穩(wěn)態(tài)目標對CVs合理的動態(tài)調節(jié)。如果上述目標得以實現(xiàn),就會得到較高在線投用率。
3.6 數(shù)據(jù)品質監(jiān)控
為了防止被控變量出現(xiàn)壞值(如超出異常范圍、異常變化、儀表故障等問題)而導致控制器誤動作,系統(tǒng)設計了品質判斷模塊,通過該模塊可以提前判斷被控變量值的好壞,如果被控變量品質好則進行控制,如果被控變量品質壞,則切除優(yōu)化控制器,并發(fā)出報警。
3.7 先進控制無擾切換
在先進控制的投入和切除時,都是無擾切換,不會對生產過程造成影響。
4 先進控制投入后運行分析
4.1 指標改善情況
各指標改善情況見表2。部分先進控制投入前后對比效果圖見圖1、圖2。
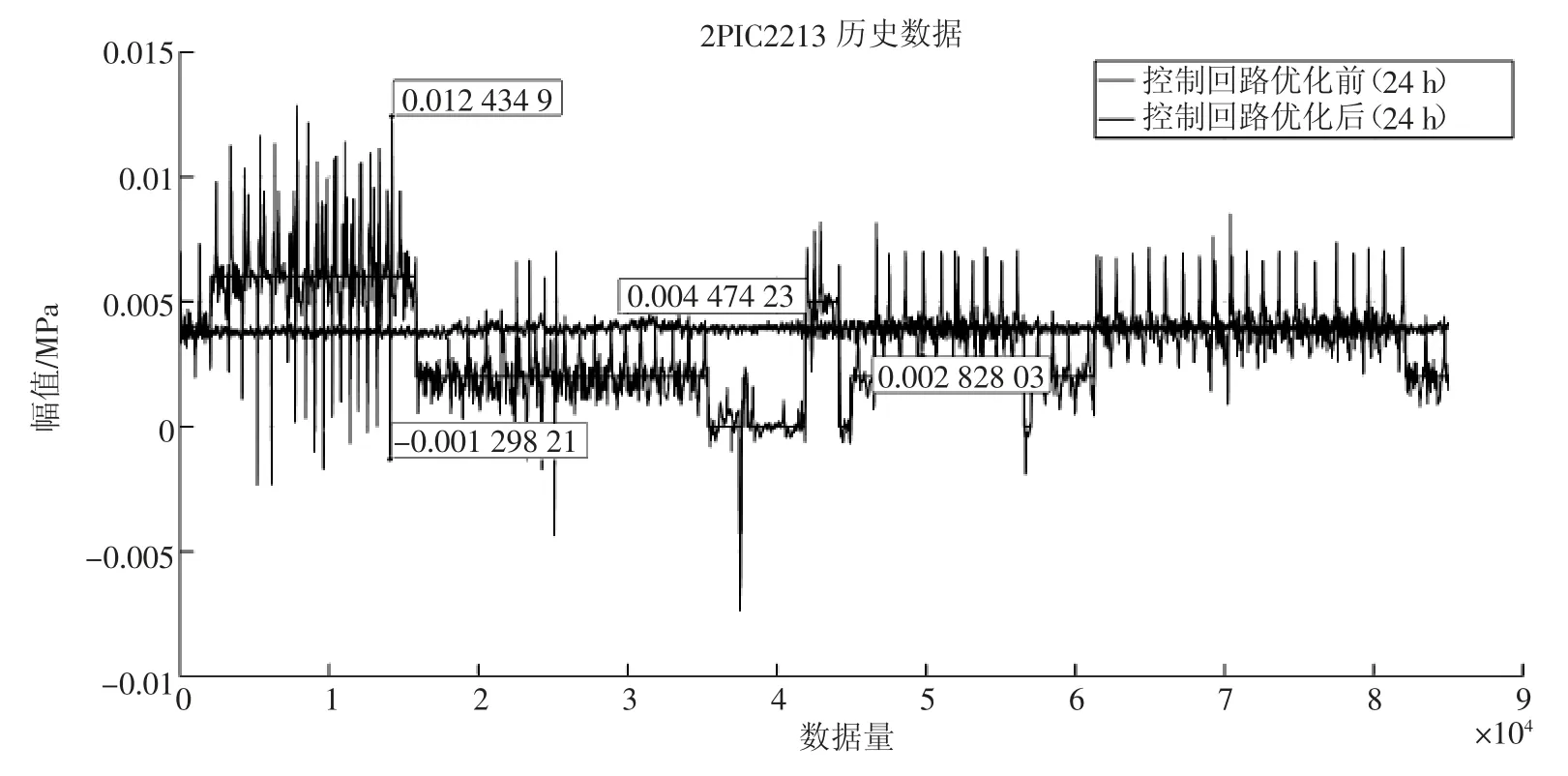
圖1 進床總管蒸汽壓力回路運行圖

圖2 一床一室中部溫度回路運行圖
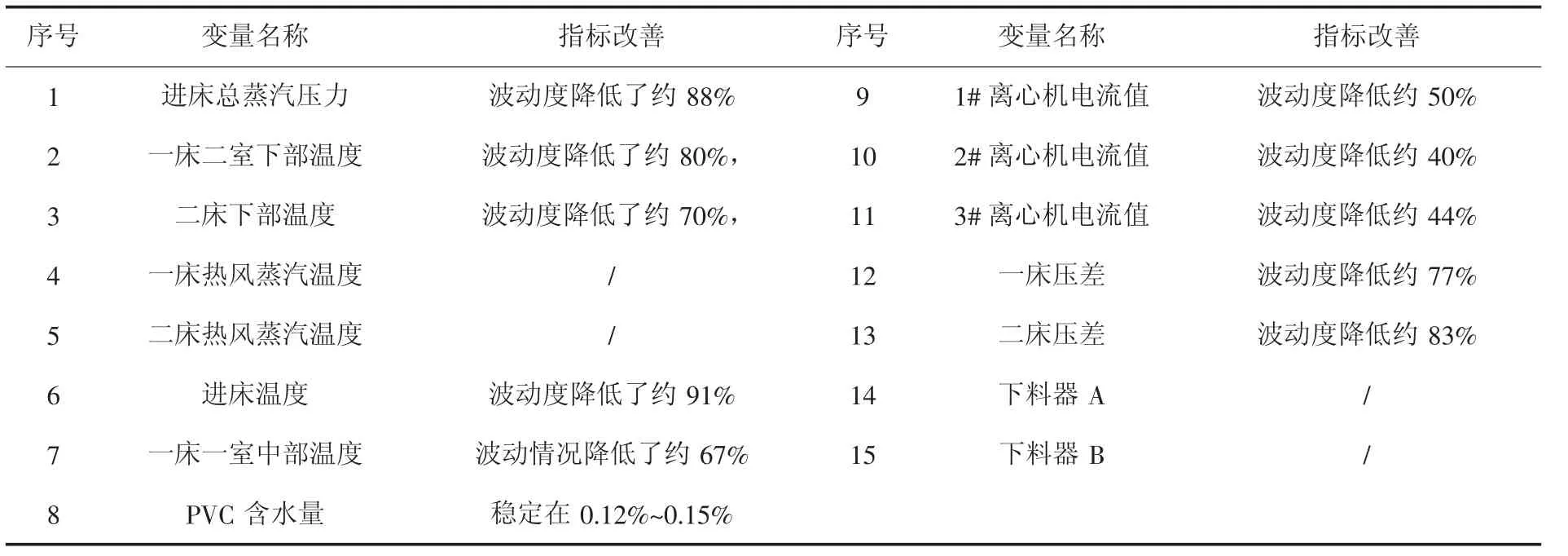
表2 各指標的改善情況
4.2 人員操作次數(shù)改善情況
先進控制試用后選取2PIC2213.SV、HIC_2UT2201_6A.MV、HIC_2UT2201_6B.MV、2EIC2201A.SV、2EIC2201B.SV和2EIC2201C.SV等6個控制回路進行了操作統(tǒng)計分析。操作次數(shù)對比圖見圖3。從圖3可以看出(橫坐標“1、2、3、4、5”表示先進控制投入前,“6、7、8、9、10”表示先進控制投入后), 先進控制投用后2PIC2213.SV、HIC_2UT2201_6A.MV、HIC_2UT2201_6B.MV、2EIC2201A.SV、2EIC2201B.SV和2EIC2201C.SV操作人員的操作次數(shù)有了顯著的降低,顯著降低了崗位操作人員的勞動強度。
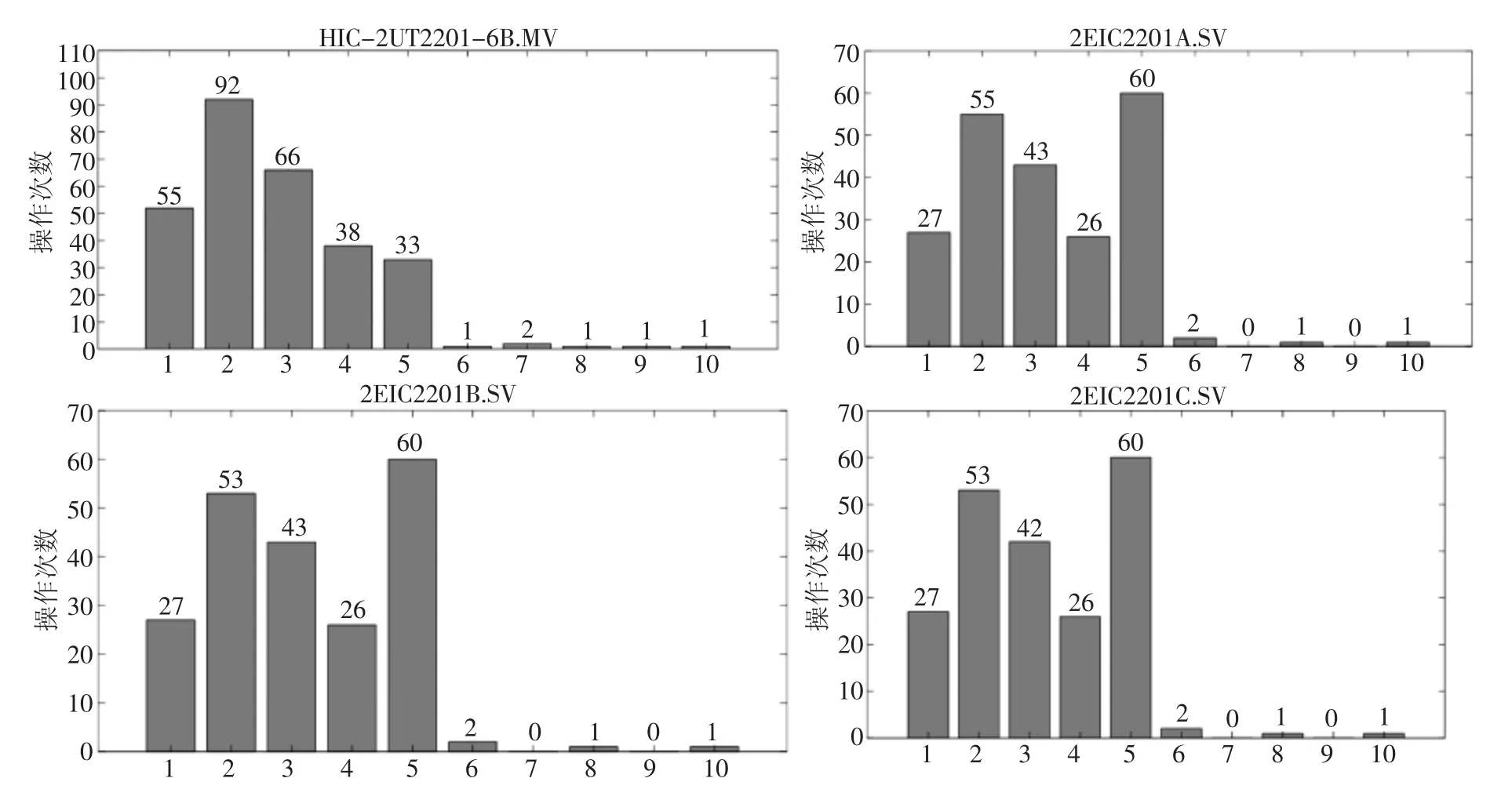
圖3 操作次數(shù)對比圖
5 投用后存在的問題及解決方案
5.1 加入到PVC料漿中的中和劑混合不均勻
通過分析運行數(shù)據(jù)可以看出,PVC料漿中加入中和劑后,該中和劑與PVC料漿的混合程度不夠(體現(xiàn)在pH值測量值上),對PVC干燥的穩(wěn)定運行有很大影響,當pH值測量值上升,離心機扭矩測量值上升,離心槽液位測量值上升,一床壓差測量值下降,所以pH值的波動越大對離心槽液位和一床壓差影響越大。
改進措施,一方面將前期一次性加入使用濃度為5%的中和劑溶液,更換成濃度為2.5%的溶液并且分多次加入,另一方面重新恢復前期故障停用的的離心槽攪拌器,通過攪拌讓PVC料漿與中和劑混合更加均勻。
5.2 系統(tǒng)低負荷時不能正常投用
先進控制軟件在系統(tǒng)進行清釜作業(yè)、檢修等低負荷運行的情況下會自動切除,需要操作人員手動干預生產。
改進措施,在后續(xù)的控制過程中加入系統(tǒng)負荷判斷條件,收集不同負荷下的最佳控制參數(shù),依據(jù)生產負荷數(shù)據(jù)建立不同的控制模型。雖然這樣可以實現(xiàn)高低負荷之間的控制方式切換,但由于低負荷下各項指標可調性下降,波動度提升,導致先進控制效果不明顯,所以干燥生產系統(tǒng)在低負荷下的可用性還需要進一步驗證。
6 結語
先進控制技術投運后,PVC干燥系統(tǒng)的各項指標波動度較投用先進控制之前有了明顯下降,生產穩(wěn)定性有了顯著提高。尤其是PVC的含水指標較之前比穩(wěn)定控制在0.12%~0.15%,既不影響樹脂的質量,還很好地改善了樹脂的靜電指標。通過合理優(yōu)化風量的分配應用,干燥床的干燥溫度也較之前有所下降,改善了干燥過程又節(jié)約了部分蒸汽消耗,有利于節(jié)能降耗。本次先進控制改造只對PVC干燥的一條生產線進行了技術性試驗,后續(xù)該技術可以全面推廣至公司的其他生產線,實現(xiàn)生產效益最大化。