飛秒激光制備CFRP微納結構表面的潤濕現象研究
2022-12-28 04:49:32劉思琦劉克張明池陶海巖
長春理工大學學報(自然科學版) 2022年6期
關鍵詞:碳纖維
劉思琦,劉克,張明池,陶海巖
(長春理工大學 物理學院,長春 130022)
碳纖維增強復合材料(Carbon fiber reinforced plastic/polymer,簡稱CFRP)。是使用堆疊編織的碳纖維絲束作為增強體,環氧樹脂作為基體材料的復合材料。CFRP具有超高的剛度,并且在韌性、抗沖擊性、抗疲勞性能以及能量吸收能力等方面具有獨特優勢。目前CFRP復合材料主要應用于航空航天和汽車工業等領域[1-6]。
近年來汽車輕量化被認為是節能減排、實現綠色可持續發展的重要途徑之一。輕量化主要通過材料減重的方式實現,這種方法可在不引入新設計的情況下直接大幅度地減輕汽車整體重量。因此當前鋁合金這種輕質材料已經得到廣泛應用。但要進一步地減輕汽車的重量,就要使用密度小質量更輕的高性能新材料。在汽車工業領域,與傳統的鋼、鋁等金屬材料相比,CFRP可以同時滿足汽車工業對于輕量化、安全性等要求[7]。近年來,隨著其制造技術的進步和成本的降低,CFRP在國際汽車領域已經有了一些相關應用。例如,在寶馬I3和蘭博基尼的Murciélago的車身均采用了全CFRP單殼體。除此之外,多種CFRP結構件也大量應用于寶馬、大眾、奧迪、阿斯頓馬丁等車企中[8]。
目前研究表明,如果要把CFRP大規模用在車企制造行業中,需要對CFRP表面進行處理,目前有許多方法可以用于處理方案中,例如,機械處理法、等離子處理法[9]、化學處理法[10]、電暈放電處理法[11]等。但是,以上這些方法都具有一定的弊端:機械處理雖然成本低,但工藝性能不均勻,很容易損壞CFRP的纖維結構,造成潛在斷裂風險,破壞CFRP的力學性能;等離子體處理,可以有效去除CFRP表面的脫模劑和污染物,但是對CFRP表面形貌修改能力有限;而激光處理具有工藝穩定、可控、環境友好等優勢,這種方法可實現清除表面雜質,完成表面微納結構制備,還可以通過選擇特定的激光器可實現表面官能團形成。這已經在航空膠接工藝中得到應用,但是傳統激光(連續或長脈沖激光)處理方式仍然存在表面熱損傷及對纖維的破壞等問題。
激光處理由于加工效率高,在材料的加工方面已經被應用于改變材料的粗糙度和改變材料的潤濕性。Akman E[12]研究了激光通量和膠層厚度對CFRP膠接強度的影響。利用脈沖二氧化碳激光器對CFRP表面進行處理,獲得了用于膠接的合適的CFRP復合材料表面。改變激光通量進行激光處理,當較低的累積激光能量傳到CFRP材料表面時,材料表面環氧樹脂去除面積不夠大,膠接接頭的破壞類型是內聚破壞;而在較高能量累積激光處理下,可以觀察到碳纖維/環氧樹脂分層和碳纖維斷裂效果。德國WEBER R等人[13]對YS80氰酸酯和T700環氧樹脂兩種CFRP進行了鉆孔實驗,探究了使用掃描振鏡和光學衍射元器件等光束傳輸系統各自的加工效果,實驗研究結果發現使用掃描振鏡式的加工效率高,對于增強材料纖維的損傷較小,但是鉆孔的精度不好準確控制。里斯本大學研究了超快激光加工CFRP的加工效果[14]。目前超快激光加工CFRP的研究主要針對于CFRP中的碳纖維材料與環氧樹脂材料的燒蝕閾值建模和鉆孔研究,但是關于飛秒激光處理CFRP表面的工藝和研究仍然處于探究階段和起步階段。
本文通過飛秒激光處理CFRP表面,飛秒激光技術方案具有低損傷、高精度、能夠在任何材料均能有效制備微納結構的特點和獨特優勢。在不同的激光參數下對CFRP表面進行處理。對處理之后的CFRP表面進行形貌、潤濕性等表征。并且對加工過程中出現的缺陷進行分類和成因分析,研究飛秒激光作用在CFRP的影響機制和影響規律。
1 實驗
實驗中采用的2 mm×25 mm×100 mm CFRP樣品中,作為增強體的碳纖維絲是日本東麗公司生產的T300型碳纖維絲,基體材料是環氧樹脂,表1是CFRP的具體性能參數。為了讓材料對飛秒激光的吸收率盡可能高,達到高效去除材料的目的,所以樣件表面選擇啞光表面。

表1 CFRP具體性能參數
實驗裝置如圖1所示,飛秒激光使用的是天津凱普林激光科技有限公司生產的20 W紅外光纖飛秒激光器,中心波長為1 030 nm,重復頻率為 10~400 kHz,脈寬是 290 fs,最大輸出單脈沖能量50μJ。實驗使用的掃描振鏡系統為德國SCANLAB掃描振鏡,XY軸最大工作范圍為100×100 mm2,鏡組將激光束垂直聚焦于樣品臺上,焦距為167 mm。通過軟件程序控制激光器和振鏡工作。此外,由于對樣品表面結構的加工位置有嚴格要求,采用旁軸定標的方式來實現樣品表面相對于聚焦鏡頭的準確定位。在實驗之前,使用超聲波分別在無水乙醇和去離子水中對CFRP表面進行清洗,去除表面污漬。實驗中處理區域面積為25 mm×25 mm,如圖1所示。
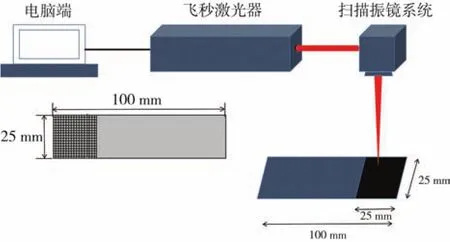
圖1 飛秒激光加工過程和掃描方案
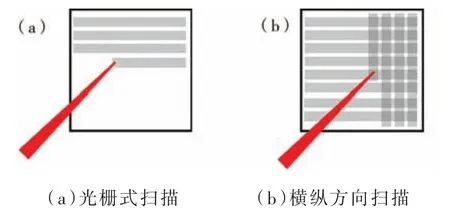
圖2 掃描路徑
激光處理的過程中,通過改變激光加工的掃描速度來改變激光在CFRP表面的能量注入量,這樣可以得到不同表層去除的CFRP表面,使得CFRP表面出現不同程度的環氧樹脂去除情況和不同的表面形貌。本實驗中的加工速度選擇1.2 m/s、1.4 m/s、1.6 m/s、1.8 m/s、2.0 m/s、2.2 m/s、2.4 m/s、2.6 m/s、2.8 m/s九種掃描速度。在激光處理CFRP表面后,使用超聲波無水乙醇中對CFRP表面進行清洗。
2 結果與討論
2.1 激光處理對CFRP表面形貌的影響
CFRP的組成中有兩種材料,包括環氧樹脂基材和增強材料碳纖維,所以加工現象主要會發生在兩種材料上。圖3是前期在CFRP表面加工出現的四種加工階段。經過激光處理之后,CFRP表面的環氧樹脂先發生去除效果,圖3(a)在未去除完全的環氧樹脂表面可以看見飛秒激光加工的路徑,未去除完全的環氧樹脂表面有溝槽結構出現;圖3(b)是激光注入量增大以后,環氧樹脂大規模去除,CFRP的增強材料碳纖維暴露在表面;圖3(c)表示表層環氧樹脂去除完全之后,碳纖維發生輕微燒蝕現象;圖3(d)是增強材料碳纖維發生大規模的折斷和損傷現象。
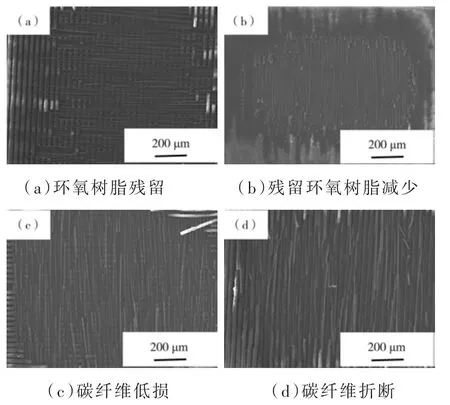
圖3 不同加工階段
圖4是不同掃描速度處理之后的CFRP表面形貌,圖4(a)是1.2 m/s的速度下,表面沒有環氧樹脂材料殘留,但增強材料碳纖維有損傷折斷現象;隨著速度的提高,在1.6 m/s時開始出現環氧樹脂材料殘留,如圖4(c)所示,碳纖維損傷情況削弱;當速度達到2.2 m/s以后,從圖4(f)中可以看出碳纖維折斷面積逐漸變小。這種現象可以解釋為,當速度過低時,CFRP材料表面的單位面積沉積的能量高,對于環氧樹脂的去除率高,碳纖維絲束裸露多于環氧樹脂材料,CFRP材料表面單位面積的能量注入量更多,對環氧樹脂的去除效果更為明顯,速度過低還會對碳纖維造成損傷;而速度過高時,CFRP材料表面的環氧樹脂去除率不高,但是對碳纖維損傷微弱。由此可見,隨著速度減慢,聚焦的能量轉換為熱能,導致CFRP表面溫度升高,表面基材會被消除。所以在CFRP表面注入的能量越多,去除表面材料的面積也就越大。
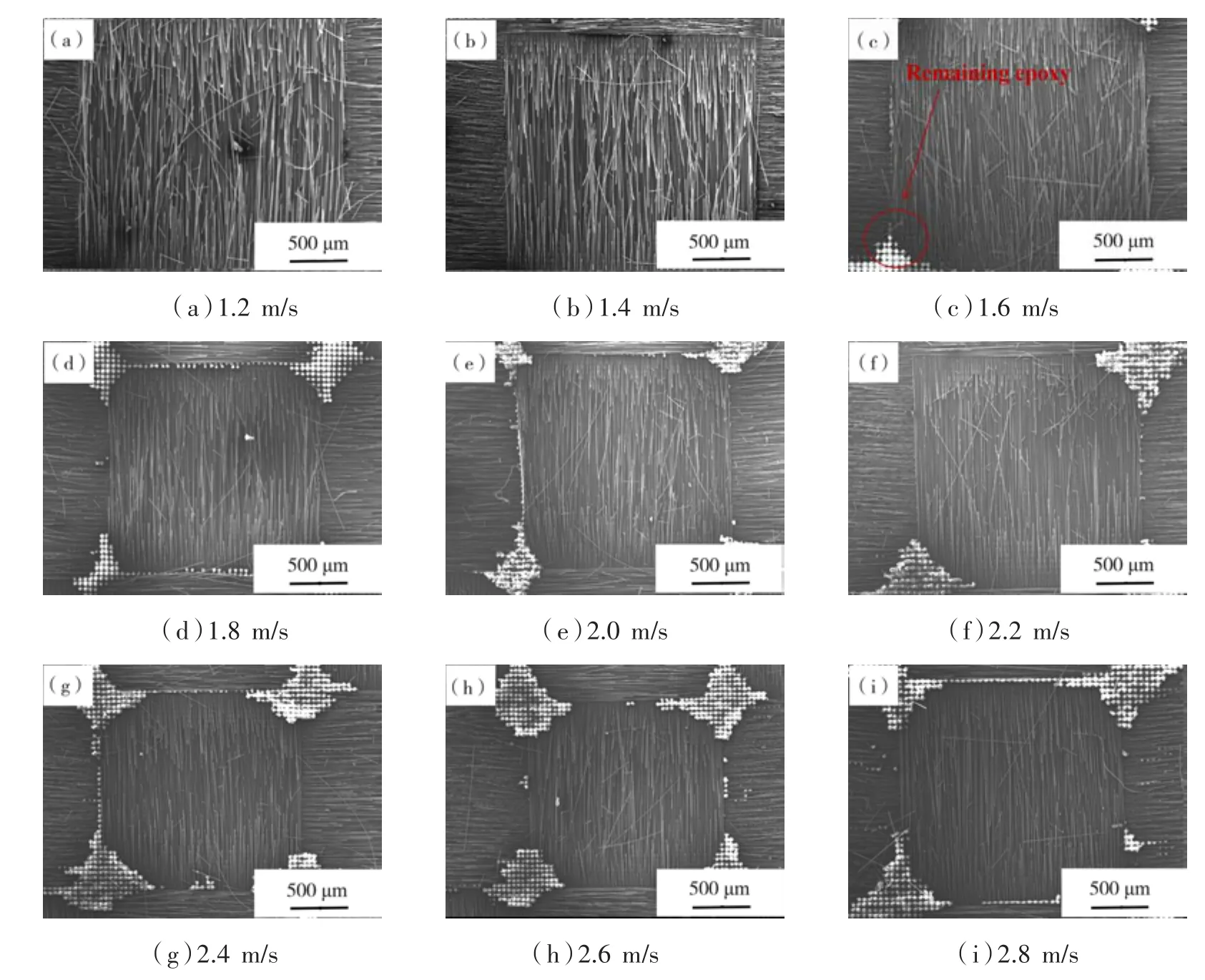
圖4 不同掃描速度處理后的表面形貌
圖5是環氧樹脂表面的柱狀結構,是速度為2.0 m/s和1.6 m/s時對應在CFRP表面的微納結構。圖5(a)圖是重復頻率為400 kHz,掃描間距為0.05 mm,掃描速度為2.0 m/s,掃描次數為3次時,會在CFRP的單元格編織處出現柱狀結構。柱狀結構的出現區域面積隨著掃描速度的變化而變化。在加工過程中,圖5(b)把掃描速度變為1.6 m/s,速度變快導致單位時間內向單位面積注入的能量變小,低速時單位面積內注入能量多,表層環氧樹脂的結構會逐漸消失形成不規則的環氧樹脂顆粒,在編織邊緣處的環氧樹脂材料的去除率有所提高。并且碳纖維的裸露面積也在逐漸增大。
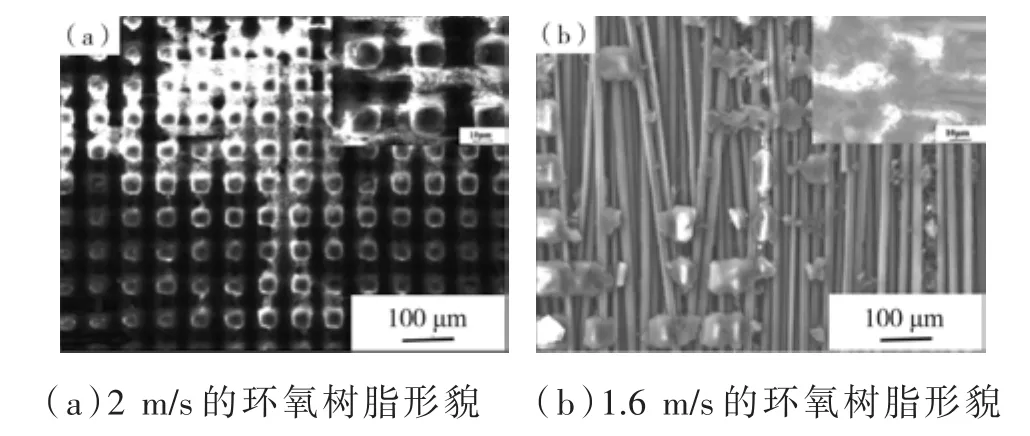
圖5 環氧樹脂表面的柱狀結構
2.2 激光處理對CFRP表面潤濕性的影響
接觸角是表征液體浸潤狀態的一個物理參數,表示在固體表面上的液滴達到固液界面的熱動力平衡后,在氣-液-固三相線交點,氣液界面的切線與固液界面(多為固體表面)的夾角。通過其大小便可直觀把握此液體在此固體表面的浸潤狀態。接觸角越小代表著CFRP表面的環氧樹脂去除效果好。
2.2.1 激光掃描速度對CFRP表面接觸角的影響
激光未處理之前,CFRP表面與水的接觸角為 101.38°,與丙三醇的接觸角為 90.83°,圖6是不同掃描速度下的接觸角測量圖,可以看出,隨著掃描速度增大,激光處理后的CFRP表面與水和丙三醇的接觸角逐漸升高。當速度最低為1.2 m/s時,與水的接觸角為22.42°,與甘油的接觸角為61.13°,此時與兩種液體達到了最佳的浸潤狀態。隨著掃描速度的增大,接觸角會逐漸趨向緩慢增加的狀態,此時雖然激光處理完成了對CFRP表面的改性和粗糙度的改變,但是單位面積注入能量過低,所以對CFRP表面環氧樹脂的去除率下降,液滴無法與CFRP表面更好地浸潤,所以在最低速1.2 m/s時的接觸角是最小的,表面的潤濕性最好。
①觀察兩組患者的遵醫性、疾病相關知識掌握程度及滿意度。②記錄患者住院期間和出院隨訪的遵醫性,制定患者滿意度調查表:100分為滿分,大于90分為非常滿意,80分-90分為滿意,<80分為不滿意。非常滿意率+滿意率為總滿意率。
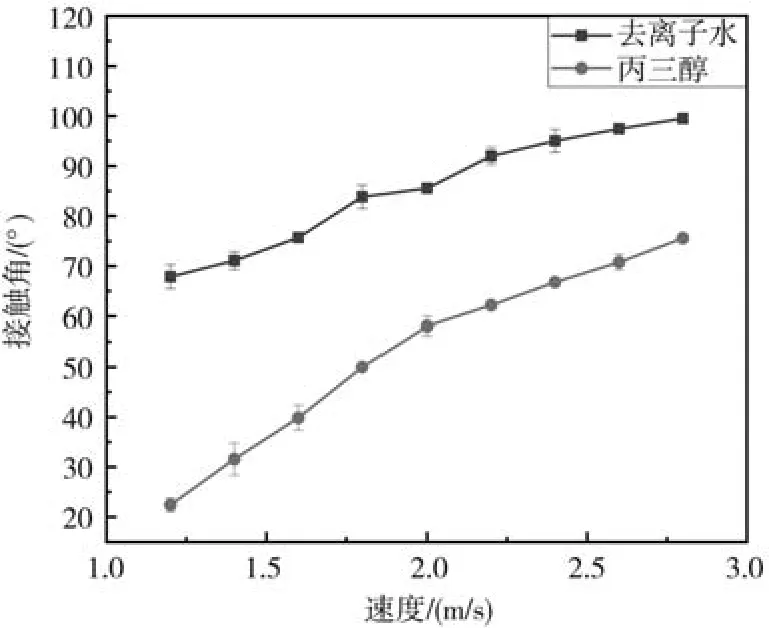
圖6 不同速度對應的接觸角曲線
2.2.2 激光處理對表面能的影響
表面能是由于材料表面的化學組分與微觀結構分布不均,導致表面存在的分子間相對距離與相互作用程度皆有不同,致使表面分子表現出引力差距,產生的能量即為表面能。從上述實驗測量得到的接觸角可以計算出加工后的CFRP表面的表面能。表面能使用Young氏方程和 OWRK(Owens-Wendt-Kaelble)方法[15]進行計算,表2是去離子水和丙三醇的表面能參數。
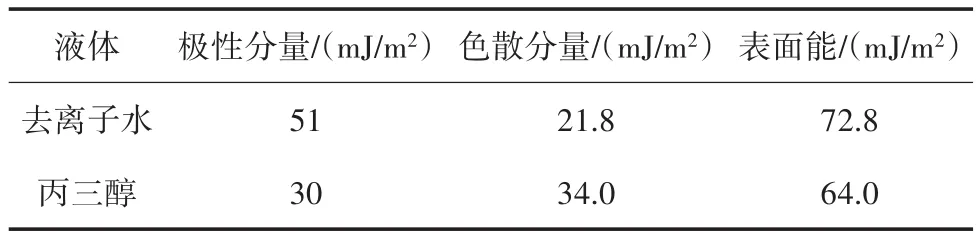
表2 去離子水和丙三醇的表面能參數
Young氏方程為:

其中,θ是接觸角;γS是固體表面自由能;γSL是固-液界面的表面張力;γL是液體表面張力。
OWRK計算方法是:

由以上兩個公式可以得:

式中,γSd是固體色散分量;γSp是固體極性分量;是液體色散分量;γLp是液體極性分量。則加工后的固體表面能計算如下:

表3是不同掃描速度處理后對應的表面能。九組速度對應的表面能和速度的變化呈反比例關系,即速度增大的情況下,表面能會有所下降。其中色散分量反映的是范德華力中的非極性部分,包括偶極與偶極的相互作用等,即固體的表面形貌;極性分量代表的是偶極及誘導極作用,還有氫鍵作用等,即測試液體和固體表面的原子之間的作用。
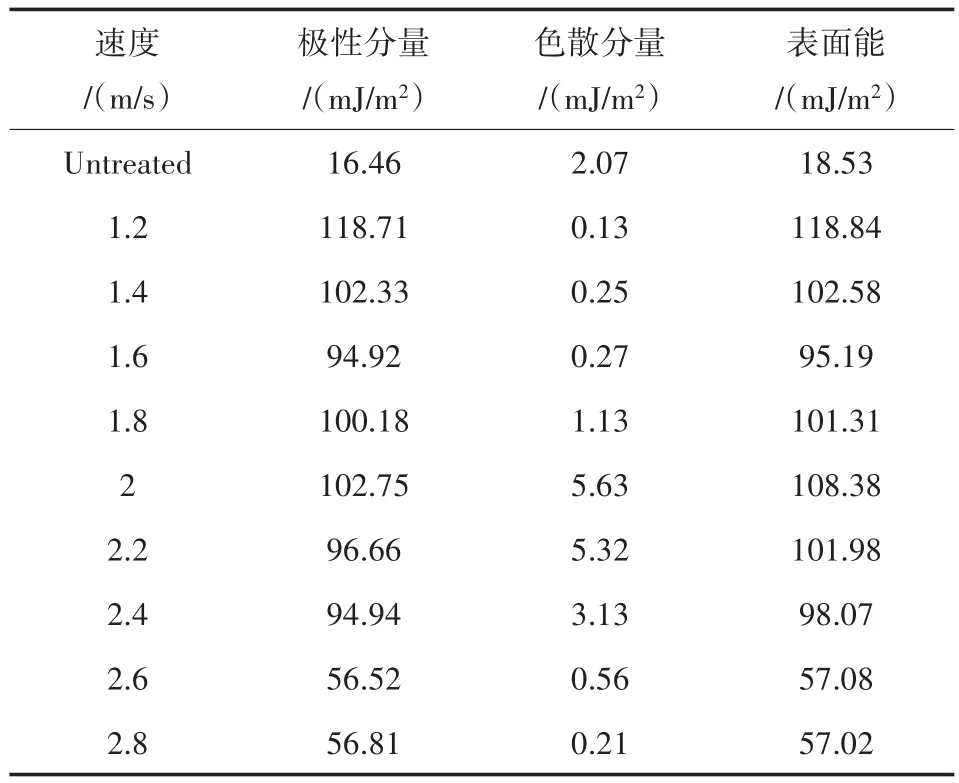
表3 不同速度處理下的CFRP表面能
激光處理后的CFRP材料表面的接觸角不同是因為處理之后CFRP表面的色散分量和極性分量共同作用的結果。結果表明,對于未處理之前的CFRP表面的表面能為18.53 MJ/m2(極性分量為 16.46 MJ/m2,色散分量為 2.07 MJ/m2),其中色散分量相比極性分量極低,所以CFRP原表面與非極性液體之間的作用力較低,接觸角最大;1.2 m/s的速度處理后的表面能為118.84 MJ/m2(極性分量為118.71 MJ/m2,色散分量為0.13 MJ/m2),低速激光處理下,單位面積能量注入較多,對CFRP表層的環氧樹脂去除面積大,同時激光處理增大了CRRP表面的碳纖維的自由能,潤濕性增強,接觸角最小;2.8 m/s的速度處理后的表面能為57.02 MJ/m2(極性分量為56.81 MJ/m2,色散分量為0.21 MJ/m2),高速激光處理下,單位面積能量注入量低,CFRP表層環氧樹脂去除面積小,其中的色散分量是激光處理中較低的,所以接觸角是最大的。從1.2~2.8 m/s的變化中,可以看出,隨著激光能量注入量的增高,激光處理的CFRP的表面能會有所提高,接觸角會出現隨著速度降低而減小的趨勢。
2.3 飛秒激光微納結構表面在不同環境溫度下的潤濕性研究
2.3.1 不同溫度下的潤濕性表征
降低CFRP表面溫度采用接觸角測量儀自帶的溫控模塊,溫度控制模塊由帕爾貼溫度控制單元(溫度范圍:-30℃~160℃;±0.1 K)和PID溫度控制器組成,如圖7所示。通過接觸角測量儀自帶的軟件可直接對溫控平臺的溫度進行調整進而實現改變樣品溫度。

圖7 接觸角測量儀溫控模塊
2.3.2 溫度的變化對接觸角的影響
為了探究溫度變化對CFRP表面接觸角的影響,把溫度分為20℃、30℃、40℃、50℃和60℃,測得不同溫度下接觸角的大小。圖8所示是不同溫度下的接觸角變化,激光處理后的CFRP表面對于去離子水來說,接觸角隨溫度的升高而升高,意味著表面潤濕性隨溫度的升高而逐漸變得更疏水。表面溫度在低于40℃時,制備的表面的接觸角的變化最為明顯。繼續升高溫度,接觸角變化緩慢。這是因為表面溫度升高時,表面的微納結構不會產生變化,而表面能會隨著溫度的升高而逐漸減小,當表面能減小時,表面固體分子對表面液滴的作用力就越小,表面就越疏水。而當溫度持續升高到大于40℃時,雖然表面能繼續升高,但是受限于表面形貌等其他因素的影響,表面接觸角的變化達到一個平緩狀態,溫度的升高不會再對表面接觸角的大小起明顯的作用。而對于丙三醇來說,接觸角隨著溫度的升高而升高,可以認為這是由于油性液體的特性,溫度越高,流動性越強,與CFRP表面的潤濕性更好,接觸角更小。
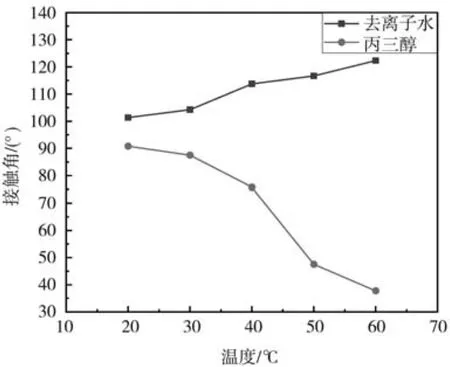
圖8 接觸角隨溫度變化曲線
2.4 飛秒激光加工CFRP過程中出現的缺陷及其成因分析
基于以上對飛秒激光加工CFRP的實驗的表面形貌和潤濕性分析,即飛秒激光加工CFRP材料基于能量注入大小與CFRP兩個組成部分(環氧樹脂與碳纖維絲束)的加工閾值大小不同關系會產生作用效果不同的三個階段:一為注入能量尚低于完全去除環氧樹脂加工閾值,二為注入能量可完全去除環氧樹脂但尚未達到對碳纖維的燒蝕閾值,三為注入能量以可致碳纖維絲束的微納結構制備及損傷。在進行實驗時發現此三階段分別對應一種加工缺陷現象,故在此節對此三種缺陷現象進行描述與分析。
在第一階段,注入能量過低導致CFRP表面的環氧樹脂并沒有完全汽化脫離材料表面,而是部分在熱解反應過程中沒有達到汽化溫度而殘留在材料表面形成熔渣,圖9(a)可以看出這種現象多見于溝槽加工起始處,掃描速度較快時由于振鏡加工有加速與減速過程,溝槽加工的首末兩端的速度相對稍低,所以光斑重疊率較大,也就是高能量的累積更容易產生熔渣。所以多脈沖加工工藝比單脈沖加工更容易出現熔渣缺陷。這種缺陷可以通過調整工藝參數實現對熔渣的有效控制。

圖9 激光加工過程中缺陷形貌
第二階段完成了CFRP樣品表面的環氧樹脂的選擇性去除,而單位注入能量還未達到碳纖維的加工閾值時,但是此時能量對碳纖維的影響已經產生,在實驗中碳纖維絲束會發生“氣脹”現象,CFRP中的碳纖維的主要成分是碳原子、氮原子和含有少量氫的其他原子,激光加工過程中,材料中的氮原子會以氮氣形式逸出,氮氣會填充原有的小空洞中,在碳纖維內部有新的孔洞產生,造成碳纖維的內部結構發生變化,碳纖維的直徑會增大,在CFRP樣品邊緣的碳纖維絲束出現“氣脹”現象。材料邊緣碳纖維發生“氣脹”現象的可能性是最大的,圖9(b)邊緣碳纖維有向外膨脹的現象。
第三階段是飛秒激光在環氧樹脂完全去除干凈之后對暴露出來的碳纖維直接加工的階段,圖9(c)是在CFRP表面完全去除環氧樹脂的能量會對碳纖維造成損傷,可能會影響碳纖維本身優良的力學特性,這種損傷可能還會帶來的表面特殊潤濕狀態,因為激光加工還可以改變碳纖維的表面能。
3 結論
本文系統研究了掃描速度對CFRP表面形貌和潤濕性的影響規律,并通過Young氏方程和OWRK公式計算出不同掃描速度的激光處理后的色散分量和極性分量,加工的掃描速度越大,接觸角越大,潤濕性越差;然后分析了掃描速度對CFRP的環氧樹脂去除的微觀形貌,在低速的處理速度下,對表層的環氧樹脂去除最佳。
猜你喜歡
紡織科學研究(2021年6期)2021-12-02 20:32:56
建材發展導向(2021年14期)2021-08-23 00:56:58
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年1期)2018-12-07 00:40:26
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:08