高強(qiáng)鋼板成型回彈補(bǔ)償方案的優(yōu)化及應(yīng)用
2023-01-03 11:54:54蘇德雄
汽車零部件 2022年12期
關(guān)鍵詞:分析
蘇德雄
廣汽本田汽車有限公司,廣東廣州 510700
0 引言
隨著汽車輕量化越來越普及,高強(qiáng)鋼板在車身上占比越來越高,經(jīng)ULSAB組織研究發(fā)現(xiàn),當(dāng)車身上超高強(qiáng)度鋼板應(yīng)用超過80%,可以在保證車身安全性能的同時(shí),和普通汽車相比,質(zhì)量下降20%左右,很好地實(shí)現(xiàn)了汽車輕量化的目的。但隨著鋼板強(qiáng)度的提高,其成型性不斷惡化。一般的汽車鈑金件多采用冷沖壓工藝,鈑金在沖壓成型過程中會(huì)出現(xiàn)壓傷、起皺、回彈等缺陷。特別是對(duì)于高強(qiáng)度鋼板,在冷沖壓過程中會(huì)存在嚴(yán)重的回彈缺陷,這是汽車精度管控領(lǐng)域的重要難點(diǎn)課題。
常規(guī)CAE分析方法費(fèi)時(shí)費(fèi)力,很難達(dá)到高強(qiáng)鋼板回彈精算需要的分析效果。為此,本文提出了CAE優(yōu)化方案,以控制高強(qiáng)鋼板成型回彈量。
1 高強(qiáng)板CAE模擬效果提升對(duì)策
1.1 CAE參數(shù)的設(shè)定
通過CAE導(dǎo)入數(shù)模網(wǎng)格細(xì)化、關(guān)鍵參數(shù)設(shè)定標(biāo)準(zhǔn)化來提高CAE的分析精度。CAE各參數(shù)設(shè)置對(duì)照見表1。
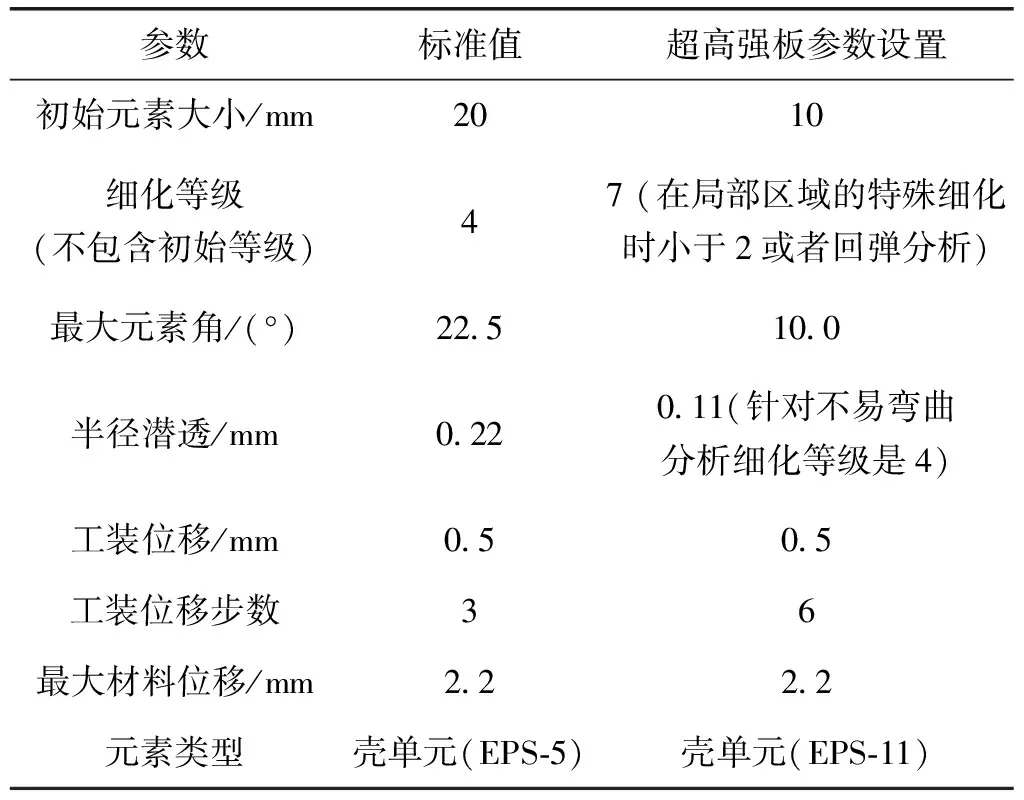
表1 CAE各參數(shù)設(shè)置對(duì)照
1.2 摩擦因數(shù)的設(shè)定
摩擦因數(shù)和產(chǎn)品的成型性分析、回彈分析有著密不可分的聯(lián)系,根據(jù)不同的產(chǎn)品材質(zhì)、模具材質(zhì)、光潔度等進(jìn)行區(qū)分設(shè)定,并建立摩擦因數(shù)設(shè)定標(biāo)準(zhǔn)。模具在開發(fā)過程中摩擦因數(shù)一直在變化,例如高強(qiáng)鋼模具鑲塊在淬火前CAE分析的摩擦因數(shù)設(shè)置為0.15,按這個(gè)因數(shù)分析結(jié)果作為設(shè)計(jì)依據(jù);而模具開發(fā)過程中鑲塊淬火TD處理后,模具的實(shí)際摩擦因數(shù)按0.1來計(jì)算回彈。表2為CAE摩擦因數(shù)的設(shè)定。
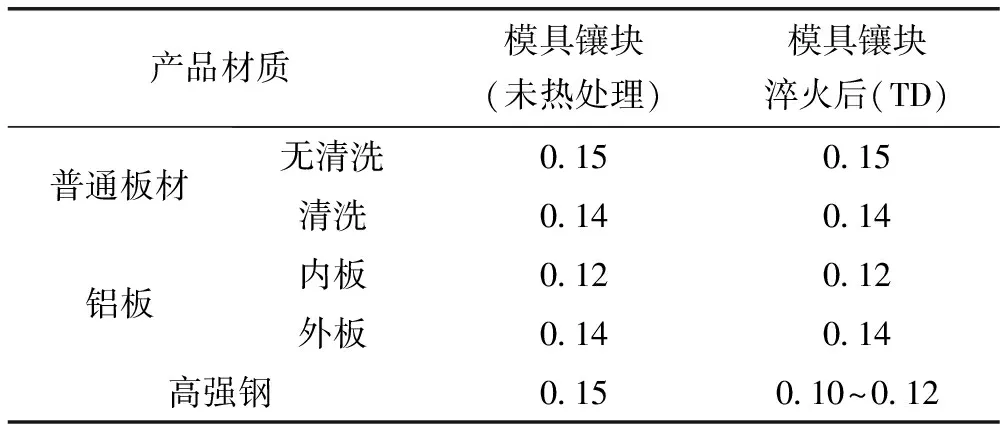
表2 CAE摩擦因數(shù)的設(shè)定
1.3 CAE分析材料參數(shù)的設(shè)定
高強(qiáng)鋼材料的機(jī)械性能波動(dòng)較大,CAE分析與實(shí)際材料的參數(shù)值很難達(dá)成一致。同一牌號(hào)不同鋼廠生產(chǎn)的材料機(jī)械性能也可能不一致,甚至同一廠家生產(chǎn)的不同爐號(hào)材料的機(jī)械性能也波動(dòng)很大。本文通過對(duì)每批次材料各參數(shù)進(jìn)行測量,并將數(shù)據(jù)繪制成Bell曲線,之后建立高強(qiáng)鋼材料數(shù)據(jù)庫。圖1為JAC780Y材料的高強(qiáng)鋼Bell 曲線。
根據(jù)圖1顯示,抗拉強(qiáng)度最大值為924 MPa,抗拉強(qiáng)度最小值為780 MPa,取抗拉強(qiáng)度Ts=835 MPa作為材料的中值。通過表3的應(yīng)力-應(yīng)變數(shù)值做曲線延伸,得出圖2的延伸曲線。
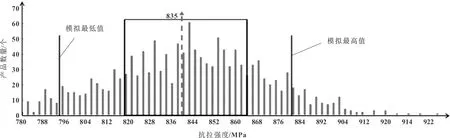
圖1 JAC780Y材料的高強(qiáng)鋼Bell曲線

表3 應(yīng)力-應(yīng)變數(shù)值
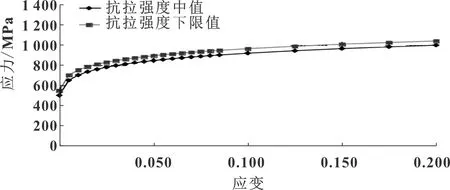
圖2 應(yīng)力-應(yīng)變延伸曲線
根據(jù)Hill(Ls-Dyna中為T37號(hào)材料模型)[1]和Barlat(T36號(hào)模型)[2]抗拉強(qiáng)度下限值為875 MPa,以此得出屈服強(qiáng)度中值為501 MPa,屈服強(qiáng)度下限值為548 MPa。最后得出表4作為CAE分析材料參數(shù)值,輸入AUTOFORM進(jìn)行分析。
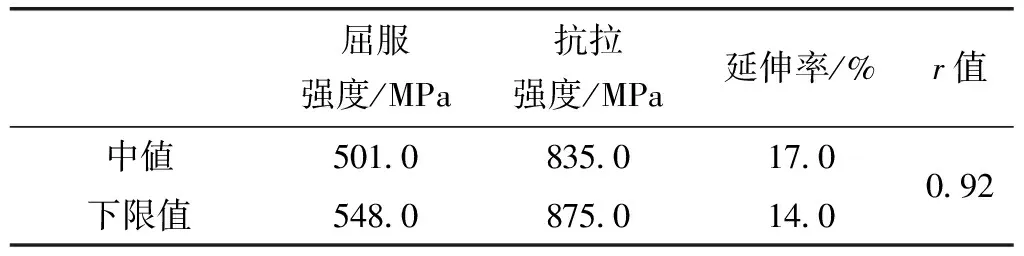
表4 CAE分析材料參數(shù)值
根據(jù)實(shí)際材料各批次實(shí)測值統(tǒng)計(jì)出Bell曲線,做出曲線延伸得出材料的中值,將中值作為CAE分析的材料設(shè)定數(shù)值,確保CAE分析的準(zhǔn)確性,同時(shí)保證CAE分析精度和成型后產(chǎn)品精度。
2 回彈倍數(shù)預(yù)估值及模面研磨補(bǔ)償量的設(shè)置
2.1 回彈倍數(shù)預(yù)估值設(shè)置
表5為回彈倍數(shù)預(yù)估經(jīng)驗(yàn)值。
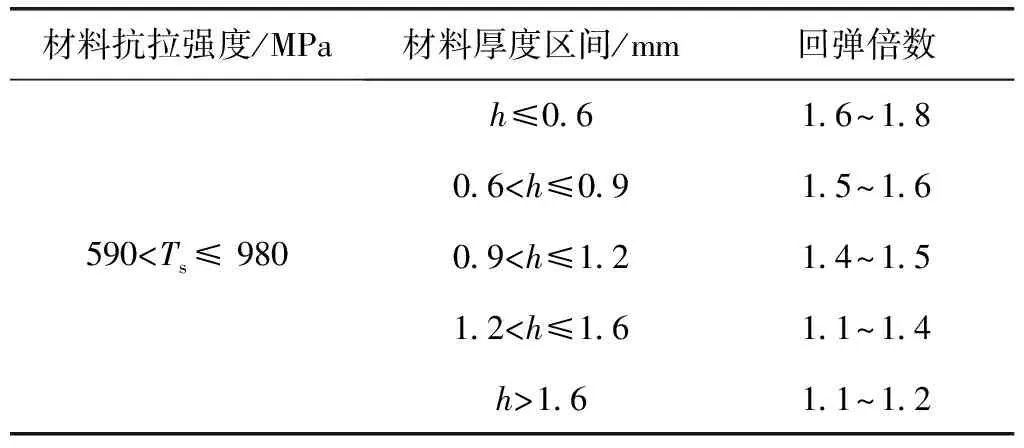
表5 回彈倍數(shù)預(yù)估經(jīng)驗(yàn)值
高強(qiáng)鋼CAE分析要完全準(zhǔn)確消除回彈是十分困難的。為了提高預(yù)測精度,需要對(duì)CAE成型性分析后的模面進(jìn)行回彈預(yù)判,并判斷零件尺寸是否滿足設(shè)計(jì)要求。如果超出零件尺寸公差,就需要對(duì)模面進(jìn)行回彈補(bǔ)償。然后檢討回彈補(bǔ)償后的模面是否滿足成型性要求。最后對(duì)回彈補(bǔ)償?shù)墓に嚹C孢M(jìn)行全工序模擬,并按照前面同樣方法循環(huán)進(jìn)行。重復(fù)上面的操作,直到最終的回彈尺寸滿足公差要求(CAE回彈精度基準(zhǔn)設(shè)置為±0.5mm)。
2.2 模面研磨補(bǔ)償量設(shè)置
所謂精細(xì)化模面[3],就是對(duì)凹角過渡進(jìn)行避讓處理、模具型面進(jìn)行補(bǔ)償、特征面緊配、輔助型面避讓、變薄處做模面不等間隙處理等。模具受壓時(shí)機(jī)床和模具本體均會(huì)發(fā)生一定變形,若不把機(jī)床和模具變型量補(bǔ)償?shù)侥>咝兔嬷校>呒床荒艿竭_(dá)下死點(diǎn)。建立模具實(shí)際研磨補(bǔ)償標(biāo)準(zhǔn),應(yīng)用到回彈精算中,回彈預(yù)借模面增加研磨補(bǔ)償量。表6為某新車型的模面研磨補(bǔ)償量。

表6 某新車型的模面研磨補(bǔ)償量
3 門檻板模具開發(fā)實(shí)例分析
3.1 門檻板CAE材料取值
門檻板CAE材料取值信息見表7。其中門檻板材料為DP1180,模擬材料為SPFC1180Y。

表7 門檻板CAE材料取值信息
由表7可知,屈服強(qiáng)度中值取858 MPa,屈服強(qiáng)度下限值為1 025 MPa,抗拉強(qiáng)度中值取1 258 MPa,抗拉強(qiáng)度下限值為1 288 MPa,異向變形指數(shù)取0.910,硬化指數(shù)取0.090 7,延伸率取8.4%。
3.2 門檻板 CAE模擬
門檻板 CAE模擬結(jié)果如圖3所示。

圖3 門檻板CAE模擬結(jié)果
由圖3的CAE分析最終結(jié)果顯示,最大變薄為9.99%,最大起皺因子為1.2%,最大回彈值(沒有預(yù)借回彈前)為11.49 mm。通過成型極限曲線(FLC)顯示一處R值變薄超差,其余均在CAE判定標(biāo)準(zhǔn)安全范圍內(nèi),當(dāng)R為2 mm時(shí),變薄超差可先放大凸模R由2 mm到3.5 mm來解決變薄問題,最后通過整形使R達(dá)到2 mm。圖4為門檻板全工序CAE分析過程。

圖4 門檻板全工序CAE分析過程
3.3 門檻板CAE回彈預(yù)借
CAE分析回彈值(未預(yù)借)如圖5所示。由圖可知,回彈最大值為11.49 mm,按圖6百分線做截面取回彈值。
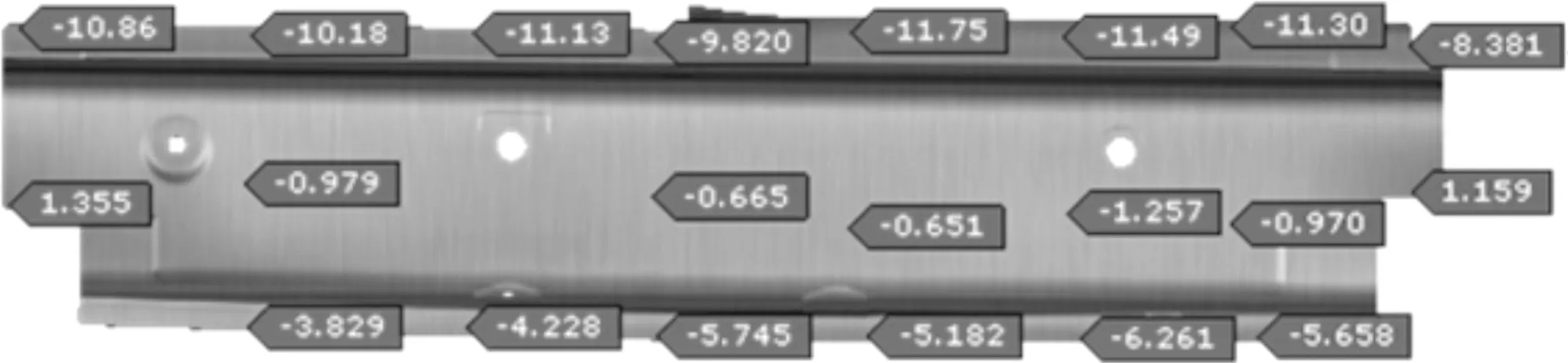
圖5 CAE分析回彈值(未預(yù)借)
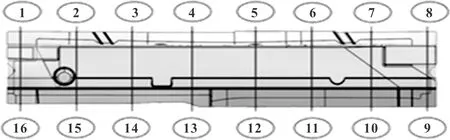
圖6 百分線測量
表8為各點(diǎn)回彈數(shù)值對(duì)應(yīng)關(guān)系。對(duì)應(yīng)回彈預(yù)借值修改模面數(shù)據(jù)反復(fù)進(jìn)行計(jì)算,最終得出圖7所示的CAE分析回彈預(yù)借值(僅一點(diǎn)超差0.3 mm),預(yù)借對(duì)應(yīng)的數(shù)據(jù)作為模具初次加工數(shù)據(jù)。

表8 各點(diǎn)回彈值對(duì)應(yīng)關(guān)系
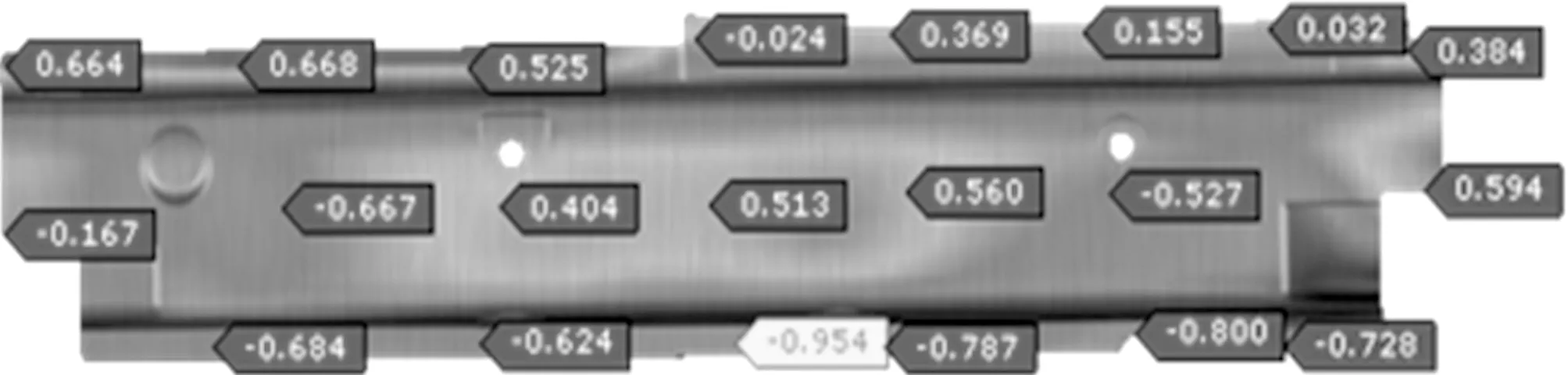
圖7 CAE分析回彈值(已預(yù)借)
3.4 門檻板模具調(diào)試
門檻板模具首次出樣T0品合格率為45.85%,CAE符合率為65%左右,各節(jié)點(diǎn)精度回彈整改過程如圖8所示。
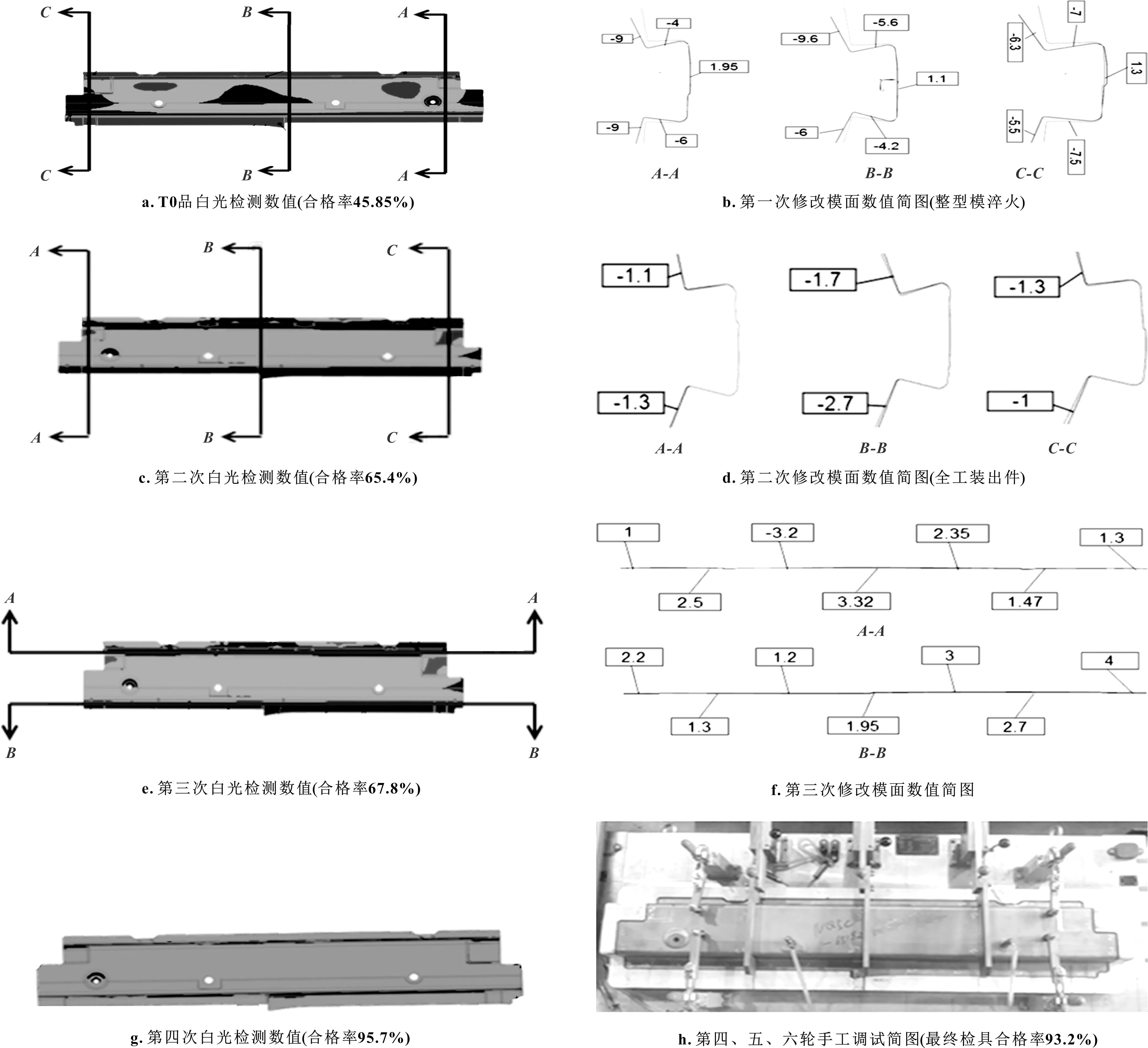
圖8 各節(jié)點(diǎn)精度回彈整改過程
按照白光檢測數(shù)據(jù),參考回彈倍數(shù)經(jīng)驗(yàn)值修改模面數(shù)據(jù)修改回彈3次,分別是:翻邊整形工序一次、側(cè)整形工序二次回彈、鉗工手工微調(diào)。鉗工調(diào)回彈主要對(duì)翻邊整形工序凸模R值進(jìn)行局部縮放處理和對(duì)局部回彈面進(jìn)行強(qiáng)壓處理[4-5]。結(jié)果表明:模具最終達(dá)到全工裝移模狀態(tài),合格率達(dá)到 95.7%,檢具合格率為93.2%,產(chǎn)品最大變薄率為6.5%。
3.5 門檻板模具對(duì)比分析
門檻板模具通過CAE設(shè)置精度提升,材料實(shí)測取中值分析、CAE回彈預(yù)借、精細(xì)化模面數(shù)據(jù)、機(jī)床研磨補(bǔ)償?shù)葢?yīng)用以及模具調(diào)試強(qiáng)壓等措施,與傳統(tǒng)的制模方式比較均有較大提升。表9展示了新方案與傳統(tǒng)的制模方式(兩組1 180 MPa門檻板模具開發(fā)各項(xiàng)數(shù)據(jù))對(duì)比提升情況。

表9 新方案相比傳統(tǒng)方式效果提升情況
4 結(jié)束語
本文在高強(qiáng)板件模具設(shè)計(jì)中提升CAE材料參數(shù)取值精確度,提出了高強(qiáng)鋼板回彈CAE參數(shù)設(shè)置方式,列舉了高強(qiáng)鋼模具回彈整改方法,有效保障產(chǎn)品加工精度和模具壽命。通過對(duì)某車型門檻板進(jìn)行實(shí)踐驗(yàn)證,發(fā)現(xiàn)采用新的方案后,回彈調(diào)整次數(shù)明顯減少,模具制作費(fèi)用大幅消減,量產(chǎn)后產(chǎn)品精度穩(wěn)定,特別是將開發(fā)周期壓縮了近13%左右,為后續(xù)高強(qiáng)板件模具的設(shè)計(jì)開發(fā)提供了寶貴的實(shí)踐經(jīng)驗(yàn)。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(bào)(社會(huì)科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06