真空攪拌摩擦焊機的研制
2023-01-04 08:23:16蘇海龍駱宗安謝廣明王浩
焊接 2022年10期
關鍵詞:焊縫
蘇海龍,駱宗安,謝廣明,王浩
(東北大學,軋制技術及連軋自動化國家重點實驗室,沈陽 110819)
0 前言
近年來,采用固相連接技術制備特厚板的方法在鋼鐵行業得到了廣泛的應用,制備出了性能優異的特厚復合鋼板,解決了鋼坯受壓縮比限制而無法生產特厚板的問題[1]。而對于鋁、鎂等輕合金,由于其極易氧化,在空氣中迅速會形成一層氧化膜,并隨溫度的升高顯著增厚[2]。在常壓狀態下進行熱軋復合時,這種厚重的氧化膜會阻礙界面兩側金屬的冶金結合,嚴重降低了界面的結合效果,導致界面開裂[3]。在真空環境下對組合的板坯進行焊接封裝,能夠使板坯的接觸界面始終保持高真空狀態,避免后續加熱過程以及軋制過程中界面的嚴重氧化,進而有效提高界面的愈合效果[4-6]。因此真空環境對輕合金復合板的制備至關重要.然而真空軋制復合(vacuum roll cladding, VRC)技術在有色金屬領域尚未涉足,主要原因是高合金輕金屬的電子束焊接性能不佳,其焊接接頭會產生較高的殘余應力,很容易產生變形和開裂現象,從而導致真空制坯的失敗。例如高強鋁合金熔焊時,接頭內部會出現明顯的鑄態組織傾向,并且焊縫內部易產生氣孔和熱裂紋等缺陷,導致了焊縫力學性能的嚴重下降[7]。
攪拌摩擦焊(friction stir welding, FSW)是由英國焊接研究所 TWI 公司于 1991年發明的一種新型固態連接工藝[8-9]。該技術通過高速旋轉的攪拌頭與被焊工件的摩擦產熱,促使被焊材料發生顯著的塑性變形,從而實現固相連接,對鋁、鎂等輕合金能夠獲得良好的焊接效果。因此攪拌摩擦焊技術作為輕合金焊接的新方法被廣泛地應用在航空航天、軌道交通、汽車、兵器工業等領域[10-11]。
針對鋁、鎂等輕合金材料,設計研制了真空環境下實現攪拌摩擦焊工藝的設備,詳細介紹了設備結構及工作原理、控制系統,并進一步獲得了焊接速度和攪拌頭轉速等工藝參數的最佳匹配值,為輕合金復合板的真空制坯提供了良好的試驗基礎。
1 設備結構及工作原理
1.1 機械結構
攪拌摩擦焊機由機械系統、控制系統、真空系統、冷卻系統、氣動系統等構成。其中攪拌頭的機械系統由主軸旋轉機構、xyz三軸運動機構、W軸攪拌針伸縮機構構成,能夠進行平面以及曲面的焊接。試樣安置臺的機械結構由旋轉臺、小車和試樣安裝卡緊的機構等構成。其中上下夾具固定在4個立柱上,并與轉臺相連后一起被安裝在小車上,小車通過軌道可以移動到真空室外,以便維修焊接移動架上的各個軸電機等[12],設備主體結構3D圖及局部放大如圖1所示,攪拌頭旋轉主軸電機功率選定為18.5 kW,最大轉速為1 500 r/min;攪拌頭可以在0~5°內進行傾斜調整,傾角的控制精度為0.2°,攪拌頭其它控制參數見表1;工件旋轉通過360°無死角的B軸旋轉臺實現,最大旋轉速度為360°/min,控制精度為0.1°,真空室抽真空度精度在0.01~0.001 Pa,焊接板厚為40~160 mm。
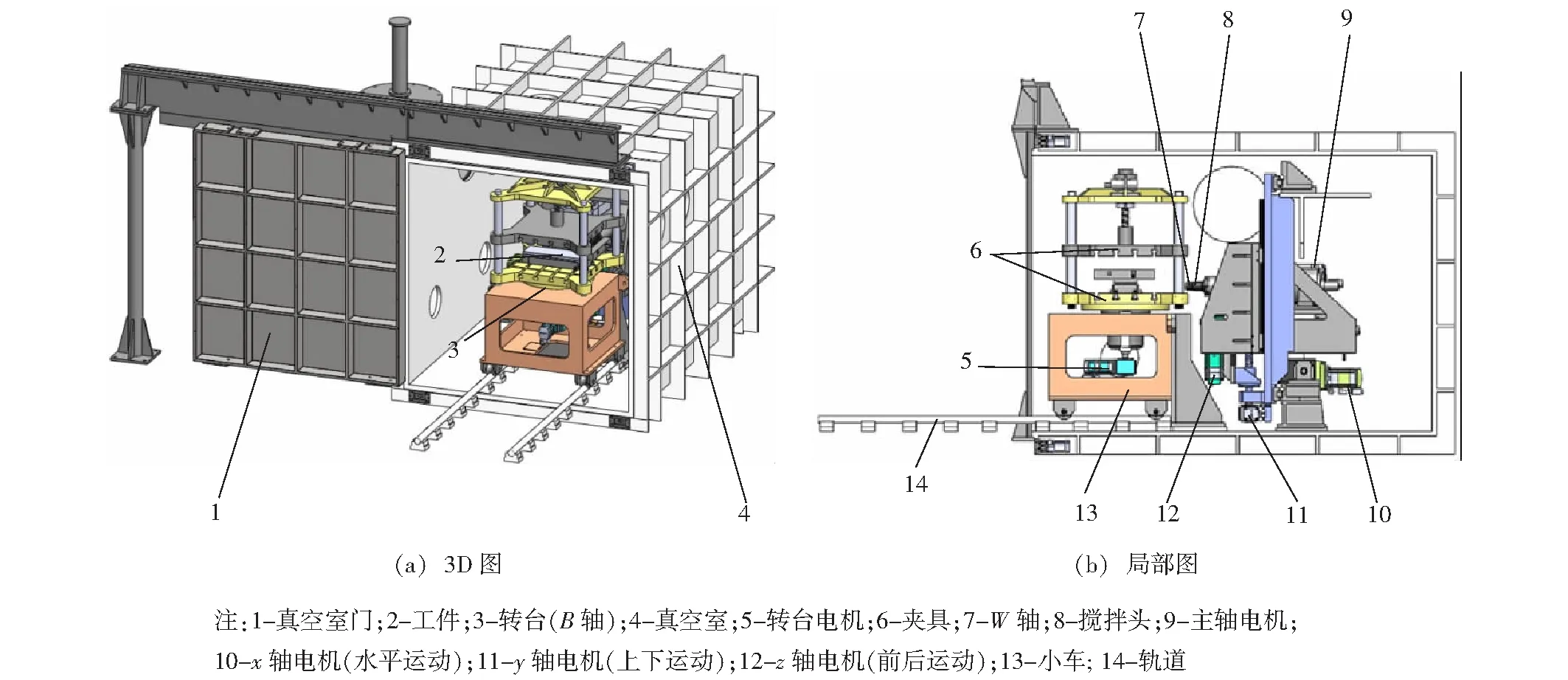
圖1 攪拌摩擦焊機主體結構的3D圖及局部圖

表1 攪拌頭運動控制的主要參數
1.2 工作原理
將接觸面平整清潔的兩塊坯料對稱疊放,并固定在真空室內,隨后進行抽真空。達到指定真空度后,啟動主軸電機帶動攪拌頭進入高速旋轉狀態,將攪拌頭插入到上下坯料之間,達到預設定位置后開始焊接。攪拌頭和工件之間由于機械摩擦大量產熱,從而使焊縫金屬局部軟化,進而隨著攪拌發生塑性變形,攪拌頭的軸肩壓力促使焊縫組織細密、表面平滑[13]。每焊接完一條邊的焊縫后,旋轉平臺旋轉90°繼續焊接下一條邊的焊縫,4條邊焊接完畢后,攪拌頭后撤并回到原點結束焊接。通常情況下焊接結束時會在工件上留下一個淺坑被稱為匙孔,為了消除匙孔采用了攪拌針回抽技術,即在攪拌頭前端安裝一個攪拌針(由一臺小功率電機帶動旋轉),在焊接過程中攪拌針隨攪拌頭旋轉,當焊接即將結束時攪拌針緩慢回抽即可消除匙孔。
2 控制系統
2.1 控制系統的構成及通訊
設備的控制系統由西門子數字控制器(computerized numerical control,CNC)、伺服驅動器、伺服電機等構成,CNC通過工業以太網控制伺服驅動系統[14-16],完成焊接攪拌頭的x,y,z軸的定位控制、主軸電機的轉速控制、B軸的轉速及位置控制、W軸的攪拌針回抽速度及位置控制、安裝試樣的旋轉平臺360°旋轉控制。真空系統設備、冷卻水系統及附屬設備采用西門子PLC進行控制。
CNC控制的伺服驅動系統:三相交流電經過斷路器、接觸器、電抗器后進入功率單元,功率單元將交流380 V電壓整流變為600 V的直流母線,為電機模塊供電,電機模塊驅動伺服電機實現各個軸的旋轉,CNC及伺服系統的結構示意圖如圖2所示。
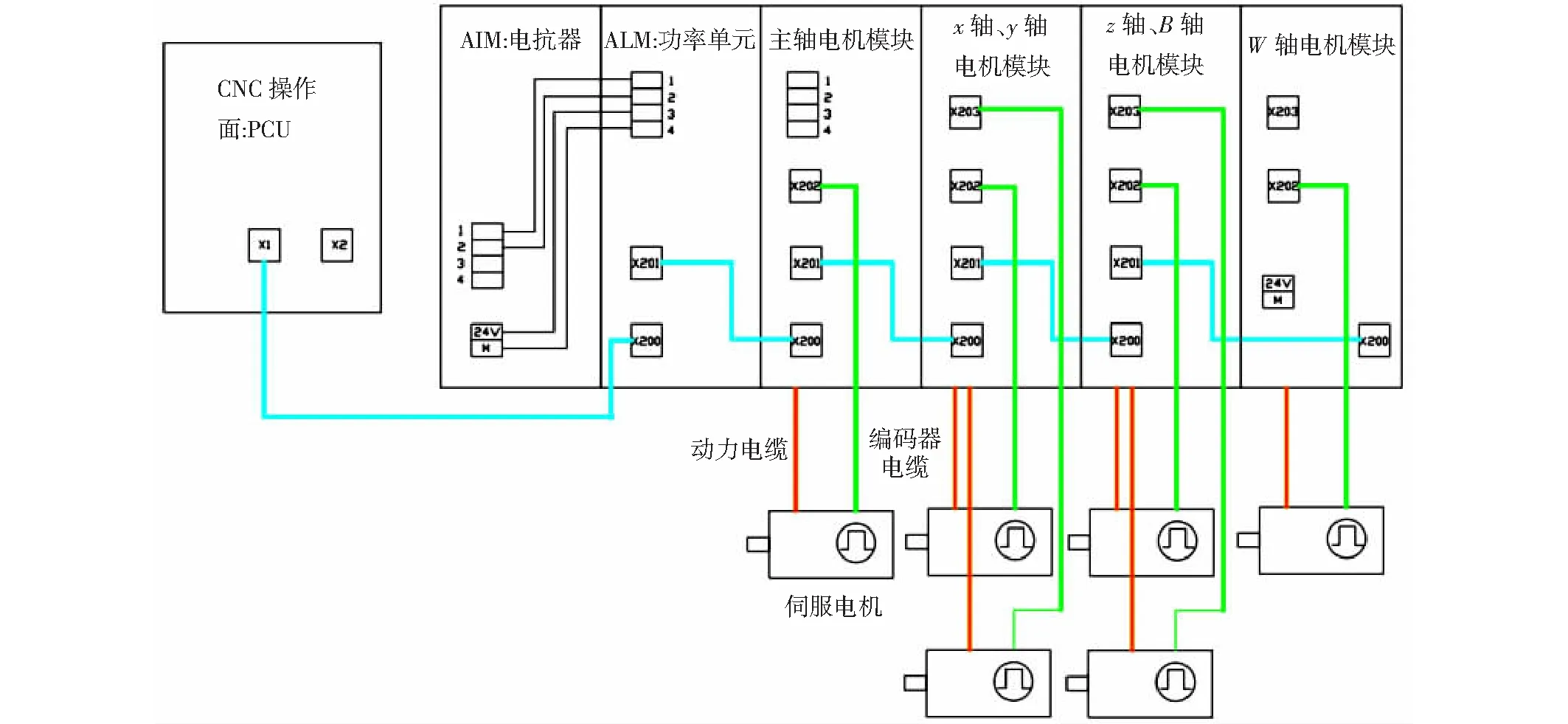
圖2 CNC及伺服系統的結構示意
CPU-315-2PN/DP作主站,與ET200M從站之間之間通過Profibus-DP進行通信,完成真空機組、水冷系統等邏輯控制,并對擴散泵的溫度進行監測。人-機界面工控機與PLC之間通過工業以太網通訊[17-18],完成試驗過程的工藝參數設定、實時數據顯示、試驗結果的數據庫存儲等功能。控制系統的通訊結構示意圖如圖3所示。

圖3 控制系統通訊結構示意圖
2.2 焊接過程控制
2.2.1真空系統控制
真空系統包括真空室、機械泵、兩級羅茨泵、選片泵、擴散泵及溫度監測環節、循環冷卻水站、氣泵等。真空環境是消除復合坯結合面內氣體殘留,提高復合質量的重要保障,因此攪拌摩擦焊機必須工作在具有真空環境的真空室內,才能達到工藝要求的復合效果。真空系統的控制是由S7-300PLC完成的,S7-300PLC作為主站完成真空度、水冷溫度、大門位置和氣體壓力等模擬量的多個閉環控制任務,控制系統結構如圖4所示。
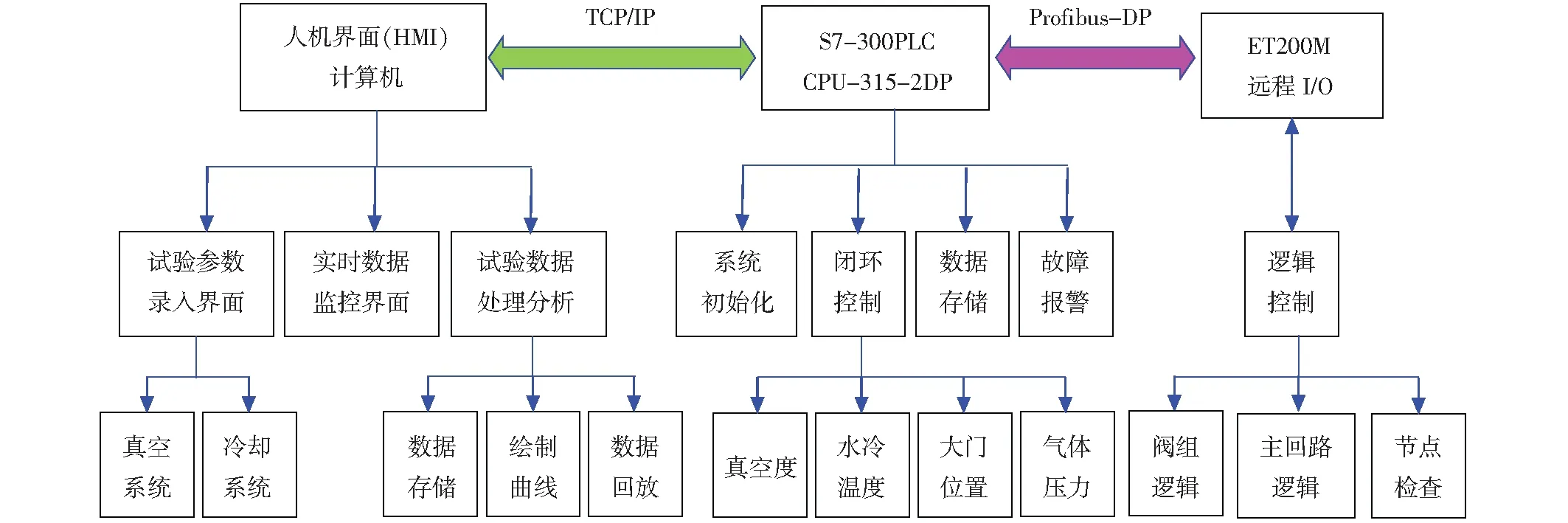
圖4 真空系統控制結構示意圖
在真空環境下,熱交換無法完成傳導和對流,只剩下輻射一種方式,電機電纜只有通過紅外輻射的方式散熱,在相同電流的情況下,電機電纜的升溫要比在空氣中高,因此在真空中電纜的安全載流量要比在空氣中小很多,從而使電纜的絕緣等級降低。由于西門子的伺服驅動直流母線電壓為600 V,高電壓使電纜之間的爬電距離減小,因此在一定的真空度范圍內,使絕緣效果急劇惡化,從而導致系統報警并停機[19],為了解決上述問題,采取了如下的方法。
(1)在真空室內的真空度達到1×10-2Pa之前,將主回路的電源關掉,使直流母線上的高電壓消失。
(2)把伺服電機的動力線接線盒拆開,去掉密封墊,使得電機繞組腔內與外面直接連通,當抽真空時,讓電機的繞組與真空室內在最短時間內達到一致的真空度。
(3)在主回路的輸入端增加一個降壓變壓器,使380 Vac降低到320 Vac,進一步降低直流母線上的電壓,使伺服電機在真空環境中能夠平穩的工作更長的時間。
2.2.2焊接控制
采用西門子公司CNC的SINUMERIK 828D的軟件控制焊接過程,通過G代碼編程實現對工件的自動焊接,CNC控制器對伺服電機的控制是通過速度閉環和位置閉環,即雙閉環控制的方式完成的[20]。伺服電機內置的絕對值編碼器/增量編碼器作為反饋信號,與CNC的控制指令信號比較后,經過控制算法控制伺服驅動器,進而控制伺服電機以預定的速度完成定位控制。焊接程序以標準的G形式輸入到CNC后,調用控制系統功能軟件包,通過控制策略及算法,實現攪拌頭軌的多種插補運算,運算結果以脈沖信號的形式輸出到伺服驅動系統中,自動完成焊接過程,相應的焊接過程如下。
(1)將焊接工件固定夾具上,檢查并確定轉臺固定鎖緊,轉臺與焊機機體連接牢靠,焊接工件安裝到位并卡緊。
(2)通過手動控制x,y,z軸在一定速度下點動定位以及微調定位,以確定工件上焊縫坐標,將攪拌頭定位在焊接坐標原點位置,保存原點坐標以便于編程。
(3)通過PLC控制系統自動完成抽真空控制過程,使得真空室內真空度達到試驗工藝要求值后保持該真空度。
(4)在CNC自帶的人機界面根據焊接速度、轉速和焊接路徑等控制參數編寫焊接程序。
(5)焊接程序編寫完成,可以進行焊接動作模擬,模擬過程執行無誤后正式執行焊接程序。
(6)焊接過程中可以通過改變倍速率實時調整控制攪拌頭的轉速和移動速度,控制系統通過實時壓力監測功能保證試驗機安全運行。
3 結果與分析
選用30 mm厚T6態的7075鋁合金板材,將其加工成尺寸為250 mm×250 mm的矩形板進行焊接。攪拌頭形狀為錐形正螺紋,螺距1 mm,利于加強焊接時焊縫金屬的流動從而形成致密焊縫;軸肩采用同心圓環設計,加強攪拌頭與金屬的摩擦和塑性流動。攪拌頭的規格為:軸肩直徑22 mm,攪拌針后端直徑7.8 mm,前端直徑4.2 mm,針長7.8 mm,采用2°傾角焊接。另外攪拌頭是采用耐高溫材料H13制成,能夠保證焊接過程中不會因為明顯發熱而影響焊接工藝。試驗選擇3種不同的轉速(400 r/min,600 r/min和800 r/min),以及4種焊接速度(50 mm/min,100 mm/min,150 mm/min和200 mm/min),共進行6組試驗。試驗工藝參數和試驗結果見表2,焊縫表面宏觀形貌如圖5所示。
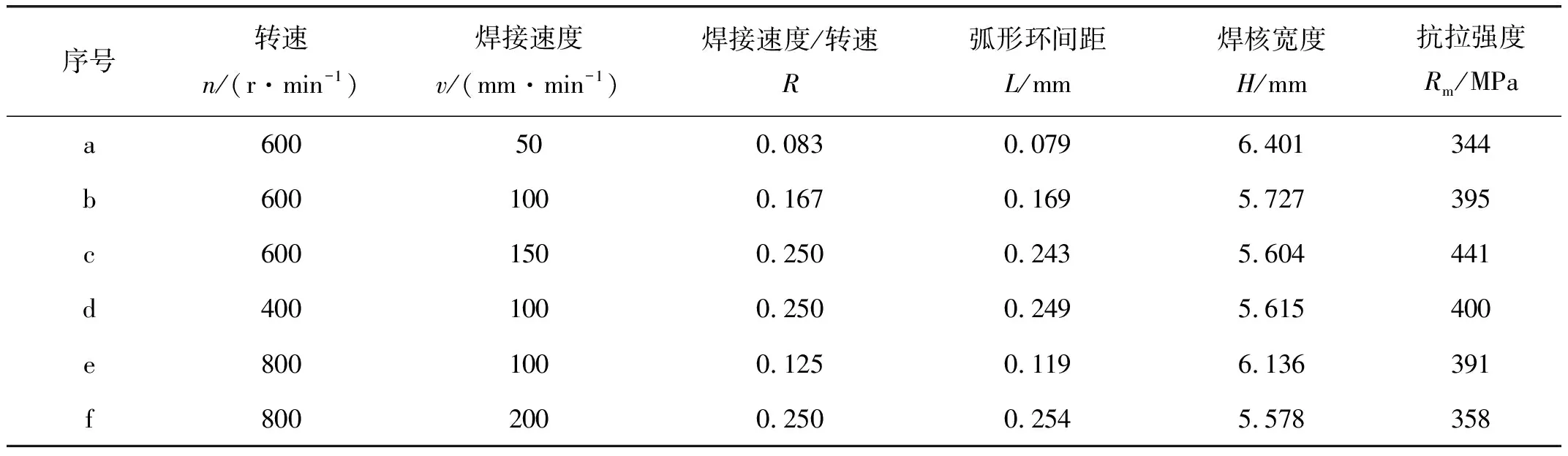
表2 不同轉速和焊接速度的試驗結果
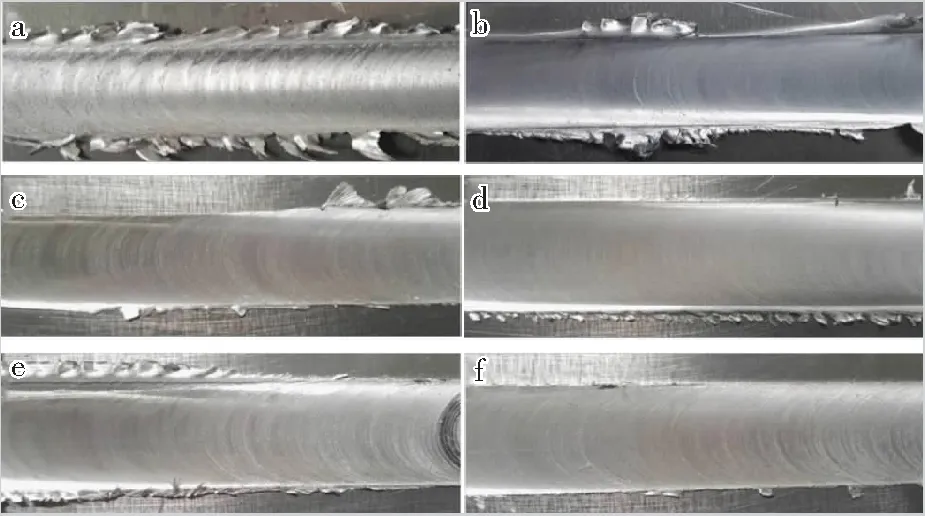
圖5 非對接焊縫表面宏觀形貌
對表2中試驗數據和圖5的焊縫形貌進行比較,可以看出,當攪拌頭的轉速(600 r/min)不變時,焊接速度越快則焊核寬度越小,焊縫平整度越好,圖5中序號c的焊縫的平整度最好;當焊接速度(100 mm/min)不變時,攪拌頭的轉速過快或過慢都會導致焊縫的平整度變差,其中當轉速600 r/min時,焊縫平整度最好。從焊接速度與攪拌頭轉速的比值上看,比值越大焊縫平整度及焊接性能越好。焊縫強度測試結果顯示,序號c的試驗結果抗拉強度最高。綜合各項測試結果,轉速為600 r/min,焊接速度為100 mm/min時,焊接力學性能和焊縫平整度最好。圖6 為鋁合金對稱組坯的照片以及采用最佳參數焊接的對接焊縫表面宏觀形貌,試驗結果表明,板坯實現了良好的真空焊接封裝效果。

圖6 鋁合金焊接實例
4 結論
(1)研制了一臺真空攪拌摩擦焊機,用于真空環境下對工件進行焊接封裝。
(2)利用西門子CNC、伺服驅動設備、PLC控制器對真空攪拌摩擦焊機進行精準控制,解決了西門子伺服驅動系統在真空環境故障報警的問題,保證了真空環境下伺服驅動系統的穩定可靠運行,提高了設備的工作效率。
(3)通過焊接試驗獲得了焊接速度和攪拌頭轉速等工藝參數的最佳匹配值。
(4)攪拌摩擦焊機的研制成功,為深入研究輕合金復合板制備工藝、界面微觀組織演變及結合機理提供了必要的工具和手段。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07