基于虛擬仿真技術的推土機臺車架結構優化設計
2023-01-04 08:23:18李德明宮濤王彩鳳雷寧寧
焊接 2022年10期
李德明,宮濤,王彩鳳,雷寧寧
(山推工程機械股份有限公司,山東 濟寧 272000)
0 前言
工程機械作為國家工業基建的建設主力軍,近年來隨著一體化技術的應用,產品逐漸向智能化、遙控型、無人化方向發展,新型推土機由常規機械液力式向更高效的靜液壓式升級,其產品結構設計為現有工廠生產制造技術帶來新的挑戰。推土機臺車架屬于大型構件,焊縫數量多、受力復雜,容易產生應力集中和變形,利用傳統結構設計方法需要大量的計算,并需要試驗驗證,開發周期長、成本高。
隨著計算機技術和仿真算法的發展完善,采用數值模擬的方法可以預測焊接結構的溫度場、應力場和焊后變形等,能夠節省大量人力、物力和財力,已經成為智能化生產制造技術的關鍵環節之一,已有學者對地鐵牽引梁、地鐵底架枕梁、壓濾機濾框、汽車車身等結構的焊接變形進行研究[1-3]。也有學者采用ANSYS和SYSWELD軟件的二次開發,建立適宜于CO2氣體保護焊的雙橢球熱源模型,通過Y形坡口的兩塊鋼板對接多層多道焊模型,分別采用3種不同“單元生死”技術對合金結構鋼的CO2氣體保護焊溫度場分布規律進行數值模擬[4-5];天津大學的鄭振太等人[6-7]通過紅外熱像儀檢測了CO2氣體保護焊的溫度場,發現在熔池及其鄰近區域溫度呈圓錐型分布,并對有強制對流效果的氣體保護焊溫度場進行了數值模擬;雙絲MAG 焊接,基于泰勒因子計算MAG焊焊縫金屬對結構件質量的影響,并采取有限元分析常規和低相變點MAG焊的焊接接頭的拉伸殘余應力(RS)情況[8-9];在雙橢球熱源理論研究方面,有學者基于SYSWELD和ANSYS軟件優化設計工具開展雙橢球熱源模型參數研究[10-11],也有對網格尺寸及其作用下的溫度場計算的相關研究[12],同時也有針對雙橢球熱源加載算法的研究,主要是基于熱源模型規則離散的加載算法和基于雙橢球區域節點選擇集的加載算法進行對比分析,得出影響其模型參數的因素[13],以及低合金高強鋼雙面GTAW和焊接熔池發展的數值模擬等方面的研究[14-15]。上述研究方向及成果為文中的焊接順序、焊接工藝、熱源模型校核以及樣機驗證等方面提供了理論依據,但在工程機械領域鮮有對大型復雜結構件,尤其是含有大量的高強度低合金板材、鑄鍛件摻雜,同時多種焊縫結構形式的工件缺少直接指導企業制造實際的應用研究。
文中結合虛擬仿真技術以及多年積累的制造經驗,對某型號靜液壓推土機臺車架進行結構優化設計,建立虛擬仿真模型,對焊后變形、殘余應力和典型工況下結構強度進行仿真分析,為臺車架焊接結構的優化奠定基礎,并采取物理樣機驗證優化的結果可行性。
1 推土機臺車架結構設計
臺車架優化前后的結構如圖1所示,原結構如圖1a所示,整體為方盒結構,兩段式組裝。制造工藝流程為彎板合件組焊、底板方盒組對、臺車一次組對、二次組對,然后臺車機器人焊接、人工焊補修磨、校形。存在的問題是:①整體由多個零件組成,零件之間尺寸互相關聯,只能在一個工位按順序逐步進行,且工作時需要多次翻轉工件,效率低下;②由于零件多、工序繁雜,每個零件的制造公差和加工誤差積累,制造精度差;③彎板有較大制造公差,造成以其為基體進行裝配焊的托輪支架、平衡梁座、耳軸安裝座公差較大,難以保證圖紙要求。
優化設計后的結構如圖1b所示,整體改為履帶盒結構,三段式模塊化組對,生產流程簡化為小合件組焊、臺車總對、臺車機器人焊接、人工焊補修磨、校形,與原方案相比,效率明顯提高。同時將樞軸箱與主體彎板合件由原來的對接改為角接,中彎板合件內部設計4個筋板,與上部彎板、下部底板相焊,形成箱形結構增加強度。平衡梁座與耳軸安裝座均增加連接板成箱形結構。板材型號和板厚做如下調整:將原底板由28 mm/Q460C改為25 mm/Q345,將原彎板上蓋板由10 mm/Q345改為8 mm/Q460C,將原中板由8 mm/Q460C改為6 mm/Q345,優化后結構總重量減輕約70 kg。
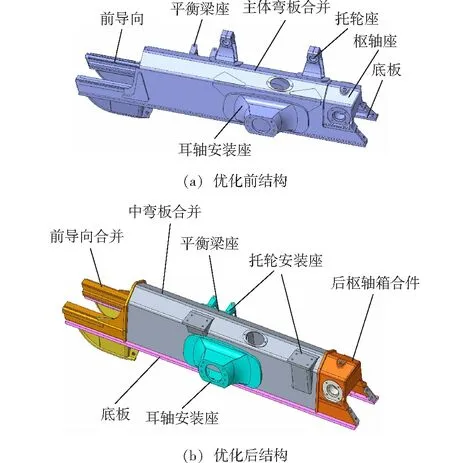
圖1 臺車架優化前后的結構
2 虛擬仿真分析與驗證
2.1 仿真模型建立
為驗證上述優化后推土機臺車架焊接結構的受力和變形情況,采用SYSWELD仿真軟件對結構進行仿真,為保證計算精度,模型采用六面體網格,通過網格劃分工具Visual-Mesh導入三維CAD模型完成網格劃分。臺車架網格共計280 488個,焊縫共計120條,網格劃分如圖2所示。
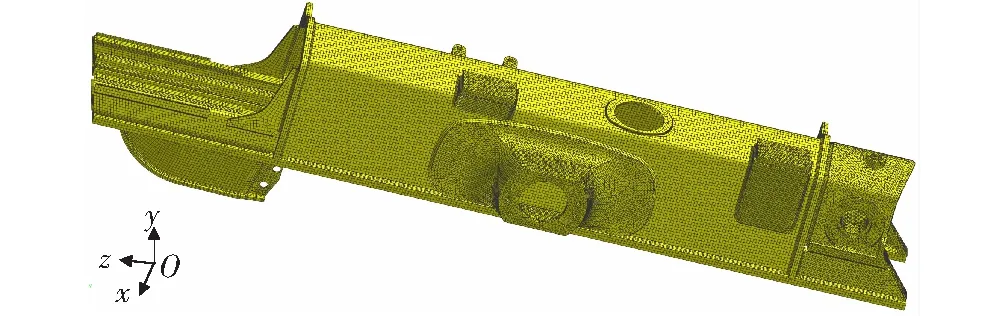
圖2 臺車架網格劃分
整體模型網格劃分完成后,打開焊接流程向導,按順序完成仿真。將局部模型提取的應變值加載到整體模型焊縫網格上,完成映射,利用Database數據庫設置配置好所有母材Q345,Q460C以及鑄件SC450等材料,并配置ER50-6φ1.2 mm焊絲,添加夾具設置約束條件如圖3所示,添加所有焊縫網格,完成焊縫激活,接觸傳熱系數設置為20 W/(m2·K)。零件及焊縫網格通過unconnect edge連接,從而大大減少網格處理時間。
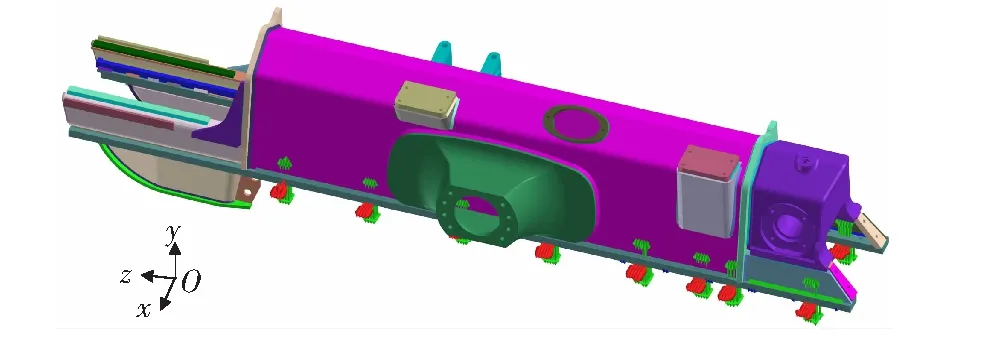
圖3 夾持位置示意圖
2.2 工藝參數設定
通過軟件中的焊接順序管理器設置焊接順序、夾持順序和釋放順序。根據變位機支撐、定位及夾持點位置進行工裝夾具模型的創建和設置,并根據變位機液壓夾具的夾緊力進行設定,根據工藝預設方案裝焊后對工件進行剛性夾持,施焊完成后10 min進行加持力的釋放。Q460C為臺車架主體結構材質,是在16Mn鋼中加入Cr,Ni,V,Ti等合金元素的低合金高強度鋼,V和Ti元素的加入,使鋼材強度增高,同時又能細化晶粒,減少鋼材的過熱傾向,具有良好的抗疲勞性能和低溫韌性,根據材料化學成分及力學性能,并參照CE(IIW)和冷裂敏感指數Pcm,制定焊接工藝參數如表1所示。

表1 焊接工藝參數
現場焊接采取Ar-CO2二元混合氣體保護焊,選擇高斯雙橢球的熱源模型,根據校驗熱源模型(表2和圖4)對熱源的參數/尺寸進行配置,使之與焊接工藝中的實際熱源幾何形狀相匹配。設置完畢后,采取非線性、熱學耦合求解器進行計算,并利用云圖進行應力-應變的結果輸出和直觀顯示。

表2 熱源模型參數設置表

圖4 熱源模型
2.3 仿真結果分析
2.3.1焊后變形及殘余應力
為了驗證仿真模型,達到改進焊接順序、工裝設計等工藝優化目的,對新型臺車架的焊后變形情況、焊接結束后的殘余應力分布進行了預測。臺車架的焊后變形仿真結果如圖5所示,可見焊后總體最大變形量為12.1 mm,最大變形位于前導向合件處。應力-應變仿真結果如圖5b所示,可以看到主要殘余應力分布在焊縫熱影響區,最大殘余應力值為369.733 MPa,低于Q460C的屈服強度,滿足設計要求。同時對比原結構的生產實際測量情況,主體彎板合件、前導向焊接變形量均減少2~3 mm,通過現有HTY-12三維頻譜應力消除系統配合應力檢測片進行實際檢測,殘余應力約為387.45 MPa,新結構最大殘余應力值較原結構低4.5%,位置基本一致。
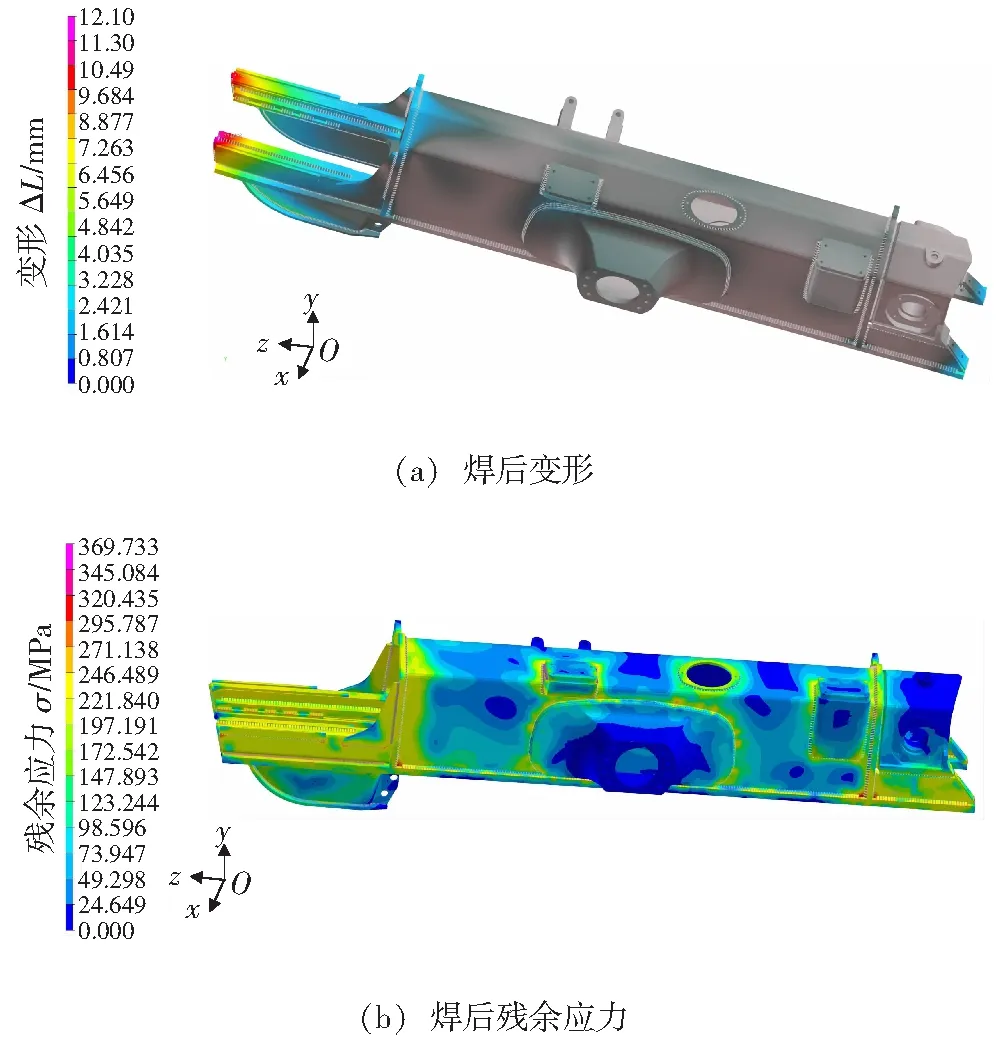
圖5 臺車架焊接變形及殘余應力仿真結果
2.3.2典型工況結構強度分析
基于上述結果,進一步在結構仿真軟件中模擬左刀角偏載、鏟刀提鏟、整機勻速后退、整機后退過障礙物和最大牽引力后退等5種工況下臺車架的力學性能極值,分析可能的結構薄弱部位和相關力學性能,驗證方案的可行性。表3為產品主要性能參數表,其中載荷數值僅為右傾最深位置滿載推土的工況參考值。
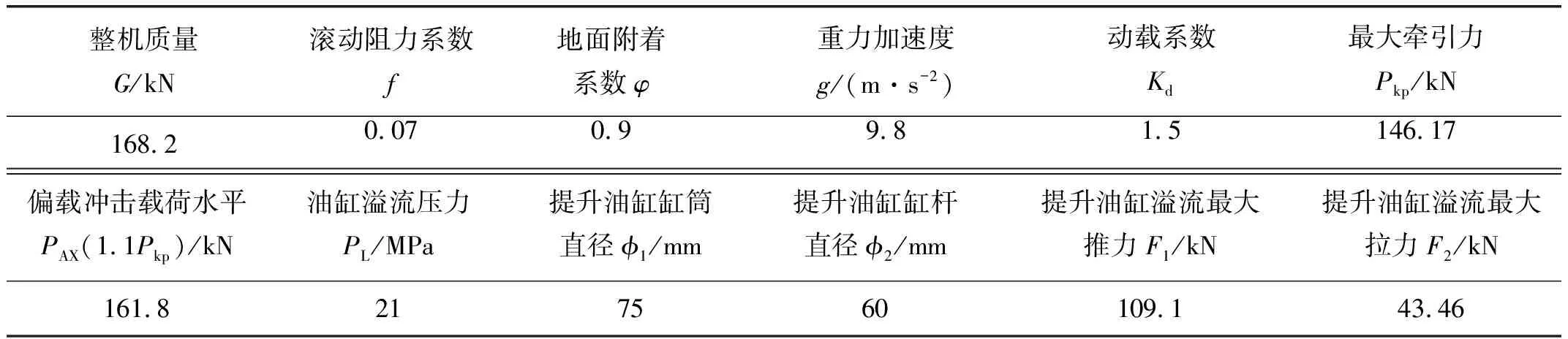
表3 產品主要性能參數
把焊后殘余應力及應變量數值載入至結構強度軟件中,并對網格中的退化或不良單元網格進行刪除優化處理,確保良好網格單元占比達99.99%以上,同時把表3中作用載荷轉換為有效負荷加載力,進行有限元分析計算,典型工況下的結構強度仿真結果分別如圖6所示。

圖6 典型工況下結構強度仿真結果
經過仿真分析,臺車架結構在鏟刀提鏟、整機最大牽引力后退2種工況時結構應力較小,均不超過100 MPa,在左刀角偏載工況下應力值較大,與實際工況符合。原結構左刀角偏載工況和最大牽引力后退工況下最大應力分別為195 MPa和193 MPa,新結構下兩種工況下最大應力分別為200 MPa和136 MPa,均小于選用材料Q460C的屈服強度,同時對比分析各工況可以發現,新結構的工況安全系數更有優勢,見表4所示,僅左刀角偏載工況下,新結構耳軸周邊無加強板,耳軸與彎板焊接處周邊應力稍高于原結構。
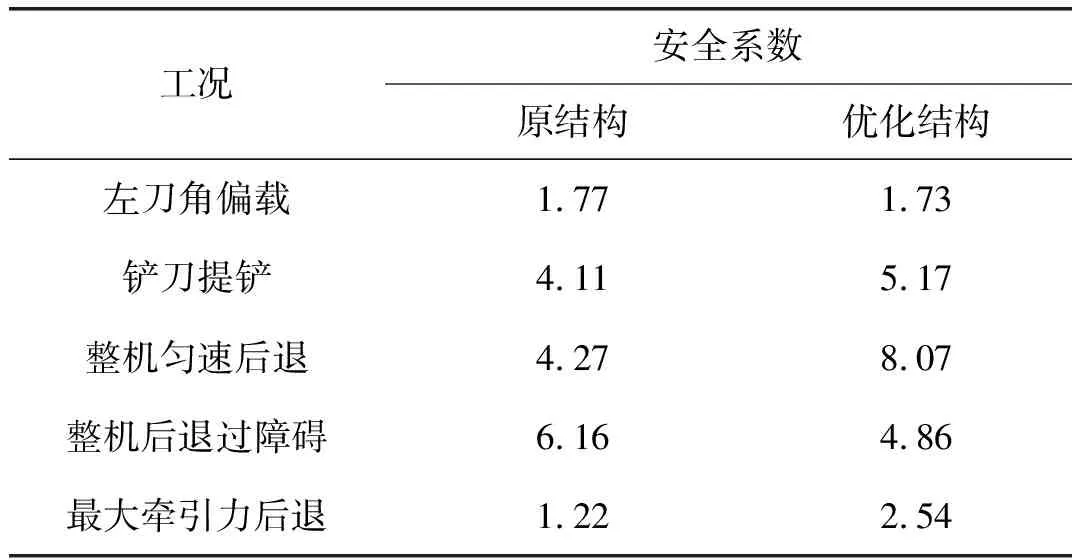
表4 產品工況安全系數對比
3 物理樣機驗證
根據仿真分析結論,進行新結構5臺物理樣機生產驗證。考慮批量化生產制造工藝,從試制階段就整體考慮采取模塊化組對,并融入到工廠現有臺車架機器人焊接自動化生產線,改變原試制采取人工作業的傳統,提高生產效率和焊接質量,減少不必要的額外投資,降低制造成本。整個工藝流程采取小合件組焊、模塊化總組對方式,通過平衡梁座焊前加工,取消焊后加工,解決加工瓶頸。由于與相關件的關鍵連接安裝尺寸沒變,采用現有工裝進行組對,優化了平衡梁架定位軸。在工裝上可完成樞軸箱、彎板合件、前支架合件、耳軸座、平衡梁座的組對,保證了精度;整體組對流程順暢,部件易調整,尺寸易保證,臺車加工增加托輪座劃線、銑面、鉆孔工序,減少托輪座孔鏜銑工序,其余加工內容均相同,整體加工時間與現結構臺車持平,特別說明的是優化結構的焊縫總長度由原來26.540 m減少為22.106 m,實際焊接生產效率提升5.7%,同時工件的自動焊接可達率由原來的81.5%提升為82.1%。
樣機制作完成,進行500,1 000,1 500,2 000 h 4階段的市場驗證,目前市場驗證時間均超過2 000 h,見表5所示,售后服務部門實時跟蹤作業工況、驗證數據等信息收集,整個車輛工況滿足設計要求,同時較原結構在施工作業中,落土便捷性、整體可維修性方面得到很大的改善,得到客戶的認可。

表5 樣機市場驗證情況
4 結論
(1)將某型號推土機臺車架由原有兩段式方盒結構改為三段式履帶盒結構,新結構包括前導向合件、中彎板合件、后樞軸箱合件、底板、平衡梁座、耳軸、彈簧安裝座等。
(2)利用虛擬仿真軟件對推土機臺車架進行建模和仿真,總體焊后變形為12.1 mm,位于前導向合件位置,熱影響區殘余應力最高,達到369.733 MPa,由于臺車架結構中焊縫較多,容易出現應力集中,應進行焊后熱處理消除殘余應力。
(3)虛擬仿真結果顯示,臺車架結構在鏟刀提鏟、整機勻速后退、整機后退過障礙物3種工況時結構應力較小,均不超過100 MPa,在左刀角偏載和最大牽引力后退兩種工況下應力值較大,但未超過母材的屈服強度,表明優化后的結構合理,重量減輕,裝配簡化,效率和安全系數均有所提高。
(4)通過物理樣機試制,模塊化生產,整個生產工序流程得到提升,新臺車結構試制工時、生產效率比原結構臺車提升約5.7%。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13