海上風電導管架用鋼管的JCOE加工制造與性能評定
2023-01-04 08:23:18湯世云趙明韋生衛旭敏李振華
焊接 2022年10期
湯世云,趙明,韋生,衛旭敏,李振華
(1.中海福陸重工有限公司,珠海 519050;2.中國石油大學(華東),青島 266580)
0 前言
海上風電作為實現碳中和的關鍵技術之一,是中國和世界可再生能源的重要關注點和新的增長點,具有產業鏈長,帶動就業能力強,創新程度高等特點,對提高風能資源利用效率,改善能源結構,發展安全能源等具有重大意義[1-3]。
某公司承接的某海上風電導管架建造項目,單套導管架總體組成包括3部分:最上部是過渡段,中間部分是導管架,最下部是吸力桶(吸力錨)。相比其它海洋工程項目,該海上風電導管架項目有更高的設計要求:所有主結構選材為BS EN10025-3 S355N/NL和BS EN10025-4 S355M/ML鋼板[4],須滿足-40 ℃下最小沖擊吸收能量34 J的低溫沖擊要求;項目建造及焊接執行DNVGL-OS-C401—2018和DNVGL-ST-0126—2018標準[5-6]。
1 JCOE成形工藝
導管腿和拉筋由多種規格鋼管連接而成,鋼管外徑為770~1 750 mm,壁厚為12.7~70 mm。批量建造多套海上風電導管架,焊接工作量極大,采用JCOE鋼管成形焊接工藝,如圖1所示。該工藝的關鍵成形順序為:J型-C型-O型-預焊-三絲埋弧焊(SAW)內焊-四絲埋弧焊外焊-擴徑(E型)[7-10]。
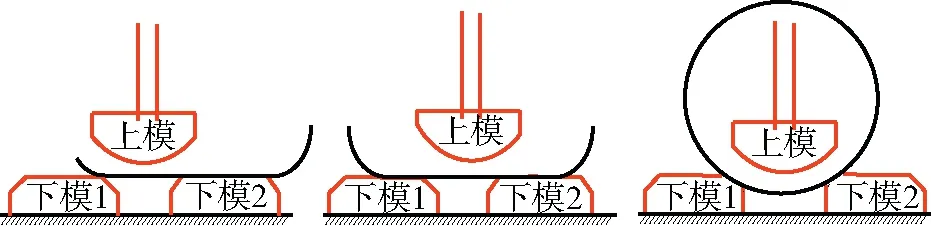
圖1 J型-C型-O型成形過程示意圖
2 導管焊接工藝
根據標準DNVGL-OS-C401—2018[5]進行焊接工藝研發,采用熔化極氣體保護焊(GMAW)打底,SAW填充和蓋面。內部SAW單道焊接,根據管壁厚度不同,外部SAW單道焊或多道焊。由于DNVGL-OS-C401—2018標準[5]中單道焊與多道焊適用厚度范圍不同,評定指標也不完全相同,因此需要對JCOE制管工藝中SAW單道焊和SAW多道焊分別進行焊接試驗,測試并分析焊接接頭性能。文中對兩種不同材質的鋼板進行焊接工藝試驗與接頭性能的測試。對于薄壁鋼板,內、外部都采用SAW單道焊,文中命名為A試驗組;對于厚壁鋼板,內部采用SAW單道焊,外部采用SAW多道焊,文中命名為B試驗組。
2.1 試驗材料
A試驗組母材為EN10025-4 S355ML鋼板,規格為1 080 mm×350 mm×16 mm;B試驗組母材為EN10025-3 S355NL鋼板,規格為1 080 mm×350 mm×25 mm。A和B 兩組母材的化學成分和力學性能見表1和表2。

表1 母材的化學成分(質量分數,%)

表2 母材的力學性能
2.2 焊前坡口設計
圖2是A試驗組焊接坡口示意圖,坡口角度為內90°和外80°,鈍邊Rf=5 mm ± 0.5 mm,組對間隙G=0.5 mm。圖3是B試驗組焊接坡口示意圖,坡口角度為內60°和外60°,鈍邊Rf=4~5 mm,組對間隙G=1 mm。
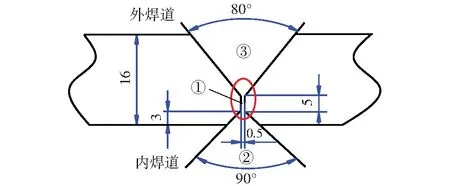
圖2 A試驗組坡口尺寸和焊道順序
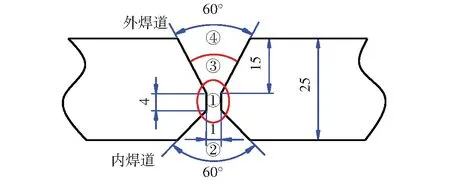
圖3 B試驗組坡口尺寸和焊道順序
2.3 焊接工藝與焊接材料
打底焊采用GMAW焊,全自動焊與半自動焊相結合。其中中間段采用全自動GMAW焊,焊絲直徑1.2 mm,等級AWS A5.18 ER70S-G,牌號GML-W58(昆山京群),混合保護氣體70%Ar+30%CO2;兩端采用半自動GMAW焊,焊絲同前,保護氣體為工業用100%CO2。填充和蓋面焊采用SAW焊。其中,內部焊采用三絲SAW焊,外部焊采用四絲SAW焊,焊材等級AWS A5.23 F8A8-ENi1,牌號T Union SA Ni(Bohler/伯樂),直徑4.0 mm,匹配牌號為UV C418TT-M的焊劑。兩種焊接材料的化學成分及其熔敷金屬的力學性能分別見表3和表4。

表3 焊接材料的化學成分(質量分數,%)

表4 熔敷金屬的力學性能
A試驗組焊前預熱溫度30 ℃,最大層間溫度74 ℃,最小蓋面溫度53 ℃;B試驗組焊前預熱溫度34.4 ℃,最大層間溫度135 ℃,最小蓋面溫度51.3 ℃。A和B兩試驗組的焊接工藝及主要參數見表5和表6。A試驗組焊接3道次,B試驗組焊接4道次。
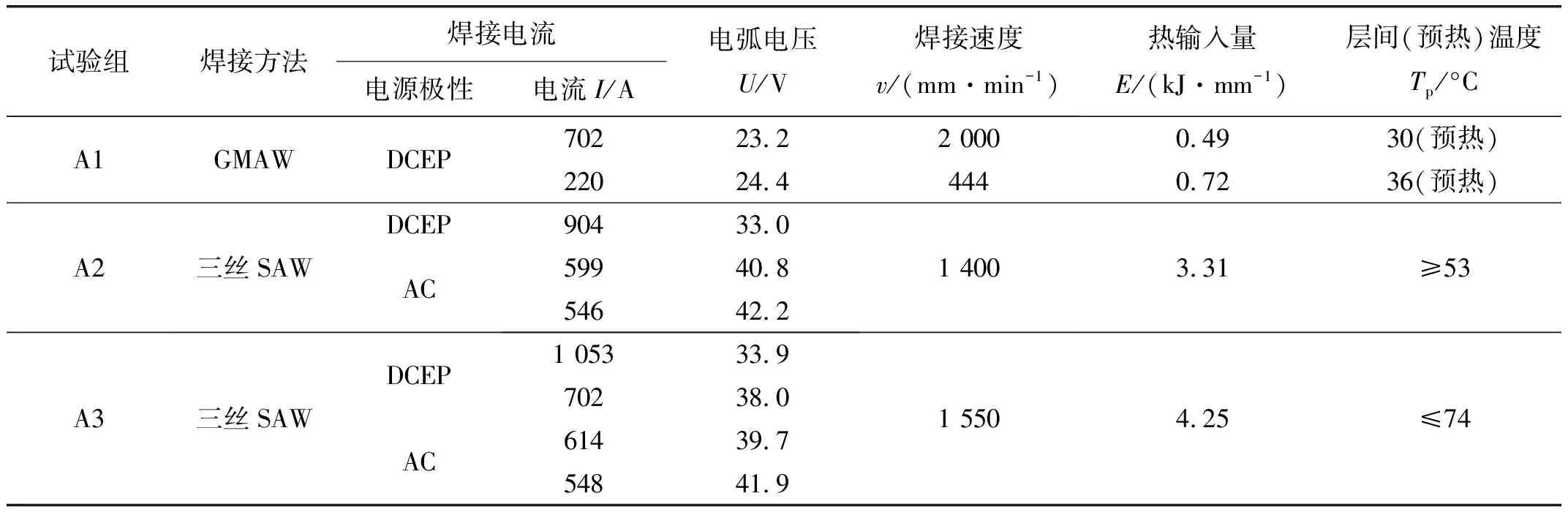
表5 A試驗組的焊接工藝及主要參數
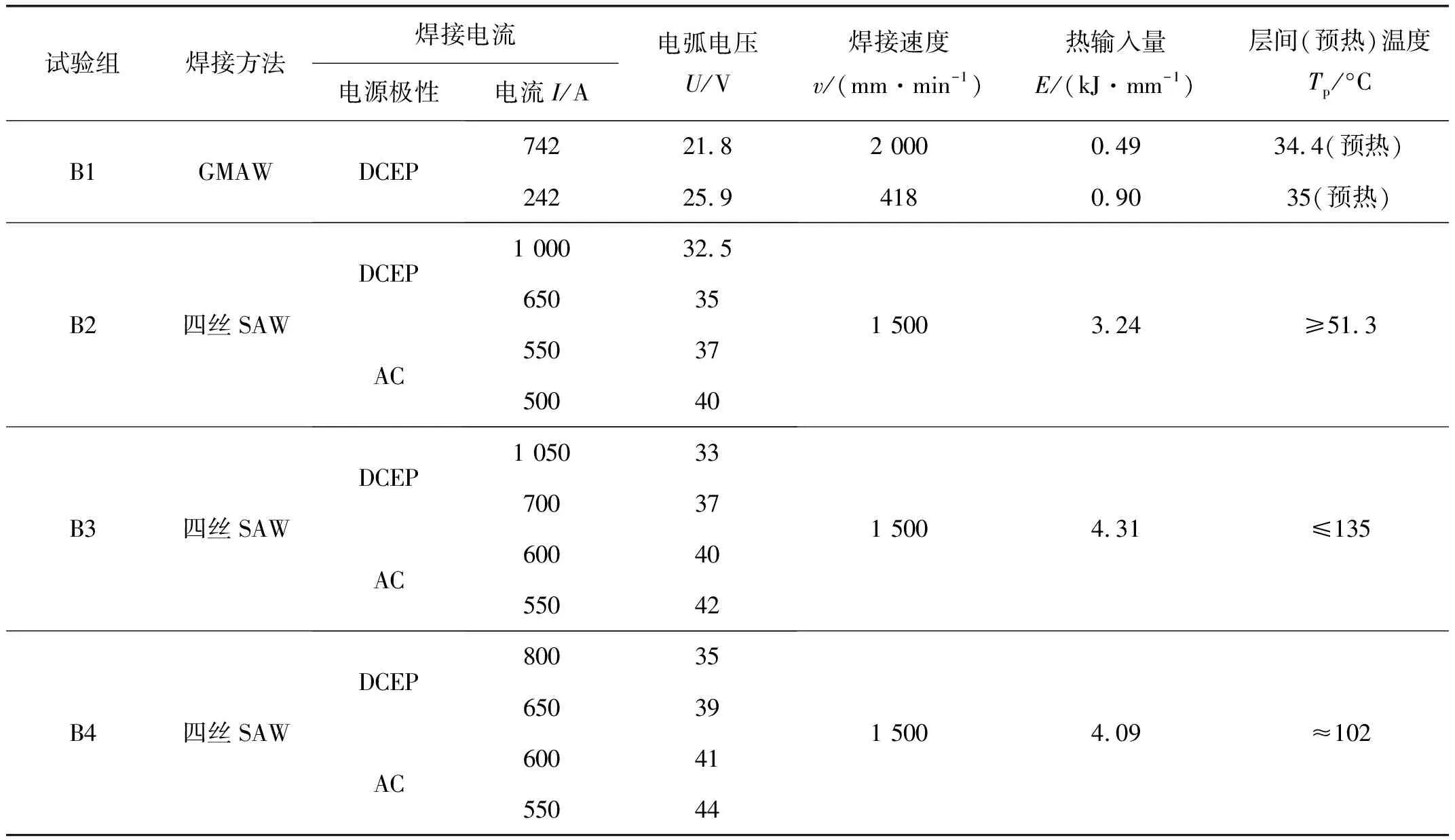
表6 B試驗組的焊接工藝及主要參數
3 焊接接頭性能評定
3.1 性能試驗要求
焊后48 h,對接頭進行無損檢測(NDT),包括100%目視檢測(VT)、100%磁粉檢測(MT)和100%超聲波檢測(UT)。無損檢測結果須滿足ISO 5817-Level B標準要求。根據DNVGL-OS-C401—2018[5],ISO-17639和ISO-6892等標準[11-15],對焊接接頭進行宏觀和微觀檢測、拉伸試驗、彎曲試驗、低溫沖擊試驗和硬度試驗,檢測焊接接頭宏觀和微觀結構和力學性能。
3.2 試驗結果與分析
3.2.1宏觀形貌
根據標準ISO 17639—2003[11]對焊接接頭進行宏觀形貌觀察,A試驗組的宏觀形貌如圖4所示,B試驗組的宏觀形貌如圖5所示。宏觀形貌試驗結果表明,A和B兩試驗組焊接接頭均未出現氣孔、裂紋、未熔合、夾渣等焊接缺陷,接頭宏觀形貌滿足DNVGL-OS-C401[5]標準的要求。
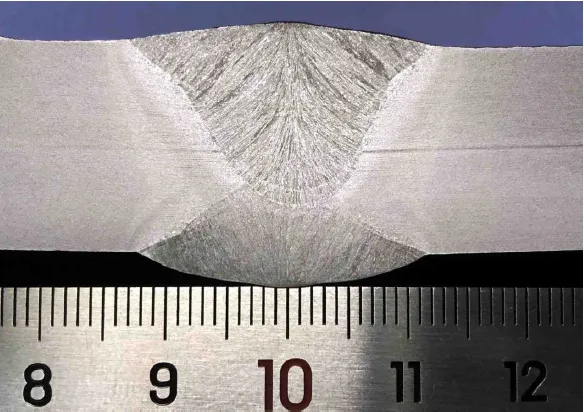
圖4 A試驗組焊接接頭的宏觀形貌

圖5 B試驗組焊接接頭的宏觀形貌
3.2.2拉伸測試結果
根據標準ISO 6892—2019[12]對焊接接頭進行平板拉伸試驗。A和B兩組焊接試驗件的拉伸測試結果見表7。
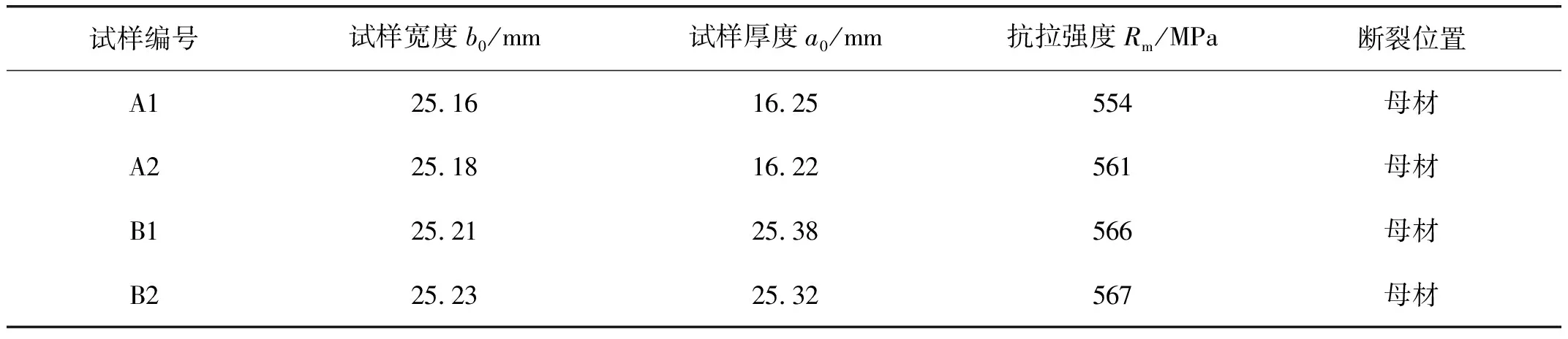
表7 A和B兩焊接試驗組的拉伸測試結果
由拉伸試驗結果可知,A和B兩組焊接試件拉伸斷裂位置均在母材,表明焊縫的抗拉強度優于母材,且抗拉強度高于標準EN 10025-3 S355NL和EN 10025-4 S355ML的最低抗拉強度要求,滿足DNVGL-OS-C401—2018標準的接收準則[4-5]。
3.2.3彎曲試驗結果
根據標準ISO-5173—2016[13]對焊接接頭進行彎曲試驗,彎曲直徑為40 mm,試驗類型為4個側彎,彎曲角度為180°。A和B兩試驗組彎曲試驗件表面無張開的裂紋及裂縫缺陷,彎曲試驗結果合格,滿足DNVGL-OS-C401—2018[5]標準的要求。
3.2.4沖擊試驗結果
結合標準ISO-148—2016[14]和DNVGL-OS-C401—2018[5]對焊接接頭進行夏比低溫沖擊試驗,分別從蓋面層的焊縫中心、熔合線和HAZ制取低溫沖擊試樣,試樣尺寸為55 mm×10 mm×10 mm,沖擊試驗溫度為-40 ℃。A和B兩試驗組焊接試驗件的沖擊試驗結果見表8。
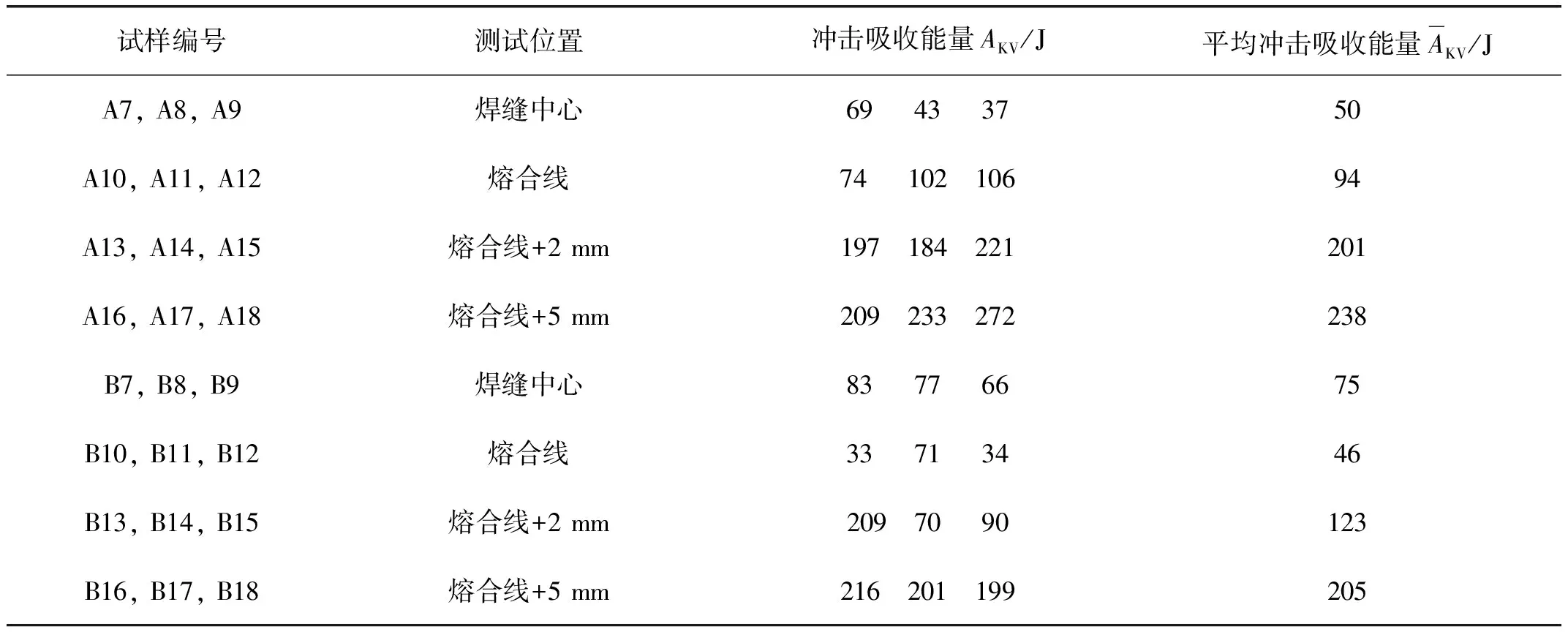
表8 A和B試驗組的沖擊測試結果(-40 ℃)
由沖擊試驗結果可知,A和B試驗組焊接接頭各位置在-40 ℃沖擊吸收能量的平均值均大于項目規格書的接收值34 J,且單個最小沖擊吸收能量大于平均沖擊吸收能量接收值的70%。由此可見,所獲得的焊接接頭低溫沖擊韌性較好。
3.2.5硬度測試結果
根據標準DNVGL-OS-C401—2018[5]和ISO 6507-2016[15]對焊接接頭進行硬度測試,打點位置如圖6所示。圖7和圖8分別是A和B兩試驗組試驗件的硬度分布。
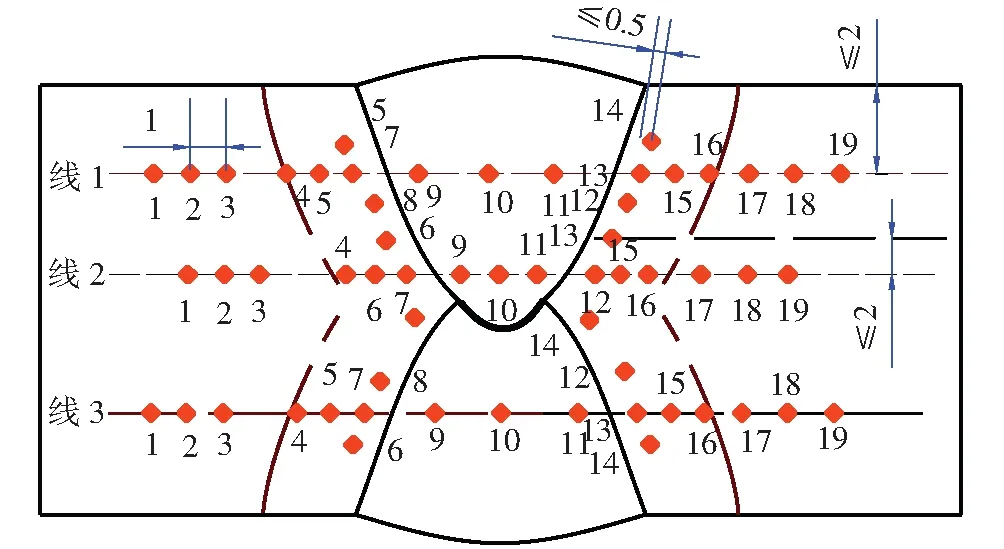
圖6 硬度打點位置示意圖
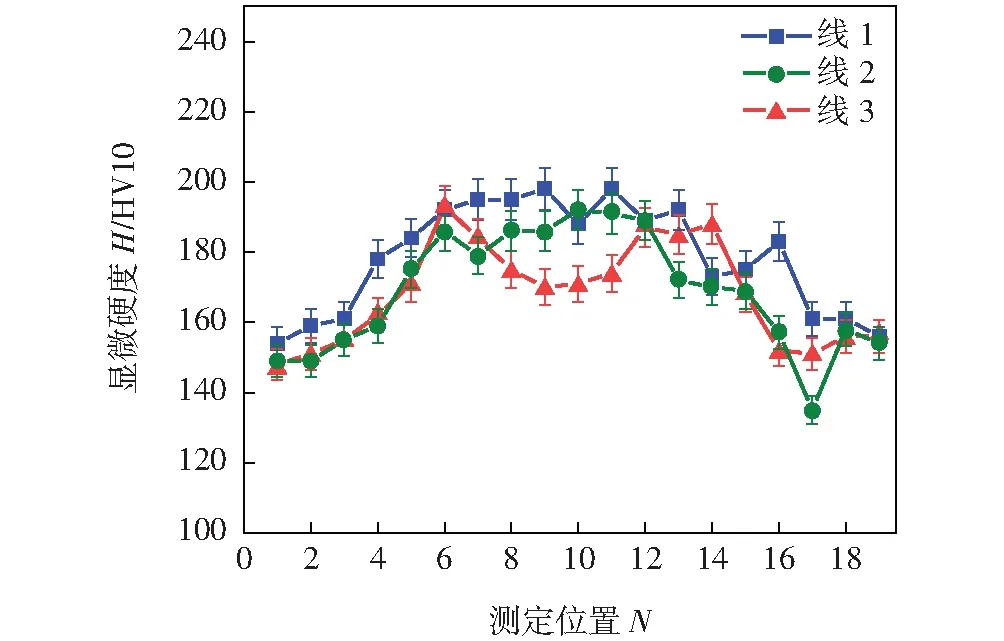
圖7 A試驗組的顯微硬度分布

圖8 B試驗組的顯微硬度分布
硬度結果表明,A組和B組試件焊接接頭的最大硬度值均出現在HAZ,最大硬度值小于325 HV10,滿足DNVGL-OS-C401—2018[5]的接收準則。
4 結論
(1)文中詳細介紹了某海上風電導管架的焊接工藝方案,包括焊前坡口設計、焊接材料選擇、焊道順序、各道次焊接方法及主要工藝參數。薄壁管采用GMAW封底+SAW三絲內焊+SAW四絲外焊;厚壁管采用GMAW封底+SAW三絲內焊+SAW四絲填充焊+SAW四絲蓋面焊;GMAW封底焊中間段采用全自動工藝,兩端采用半自動工藝。
(2)依據標準DNVGL-OS-C401—2018分別對SAW單道焊和SAW多道焊進行了宏微觀形貌和力學性能檢測。針對不同板厚的兩組焊接接頭的宏觀形貌、拉伸、彎曲、-40 ℃低溫沖擊、硬度結果均滿足該項目規格書及標準DNVGL-OS-C401的接收準則,接頭具有良好的強度及低溫沖擊韌性,滿足各項力學性能要求。
(3)文中針對某寒冷海域風電導管架用鋼管研發的加工制造方案,具有焊接效率高,焊接質量穩定的優點,可推廣應用于其他鋼管的加工制造。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52