
齒輪零件的數控加工與檢測分析
2023-01-11 02:45:12胡國杭彭乃球梁聰發鄭立京謝澤兵
機電工程技術 2022年13期
胡國杭 彭乃球 梁聰發 鄭立京 謝澤兵
摘要:以電機減速器太陽輪為研究對象,對其研究現狀、原理和應用領域進行了闡述。電機太陽輪與周圍的行星部件相互配合,這些部件驅動行星齒輪箱中被連接到輸出軸上。當太陽輪運轉時,行星齒輪會使外環齒輪循環。目前常用于加工齒輪的方法有成型齒加工、模板加工、生成工藝和齒輪精加工等。參照其零件圖紙,綜合考慮該零件的設計意圖、實際生產能力和生產類型等,分析其加工工藝為插齒加工,確定了其主要加工工序可概括為:粗車→半精車→精車。對加工完成后的減速器太陽輪成品進行了檢測分析,利用千分尺檢測齒輪尺寸,采用齒輪復合試驗檢查方法驗證齒輪產品的數控加工質量,結果表明該齒輪零件數控加工工藝流程可行。
關鍵詞:齒輪;數控加工;檢測;加工工藝
中圖分類號:TG61文獻標志碼:A文章編號:1009-9492 ( 2022 ) S1-0005-04
CNC Machining and Inspection Analysis of Gear Parts
Hu Guohang,Peng Naiqiu,Liang Congfa,Zheng Lijing,Xie Zebing
(Guangdong Machinery Research Institute,Guangzhou 510799,China)
Abstract: Taking the sun gear of motor reducer as the research object, its research status, principle and application fields are described. The motor sun gear is matched with the surrounding planetary components, which drive the planetary gearbox and are connected to the output shaft. When the sun gear is running, the planetary gears cause the outer ring gear to cycle. At present, the methods commonly used to process gears include forming gear processing, template processing, generation process and gear finishing. Referring to the part drawing, considering the design intent, actual production capacity and production type of the part, the analysis showed that the machining process was gear shaping, and the main machining process was summarized as follows: rough turning→semi finish turning→finish turning. The finished reducer sun gear was inspected and analyzed, the gear size was measured by micrometer, and the CNC machining quality of the gear product was verified by the gear composite test inspection method. The results show that the CNC machining process of the gear part is feasible.
Key words: gears; CNC machining; inspection; machining process
0引言
齒輪減速器的基本用途是將重復運行中所產生的扭矩作為動力源來傳遞可用功。同時降低輸入的速度,使輸出的速度是正確的。裝配高質量、高可靠性的齒輪減速器,除了先進的設計技術和必要的制造設備支持外,也離不開對制造工藝的每一步嚴格的質量控制。
減速器齒輪在加工過程中處理不當容易變形。因此在進行齒輪零件的數控工藝分析與設計時,要根據齒輪的精度要求,齒輪的材料、齒輪的熱處理技術,以及齒輪毛坯的形式來選擇合適的機械加工方案與工藝[1-2]。
目前常見的齒輪減速器加工工藝主要分為:成型齒工藝、模板加工工藝、生成齒工藝和齒輪精加工工藝等。機械數控加工是指利用計算機系統對傳統機床進行操作。
另一方面,隨著計算機在工業制造過程中使用的增加,數控加工已經變得普遍。傳統的工業設備,如中心車床、路由器、鉆頭和銑床,現在都是通過計算機來操作的,以實現更好的控制。數控加工能夠幫助提升機械制造業的高效率、高精度并降低成本。減少制造過程中的錯誤可以消除不必要的浪費。但是考慮到數控加工各項操作步驟與工人息息相關,因此對數控加工產品的零部件質量人需要給予關注。
本文以某工廠的大批量減速器齒輪生產訂單為例,研究采用數控加工齒輪齒形的工藝并對其加工質量進行檢測分析,推廣數控加工齒輪在機械制造中的大規模應用,幫助中國制造業快速發展。
1零件工藝分析
所加工的零件為一個軸類零件,該零件主要加工表面是由外圓表面、中心孔、端面、外圓槽、直型齒輪組成。齒輪為?19.24 mm、齒數為10、模數是1.5的齒輪。具體形狀如圖1所示。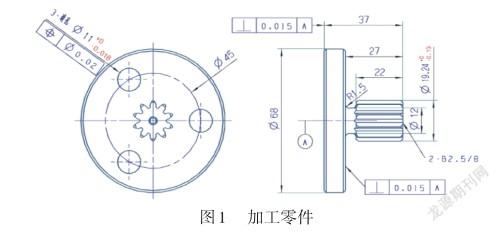
1.1加工具體要求
(1)加工零件存在如圖1所示的形位公差要求;
(2)調質熱處理毛坯,提高零件的力學性能;
(3)齒面進行淬火處理,增加表面耐磨性,硬度為HRC45~48。
在進行齒輪零件的數控工藝分析與設計時,要根據齒輪的精度要求,齒輪的材料、齒輪的熱處理技術,以及齒輪毛坯的形式來選擇合適的機械加工方案與工藝。
1.2工藝設計步驟
針對齒輪機械加工的工藝設計步驟[3-4]如下:
(1)根據齒輪零件圖紙分析零件工藝性;
(2)根據生產數量確定零件的生產類型(大批量生產,小批量定制等);
(3)根據圖紙要求選擇合適的毛坯;
(4)看圖選擇定位基準;
(5)確定加工工藝路線;
(6)確定各工藝路線中的設備、刀具和量具等;
(7)確定各工序中的切削用量;
(8)填寫工藝路線表;
(9)編制數控程序。
1.3加工工序
考慮到齒輪的高機械強度要求,基于減少材料成本消耗和機械加工的工作量的需求,齒輪零件選用鍛造毛坯。
齒輪加工工藝的制定需要綜合考慮零件的設計意圖、實際生產能力和生產類型等。針對該齒輪的大批量生產訂單,工廠的具體數控加工工藝[5-6]如下:
(1)下鍛造毛坯料。齒輪的大批量生產加工需采用模具鍛造,對于鍛造的零部件來說,加工余量越小越好,方便節約材料成本和降低加工難度。但是,鍛造后的毛坯通常都存在大毛邊,缺肉以及加工余量不足等特點。因此齒輪在采用模具鍛造時,其下料須在用量上要有一個合理的范圍,用量過小會導致毛坯缺肉,用量過大會形成毛邊且導致加工量過大,所以在鍛造時要對原材料的用量有一定的計算和控制。
(2)毛坯正火熱處理。毛坯正火熱處理主要是消去齒輪鍛件的內應力并降低零件表面硬度,降低其加工難度,節約加工時間,縮短交貨周期,降低生產成本。
(3)粗車外圓、端面及內孔。粗車需要使用齒輪零件毛坯的外圓面作為徑向定位并夾緊,端面為軸向定位參考面教工車削出齒輪的另一端面和外面的一半。首次粗車加工完成后,以加工好的端面和外圓分別為軸向定位和徑向定位,車削端面和另一半的外圓并粗車內孔。粗車主要是加工齒輪毛坯料達到圖紙的整體外形尺寸,并給精車加工預留±0.3至±0.5的加工余量。
(4)精車外圓及端面。粗車完成后,齒輪工件保持裝夾狀態,精加工該端面、半外圓、齒輪內孔;之后采用精加工好的端面緊貼機床定位盤,并夾緊工件,精車加工出齒輪的另一端面和外圓尺寸。
(5)打磨內圓。利用磨具與齒輪內圓表面在機床給定壓力下的相對運動,對齒輪零件的內表面進行微量切削加工,使齒輪內圓表面尺寸精度高、幾何形狀準確和表面粗糙度小,保證加工出來的齒輪節圓與內孔同軸度公差滿足設計要求。
(6)插齒。機械加工領域,齒輪的加工多采用插齒工藝。插齒是一種利用展成法原理進行加工的切齒工藝。插齒加工時,插齒刀具與齒輪相當于一對圓柱齒輪的嚙合。刀具的往復運動是插齒工藝的主運動,而刀具與加工零件按一定比例關系所作的圓周運動是插齒的進給運動。
(7)清洗并包裝。所用工藝完成并檢驗合格后,去污清潔齒輪零件后,打包裝箱等待發往客戶即可。
2數控加工
若需保證加工出來的產品零件尺度精度符合要求,數控操作人員加工零件步驟如下所述。
(1)加工準備階段
根據客戶提供的加工零部件圖紙,確定相應的加工數據(加工切削用量、刀具軌跡坐標點、刀具尺寸信息等)。根據制定好的工藝路線,選用合適的夾具、刀具;同時計算與加工零件相關的信息(如工件與刀具相對運動軌跡的尺寸參數即進給執行部件的進給尺寸;切削加工參數如主運動和進給運動速度,切削深度等;各種輔助操作如主運動變換、刀具切換、切削液的啟停、工件的裝夾等)[7-8]。本次數控加工選擇的量具是游標卡尺和千分尺;刀具選擇90°外圓車刀。
(2)編程階段
根據工藝路線和計算出來的相關信息,選用數控機床能夠識別的語言編程,并填寫程序單,將本文手工編好的程序輸入機床數控系統。
(3)加工階段
當數控機床執行編寫好的加工程序時,機床數控系統(CNC)將加工程序轉換成驅動各運動部件的動作指令,在數控系統的統一協調下驅動各運動部件,自動完成對工件的加工。車削加工使用齒輪端面作為軸向定位面,液壓夾盤夾緊外圓為徑向定位,刀具選用硬質合金刀具。
3數控加工質量檢測分析
3.1數控加工質量檢測
檢測分3個級別進行,如下所述[9-10]:
(1)機床精度測試。在這種模式下,檢查機床的定心和運動精度。檢查其他各種參數,如主軸方向、支架、軸等。主軸應垂直于工作臺。軸的角度和彎曲必須準確。檢查直線軸。
(2)零件或產品測試。在這種模式下,檢查零件的尺寸和位置。這也包括檢查參數,如定位,表面光潔度和形狀。還應根據要求或應用檢查尺寸和幾何公差。
(3)過程監控。這包括在每個階段檢查工藝步驟,以避免與工藝相關的錯誤,這些錯誤可能導致缺陷產品或不必要的生產延誤。產品生命周期有不同的階段,從構思或概念化開始。然后是設計、可行性研究、分析、試產、測試、量產等環節。這里的質量檢查涉及各個層次。
3.2數控加工參數檢測
以下是數控機床在進行質量檢驗時必須檢查的一些參數[11-12]:
(1)當使用數控機床生產一個零件時,必須達到快速成型的目的。確保數控機器設備能夠生產所需的產品和原型。
(2)目標是嚴格的公差,并確保數控機器設備提供所需的精度和保持最小的誤差空間。
(3)檢查數控設備上的主軸,確保數控機器設備被精確校準,設備可能隨著時間的推移失去精確度。
(4)同時需要對檢驗結果進行記錄,以備日后參考。
3.3齒輪零件的檢測分析
齒輪零件的檢測是一個重要的程序,不僅可以檢查所制造的齒輪的整體質量,而且還可以深入了解制造過程的效率和控制水平。它可以確保零件的制造符合質量標準,以及客戶的要求。
對齒輪和機器的檢查可以幫助制造商控制:齒輪尺寸、齒輪質量、機器夾具的安裝、機器設置、零件毛坯質量、切削工具精度、切削工具安裝、切削工具的研磨和熱處理過程。
檢查齒輪尺寸是否正確的傳統方法是用千分尺測量齒輪的銷或球。銷釘測量提供了一種準確和方便的方法,可以在現有測微計的能力范圍內確定任何直徑的齒輪的齒厚。對于直徑較大的齒輪,可以使用跨度測量或齒輪齒卡尺。復合測試也可以提供齒輪齒形尺寸的測量。尺寸測量用于提供正確的齒隙,當齒輪與它的配套齒輪以操作中心距離安裝時。常用千分尺和針或球來測量尺寸(圖2)。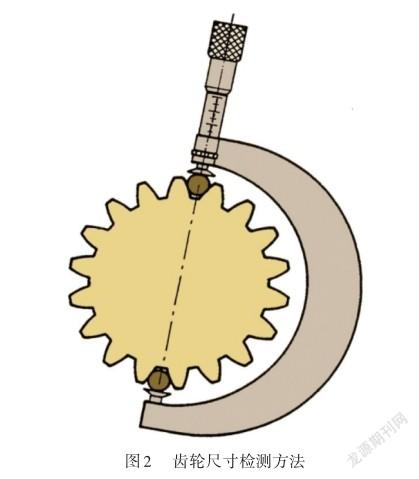
跳動是指旋轉表面和基準面之間的距離的最大變化,垂直于該基準面測量。齒輪的跳動可以用千分表測量,在連續的齒隙中放置一個針或球。在現代的數控齒輪測量機上,這種檢查可以在一個全自動的循環中進行。跳動測量用于確保正確的反向間隙和旋轉運動的最小變化。
檢驗過程涉及許多要點,以確保對齒輪生產的質量控制,如對磨削的斜齒輪和直齒輪。利用簡單的視覺齒輪檢查方法和工具,如照相機和內窺鏡,可能會導致被忽視或沒有注意到的問題。
齒輪的復合試驗是一種檢查方法,在這種方法中,工作齒輪與主齒輪緊密的雙側接觸,并進行滾動。AGMA(美國齒輪制造商協會)將這種類型的檢查定義為"徑向復合偏差"。由于工作齒輪是在檢驗機上對基準齒輪進行彈簧加載,因此不存在齒隙。復合作用試驗是在檢測儀器上進行的,該儀器將允許在滾動過程中中心距離的變化。這種中心距的變化將產生一個"齒對齒"和"總復合"的指示,可以在一個簡單的表盤指示器上讀取或以圖形方式記錄。復合檢查是一個有用的車間友好工具,用于確定齒輪的一般質量,包括尺寸、跳動、齒對齒的滾動作用,以及檢測缺口。它不是確定單個齒面誤差的適當方法。
輪廓是指齒輪齒形曲線的形狀,從齒根到齒尖測量。輪廓的功能或操作部分是在齒輪嚙合期間實際接觸的區域。一般來說,這個區域是從齒根圓角上方到齒尖。在大多數平行軸齒輪上,齒形曲線的形狀是漸開線。在實踐中,適當的測量機將測試齒輪上的測量探針對準齒輪面的中間位置。大多數齒輪測量機使用生成原理來創建一個參考輪廓,以便與齒輪的實際輪廓進行比較。齒廓被追蹤并以圖形方式記錄,正確的未修改的齒廓在圖表上被表示為一條直線。
AGMA目前的檢查手冊將"螺旋線偏差"(以前是齒形對準變化和導程變化)定義為測量的螺旋線與設計的螺旋線之間的差異。在實踐中,適當的測量機將測量探頭對準測試齒輪的節圓直徑,"導程"被追蹤并以圖形記錄,正確的未修改的螺旋線在圖表上被表示為一條直線。螺旋線的測量是用來確定配對齒輪之間正確的面接觸。不正確的螺旋線將產生不均勻的負載和噪聲。
齒距距是指每個齒在齒輪圓周上的理論上的真實位置。齒距偏差是每個齒的理論位置和實際位置之間的差異。這些值可以是正的或負的。指數變化是指任何齒相對于基準齒的理論位置的位移。
總間距變化和總分度變化是相同的數值,通常被稱為"累積間距"。總分度變化是分度變化的極端值之間的最大代數差。
有兩種不同的方法可用于計算齒“間距”。一種是利用帶有精密分度系統的單探針測量設備。這種分度系統可以是電子的,如在數控測量機上,用編碼器控制的旋轉軸。它也可以使用機械裝置,如分度盤、圓形分度器或光學標尺。第二種是系統利用兩個探頭,在齒輪旋轉時從相鄰的齒面獲得連續的數據。從雙探針系統獲得的數據必須經過數學校正以獲得間距值。今天,人們認識到,單探針系統是最準確的,也是首選系統。
索引測量用于確定正確的齒輪齒距。齒距誤差是由于總齒距變化或累積齒距造成的齒輪噪音的主要來源。盡管總螺距變化的主要部分來自于零件跳動,但在所有情況下,不可能從簡單的跳動或復合檢查中發現這一點。
單面檢測似乎與復合或雙面檢測技術相同。事實上,由于測試齒輪在其設計中心距和反向間隙處與主齒輪或參考齒輪一起滾動,所以它是非常不同的。這密切模擬了實際齒輪的操作。
單一側面檢查儀器利用兩個旋轉軸上的編碼器作為固定或便攜式裝置。來自每個編碼器的旋轉數據被電子化處理,所產生的相位被相互比較以產生相位差。這將表明旋轉運動與完全共軛齒輪的理想恒定角速度的誤差。這種相位差的結果以圖形方式記錄為模擬波形,類似于復合檢測圖。
單面檢查最重要的方面是其測量齒形共軛的能力。該數據還與剖面變化、間距變化、跳動和累積間距變化有關。單齒面檢測并不能消除對螺旋線偏差的分析檢測,而且它不能有效地應用于接觸比增大的齒輪組,如螺旋齒輪。
4結束語
本文主要對減速器太陽輪進行了詳細闡述,并針對其二維圖紙進行了工藝流程分析與設計,根據具體的工藝路線和計算出來的相關信息,選用數控加工該齒輪。通過數控加工質量分析發現其工藝流程被證明是可行且可靠的。數控加工比手工加工更精確,可以以完全相同的方式反復進行。由于數控加工可能的精度,這一過程可以產生復雜的形狀,這是幾乎不可能實現的手工加工。它還適用于廣闊的材料領域,使任何2D或3D項目更容易轉化為高質量的加工結果。
同時為了確保所生產的齒輪和所使用的機器的功能,必須對零件進行物理測量,并使用齒輪檢查儀進行基于計算機的分析檢查。該齒輪等產品可能需要為客戶大量生產。因此,生產設備和最終產品都必須通過檢驗。齒輪質量檢查可以為確保和維持高價值合同發揮作用。
參考文獻:
[1]王啟平,等.機械制造工藝學[M].哈爾濱:哈爾濱工業大學出版社, 2009.
[2]陳洪濤.數控加工工藝與編程[M].北京:高等教育出版社, 2003.8.
[3]劉慧芬,等.機床與夾具[M].北京:清華大學出版社, 2005.
[4]李益民.機械制造工藝設計簡明手冊[M].北京:機械工業出版社,2016.1.
[5]盧秉恒.機械制造技術基礎[M].北京:機械工業出版社,2013.
[6]謝民太.適用于微機械制造的常規加工方法[J].山東工業技術,2019(06). 54-66.
[7]鄧文英,郭曉鵬.金屬工藝學[M].北京:高等教育出版社,2000.
[8]楊配輕,王景輝.機械零件設計及加工工藝研究[J].農機使用與維修,2019(03):55-84.
[9]徐冰川.基于數控加工的大型齒輪加工成形方法研究[J].機械制造與自動化,2022,51(02):72-74.
[10]劉霧.圓柱線齒輪加工精度檢測方法與技術研究[D].廣州:華南理工大學,2021.
[11]譚剛.簡述普通車床精度對加工質量的影響[J].科學咨詢(科技·管理),2014(12):63-64.
[12]王曰輝,翟晶,柴希.內齒圈成形銑齒留量齒廓精度檢測[J].金屬加工(冷加工),2021(09):32-33.
第一作者簡介:胡國杭(1993-),男,廣東湛江人,大學本科,助理工程師。研究領域為機械設計制造及其自動化。
(編輯:刁少華)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
海峽科技與產業(2016年3期)2016-05-17 04:32:12
