
基于立方壓頭的多點(diǎn)成形數(shù)值模擬研究
2023-01-18 03:53:52周翔宇
周翔宇 于 洋 俞 峰 胡 勇
(武漢理工大學(xué)教育部船舶技術(shù)高性能重點(diǎn)實(shí)驗(yàn)室1) 武漢 430063) (武漢理工大學(xué)船海與能源動力工程學(xué)院2) 武漢 430063)(江南造船(集團(tuán))有限公司3) 上海 201913)
0 引 言
船體曲面外板的成形按加工方式可分為熱加工成形和冷加工成形.多年來,國內(nèi)外船廠對雙曲度外板加工一直是采用人工操作壓力機(jī)與水火彎板相結(jié)合的方式進(jìn)行的.板材的多點(diǎn)成形技術(shù)是目前解決上述問題較好的途徑[1].李明哲等[2]對多點(diǎn)沖壓成形的基本理論與實(shí)用技術(shù)進(jìn)行了系統(tǒng)研究,并研制出了多點(diǎn)沖壓成形樣機(jī).王呈方等[3-5]提出使用“方形壓頭可調(diào)活絡(luò)模具板材曲面成形裝置”的三維曲面船體外板自動成形加工的技術(shù),并基于該技術(shù)成功制造了“船舶三維數(shù)控彎板機(jī)”,該設(shè)備已運(yùn)用在實(shí)際的船體外板加工生產(chǎn)中,但是壓痕始終是船體外板加工的主要缺陷.
借助ANSYS/LS-DYNA進(jìn)行顯式數(shù)值模擬計(jì)算,針對在板材冷沖壓成形中如何控制和抑制壓痕方面的研究,Cai等[6]比較了三種不同形狀的壓頭,得出倒角立方壓頭成形質(zhì)量優(yōu)于半球形和立方形壓頭的結(jié)論.劉純國等[7]對多點(diǎn)成形中壓痕的形成與控制方法進(jìn)行相關(guān)研究,分析了多點(diǎn)成形中壓痕缺陷的形成及影響因素,指出彈性墊技術(shù)可以明顯地消除壓痕缺陷,并通過典型的數(shù)值模擬及成形實(shí)驗(yàn)說明了彈性墊技術(shù)及多道成形技術(shù)消除壓痕缺陷的有效性.張傳敏等[8]利用ANSYS/LS-DYNA軟件對馬鞍形件的傳統(tǒng)拉形及多點(diǎn)拉形過程進(jìn)行了數(shù)值模擬,并對多點(diǎn)拉形中壓痕的產(chǎn)生原因及抑制方法進(jìn)行了研究.孫剛等[9]采用有限元數(shù)值模擬手段針對多點(diǎn)成形過程中產(chǎn)生的壓痕現(xiàn)象以及消除壓痕的措施進(jìn)行探討,通過對1與3 mm厚度的馬鞍型曲面件進(jìn)行數(shù)值模擬,結(jié)果表明:在相同條件下,用多點(diǎn)模具工藝成形的板材比用多點(diǎn)壓機(jī)工藝成形的板材壓痕深度大3~15倍,而且在成形過程中出現(xiàn)壓痕的時(shí)間早.文中基于三維數(shù)控彎板機(jī)的立方壓頭模具建模,通過板材成形數(shù)值模擬試驗(yàn),對比完全倒圓角立方壓頭模型、立方壓頭模型和不完全倒圓角立方壓頭模型沖壓得到的板材厚向應(yīng)變,比較壓痕情況,探究倒圓角立方壓頭在多點(diǎn)成形工藝過程中抑制板材壓痕缺陷的可行性.

圖1 壓頭圓平面半徑r
1 三種立方壓頭的建模
1.1 壓頭圓平面半徑r
針對壓頭圓平面半徑r(見圖1)的不同取值建立三種不同的壓頭模型,b為壓頭邊長,取b=58 mm,將壓頭定義為剛體,每個(gè)壓頭的鋼材材料參數(shù)相同,見表1.

表1 壓頭剛體模型參數(shù)

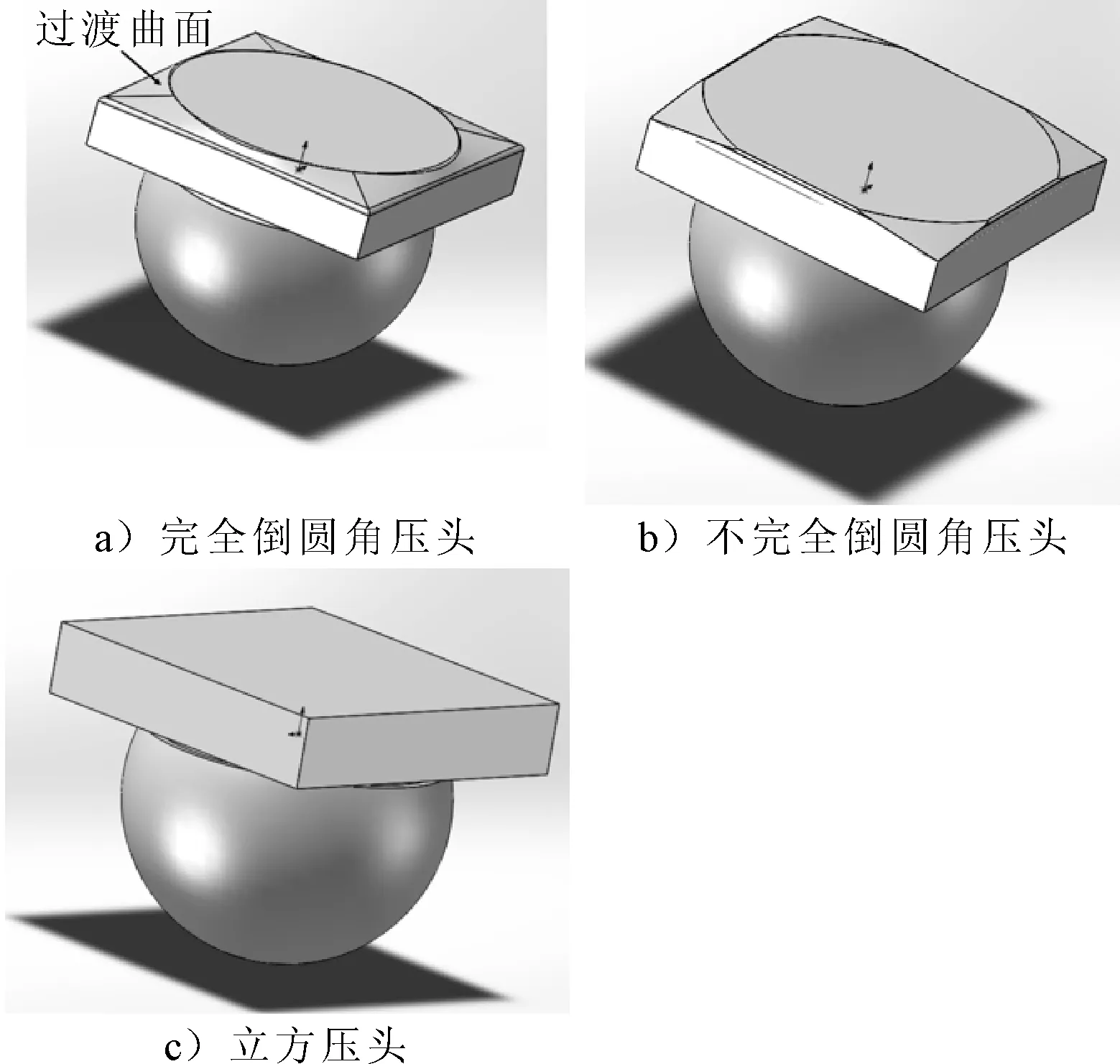
圖2 壓頭模型
2 壓頭沖壓數(shù)值模擬試驗(yàn)
數(shù)值模擬試驗(yàn)采用的沖壓成形設(shè)備為武漢理工大學(xué)造船工藝研究所的SKWB-800型船舶三維數(shù)控彎板機(jī)[10].該設(shè)備可加工任意長度的板材,且可連續(xù)加工,上模壓頭個(gè)數(shù)14×14,下模壓頭個(gè)數(shù)15×15,單個(gè)壓頭最大沖壓壓力為20 kN,該設(shè)備還可以加工帆形、馬鞍形等復(fù)雜曲板.
試驗(yàn)研究的板材為帆形板,示意圖見圖3.板材材料為INVAR鋼材,板材密度為8 410 kg/m3,彈性模量123 GPa,泊松比0.25,屈服應(yīng)力241 MPa,抗拉強(qiáng)度為440 MPa,伸長率40%.三組試驗(yàn)板材的參數(shù)見表2.
帆形板滿足曲面方程:
(1)

圖3 帆形板示意圖
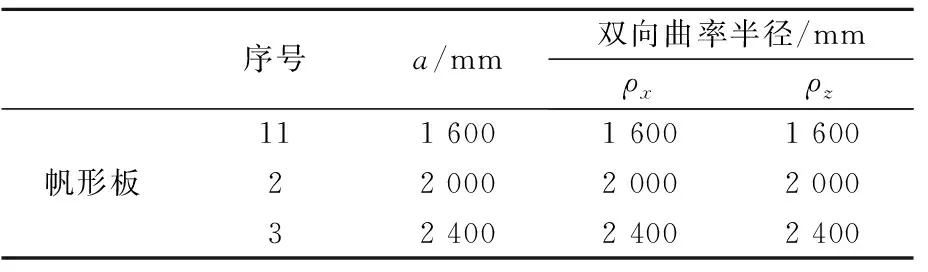
表2 試驗(yàn)板材曲面方程相關(guān)參數(shù)
選擇SOLID164作為劃分板材和剛體壓頭的單元類型,網(wǎng)格劃分時(shí),壓頭屬于剛體模型,可以劃分的粗糙一些,板材需要詳細(xì)分析應(yīng)變應(yīng)力,所以板材劃分的單元體較小,見圖4.出于避免沙漏模式的考慮,在承受彎曲載荷的時(shí)候沿厚度方向劃分5層,沿長度和寬度方向劃分成41個(gè),板材總單元數(shù)6 400,且盡量使壓頭和板材接觸的單元大小相同,提高計(jì)算精確度.
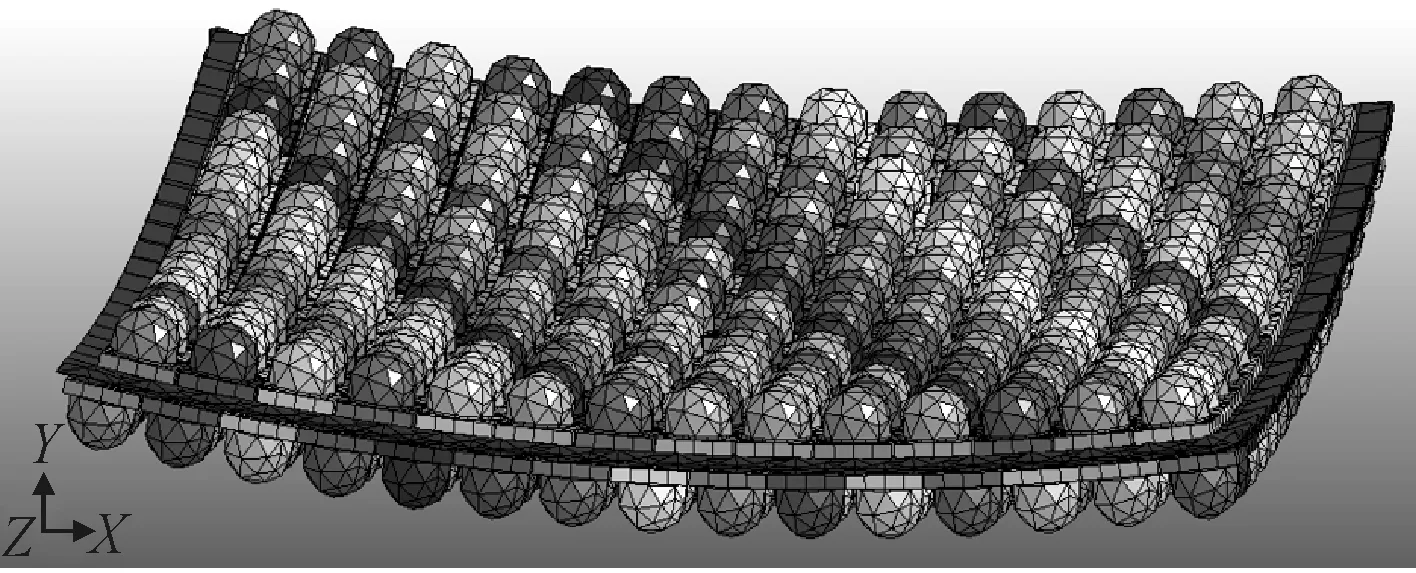
圖4 網(wǎng)格劃分
試驗(yàn)選用單面接觸類型中的自動接觸子接觸類型,定義接觸過程中輸入的靜摩擦因數(shù)μ=0.15,動摩擦因數(shù)μ2=0.1.
上壓頭模具排列個(gè)數(shù)為14×14,下壓頭模具排列個(gè)數(shù)為15×15,1、2、3號帆形板板材尺寸為900 mm×900 mm×12 mm,根據(jù)表2中不同壓頭圓平面半徑r確定的壓頭模型,針對三組板材在ANSYS/LS-DYNA中編寫APDL命令流進(jìn)行多點(diǎn)成形數(shù)值模擬試驗(yàn).
3 帆形板的數(shù)值模擬試驗(yàn)結(jié)果
3.1 三種壓頭的厚向應(yīng)變云圖
圖5為厚向應(yīng)變云圖.由圖5可知:用完全倒圓角立方壓頭進(jìn)行沖壓得到1、2、3號板材,壓頭圓平面半徑r=27 mm完全倒圓角立方壓頭成形質(zhì)量較好,板材厚向應(yīng)變絕對值最大值分別為0.015、0.011、0.008;用立方壓頭進(jìn)行沖壓得到的1、2、3號板材厚向應(yīng)變絕對值最大值分別為0.021、0.044、0.008;用不完全倒圓角立方壓頭沖壓得到1、2、3號板材,壓頭圓平面半徑r=35 mm時(shí)不完全倒圓角壓頭成形質(zhì)量較好,板材厚向應(yīng)變絕對值最大值分別為0.012、0.008、0.006.不完全倒圓角立方壓頭較立方壓頭、完全倒圓角立方壓頭得到的板材厚向應(yīng)變更小,且厚向應(yīng)變分布更加均勻,而立方壓頭和完全倒圓角立方壓頭得到的板材局部變形更加嚴(yán)重,這說明不完全倒圓角立方壓頭模型抑制板材壓痕的效果更加明顯,成形效果更好.
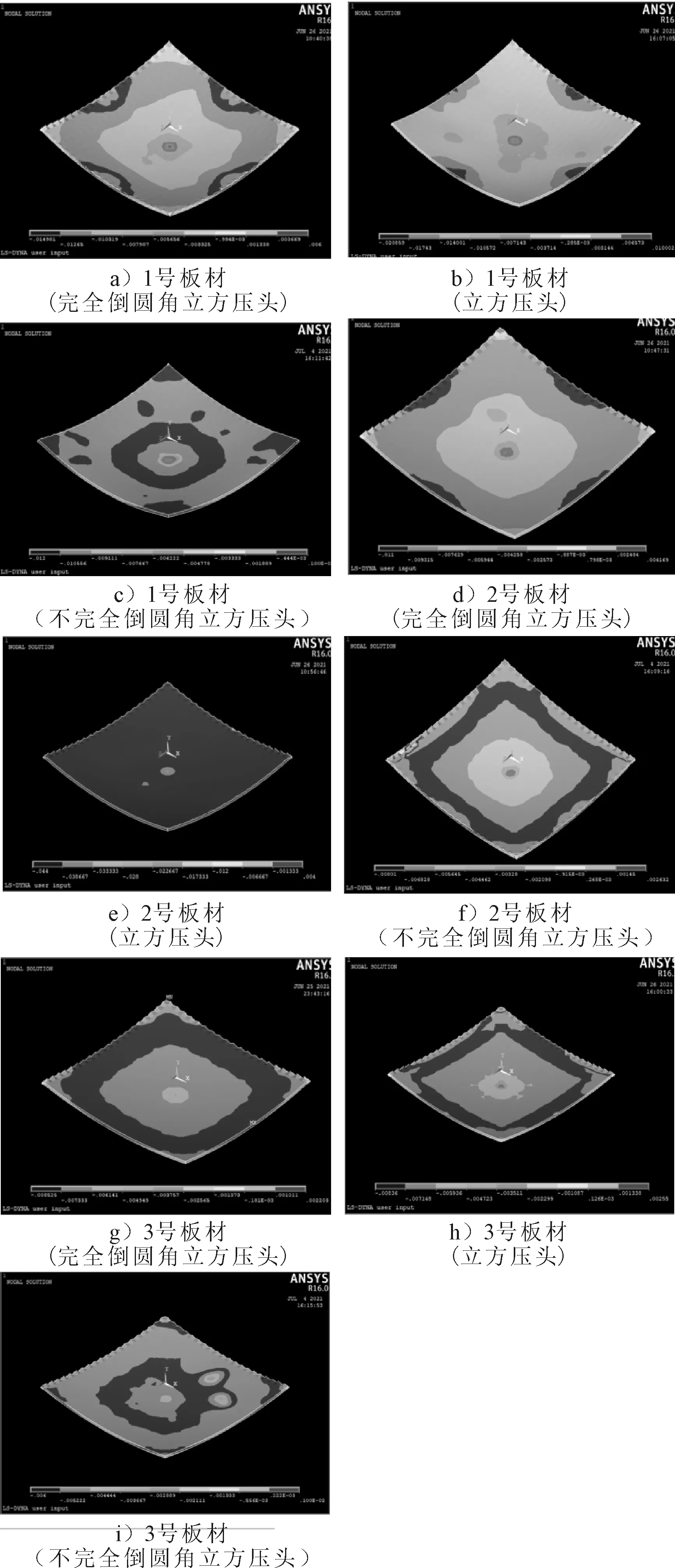
圖5 厚向應(yīng)變云圖
3.2 試驗(yàn)結(jié)果分析
用厚向應(yīng)變絕對值最大值、厚向應(yīng)變波動幅度(板材厚向應(yīng)變最大值、最小值之差)來描述壓痕,已有的研究表明厚向應(yīng)變可以較好地描述壓痕情況[11],試驗(yàn)結(jié)果見圖6.

圖6 板材厚向應(yīng)變絕對值最大值、厚向應(yīng)變波動幅度與壓頭圓平面半徑變化圖
由圖7可知:1、2、3號板材沖壓之后,相比于立方壓頭和完全倒圓角立方壓頭,不完全倒圓角立方壓頭在不同雙向曲率半徑的板材沖壓過程中,隨著壓頭圓平面半徑r的增加,厚向應(yīng)變絕對值最大值總體呈現(xiàn)下降趨勢,厚向應(yīng)變波動幅度隨著壓頭圓平面半徑r的增加而明顯減小,這意味著不完全倒圓角立方壓頭在板材沖壓過程中板材壓痕更輕微,成形效果更好,而立方壓頭壓痕最明顯,成形效果最差.
從r=31,35,39 mm這三組不完全倒圓角立方壓頭沖壓得到的板材厚向應(yīng)變絕對值最大值和厚向應(yīng)變波動幅度變化圖來說,隨著壓頭圓平面半徑r的增加,板材厚向應(yīng)變絕對值最大值和厚向應(yīng)變波動幅度總體上保持先減小后增加的變化趨勢,在r=35 mm左右時(shí)最小,這說明不完全倒圓角立方壓頭在r=35 mm左右時(shí)抑制壓痕效果最明顯.
4 結(jié) 束 語
運(yùn)用三種立方壓頭模型進(jìn)行基于武漢理工大學(xué)SKWB-800型船舶三維數(shù)控彎板機(jī)的有限元數(shù)值模擬試驗(yàn),通過三種立方壓頭的數(shù)值模擬試驗(yàn)結(jié)果進(jìn)行對比,證明相較于立方壓頭和完全倒圓角立方壓頭,不完全倒圓角立方壓頭在沖壓過程中抑制壓痕效果更好,且在壓頭圓平面半徑為35 mm左右時(shí)抑制壓痕效果最好.
