壓縮機(jī)主電動(dòng)機(jī)正壓通風(fēng)故障的分析與對策
2023-01-25 14:50:10張惠南何世泉賈偉杰張景輝張永琪王素穩(wěn)
油氣田地面工程 2022年11期
關(guān)鍵詞:故障
張惠南 何世泉 賈偉杰 張景輝 張永琪 王素穩(wěn)
1中國石油華北油田山西煤層氣勘探開發(fā)分公司
2中國石油華北油田分公司第四采油廠
3中國石油華北油田電力分公司
本文討論的高壓電動(dòng)機(jī)正壓通風(fēng)系統(tǒng)使用環(huán)境為煤層氣處理站場。正壓通風(fēng)是指具有保護(hù)外殼,且殼內(nèi)充有保護(hù)氣體,用保持外殼內(nèi)部保護(hù)氣體的壓力高于外部大氣壓力,以阻止外部爆炸性氣體進(jìn)入殼內(nèi)的方式達(dá)到防爆要求[1]。本煤層氣處理站壓縮機(jī)組座落于機(jī)房密閉空間內(nèi),屬易燃易爆場所[2-3],一旦發(fā)生可燃?xì)怏w泄漏,因正壓通風(fēng)系統(tǒng)保護(hù)電動(dòng)機(jī)內(nèi)部氣壓一直高于外部大氣壓,形成微正壓,確保混有可燃?xì)怏w的空氣不會(huì)進(jìn)入高壓電動(dòng)機(jī)內(nèi)部,保證了電動(dòng)機(jī)的防爆安全性能。
為確保正壓通風(fēng)一直有效,在高壓電動(dòng)機(jī)上專門設(shè)置了一套正壓通風(fēng)控制系統(tǒng),通過控制單元、各傳感器和控制閥門,將凈化后的壓縮空氣充入電動(dòng)機(jī)內(nèi)部從而獲得正壓通風(fēng)效果,而系統(tǒng)的控制核心會(huì)隨時(shí)監(jiān)控關(guān)鍵參數(shù)以判斷系統(tǒng)是否正常,并將運(yùn)行狀態(tài)通過信號傳輸至壓縮機(jī)控制系統(tǒng)。運(yùn)行中,站場出現(xiàn)過在壓縮機(jī)正常啟機(jī)操作時(shí),控制頁面顯示正壓通風(fēng)吹掃持續(xù)無法完成,啟機(jī)指令停滯無法進(jìn)入下一個(gè)環(huán)節(jié),影響正常啟機(jī)操作的情況;也發(fā)生過比例電磁閥和泄漏補(bǔ)償問題,一直無法閉合,難以形成微正壓從而聯(lián)鎖停機(jī)的情況;還發(fā)生過控制故障吹掃電磁閥無法打開吹掃、排氣閥難以關(guān)閉出現(xiàn)機(jī)械故障或損壞,以及其他原因出現(xiàn)的誤報(bào)誤聯(lián)動(dòng),導(dǎo)致正壓通風(fēng)故障頻發(fā),壓縮機(jī)頻繁聯(lián)鎖問題,給正常生產(chǎn)造成損失[4-7]。為減少正壓通風(fēng)系統(tǒng)的故障,對正壓通風(fēng)系統(tǒng)進(jìn)行了系統(tǒng)分析,總結(jié)了多年來出現(xiàn)的問題及解決辦法,制定了針對性的保養(yǎng)檢查措施。
1 正壓通風(fēng)工藝流程及自動(dòng)控制原理
采用西門子4 800 kW 電動(dòng)機(jī),型號為1SB6 714-6JJ80-Z,帶有正壓吹掃防爆功能,通過自帶的ST-2000C 型控制柜,控制凈化壓縮空氣進(jìn)入電動(dòng)機(jī)內(nèi)部,以達(dá)到防爆的目的。其工作原理如圖1所示。邏輯控制單元[8]采集電動(dòng)機(jī)內(nèi)部壓力及電動(dòng)機(jī)放空口流速,其中內(nèi)部壓力可以通過邏輯控制單元控制,最低要求范圍為0.8~25 mbar,一般設(shè)為0.8 mbar,最高要求范圍為10~25 mbar,一般設(shè)為15 mbar,最小放空口流量要求范圍為0.1~99 L/s(一個(gè)標(biāo)準(zhǔn)大氣壓,溫度為0 ℃,相對濕度為0%),一般設(shè)為99 L/s,高或低于設(shè)置壓力及流速,邏輯控制單元都會(huì)通過邏輯判斷電動(dòng)機(jī)[9]吹掃狀態(tài)為異常,并將結(jié)果通過信號傳至壓縮機(jī)控制柜。同時(shí)吹掃氣源也有最低要求,為壓力3 bar,流量450 m3/h,最大允許顆粒不超過100 μm。

圖1 主電動(dòng)機(jī)正壓通風(fēng)柜內(nèi)工作原理圖Fig.1 Principle diagram of main motor positive pressure ventilation cabinet
壓縮機(jī)啟運(yùn)需滿足兩個(gè)條件:
(1)電動(dòng)機(jī)投運(yùn)前正壓吹掃。采用正壓通風(fēng)的防爆電動(dòng)機(jī)多使用在可燃?xì)怏w處理工藝中,為避免電動(dòng)機(jī)投運(yùn)前環(huán)境中就存在可燃?xì)怏w進(jìn)入電動(dòng)機(jī)內(nèi)部,一般電動(dòng)機(jī)都需要提前進(jìn)行正壓通風(fēng)吹掃,即大量的非可燃?xì)怏w吹入電動(dòng)機(jī)內(nèi)部,通過電動(dòng)機(jī)頂部的放空口排出,目的是將電動(dòng)機(jī)內(nèi)的氣體全部置換為非可燃?xì)怏w(圖2)。電動(dòng)機(jī)內(nèi)部壓力通過檢測儀表傳回邏輯控制單元,放空口內(nèi)的流速檢測也將信號傳回邏輯控制單元,當(dāng)電動(dòng)機(jī)內(nèi)壓力和放空口流速達(dá)到設(shè)定壓力和設(shè)定時(shí)間后,邏輯控制單元認(rèn)為電動(dòng)機(jī)內(nèi)部氣體已全部置換完成,吹掃時(shí)間取決于吹掃體積(通常是電動(dòng)機(jī)機(jī)柜全空時(shí)體積的10 倍)和進(jìn)氣壓力。控制單元關(guān)閉吹掃閥門和吹掃排氣閥門,電動(dòng)機(jī)內(nèi)部壓力保持穩(wěn)定,但因電動(dòng)機(jī)無法完全保持密封,壓力會(huì)緩慢下降,此時(shí)控制單元會(huì)通過控制自動(dòng)保壓閥開關(guān)來對電動(dòng)機(jī)內(nèi)部補(bǔ)充氣體,以保證電動(dòng)機(jī)內(nèi)部壓力在設(shè)定范圍內(nèi),并且此時(shí)邏輯控制單元會(huì)傳遞開關(guān)狀態(tài)信號給壓縮機(jī)控制柜,表示電動(dòng)機(jī)此時(shí)處于安全狀態(tài),可以啟動(dòng)。
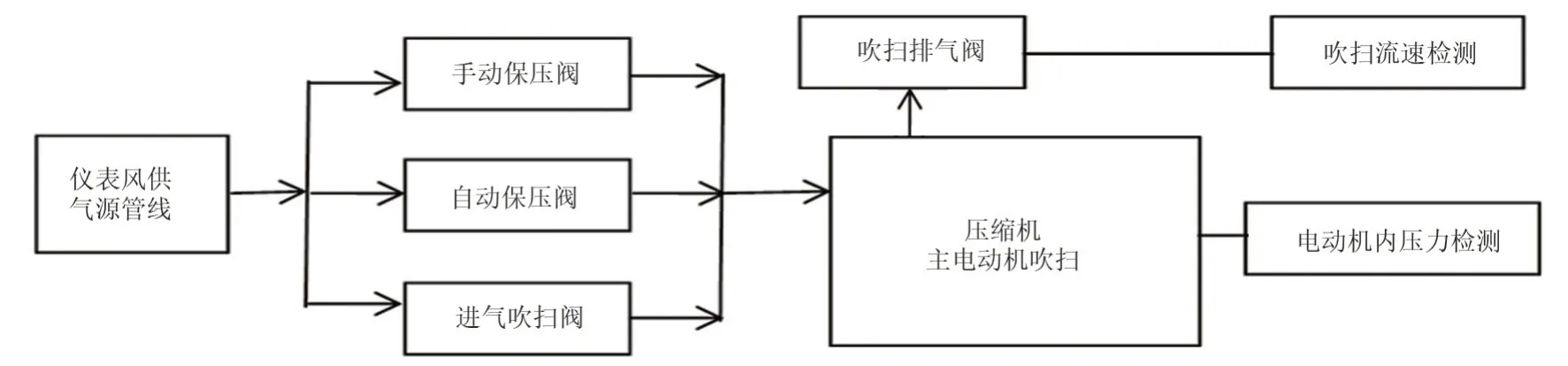
圖2 主電動(dòng)機(jī)正壓通風(fēng)柜內(nèi)工藝流程Fig.2 Process flow of main motor positive pressure ventilation cabinet
(2)電動(dòng)機(jī)運(yùn)行中的壓力保持。在電動(dòng)機(jī)運(yùn)行過程中,為防止電動(dòng)機(jī)外部突然出現(xiàn)可燃?xì)怏w泄漏進(jìn)入電動(dòng)機(jī)內(nèi)部造成安全風(fēng)險(xiǎn),電動(dòng)機(jī)內(nèi)需持續(xù)保持正壓,保證外部可燃?xì)怏w無法進(jìn)入電動(dòng)機(jī),因此,在電動(dòng)機(jī)吹掃完成后還需要通過保壓閥持續(xù)的進(jìn)氣補(bǔ)壓,并通過控制器控制自動(dòng)保壓閥開閉將電動(dòng)機(jī)內(nèi)部壓力控制在設(shè)定范圍內(nèi)(圖3和圖4)。

圖3 工藝閥門+電磁閥的自控調(diào)節(jié)方式Fig.3 Automatic control mode of"process valve+electromagnetic valve"
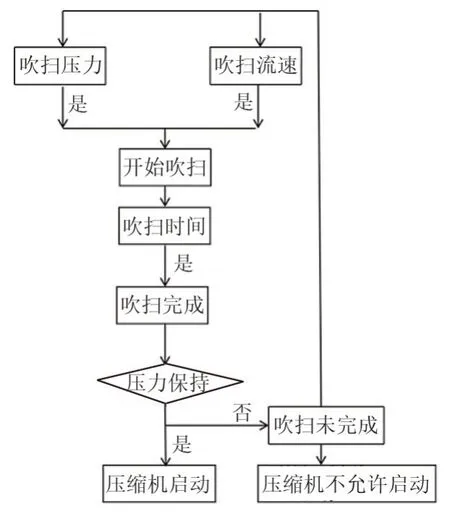
圖4 自控程序邏輯示意圖Fig.4 Schematic diagram of logic of automatic control program
2 常見故障分析及相應(yīng)對策
在易燃易爆場所,電動(dòng)機(jī)的防爆性能至關(guān)重要,一般電動(dòng)機(jī)的正壓通風(fēng)系統(tǒng)是否正常都與壓縮機(jī)的啟停連鎖反應(yīng)有關(guān)。電動(dòng)機(jī)的正壓通風(fēng)異常,會(huì)直接造成壓縮機(jī)的連鎖停機(jī),導(dǎo)致生產(chǎn)中斷,給正常生產(chǎn)造成較大影響,甚至造成無法挽回的經(jīng)濟(jì)損失。因此,對于壓縮機(jī)電動(dòng)機(jī)的正壓通風(fēng)系統(tǒng),需要分析可能導(dǎo)致異常的原因,提前規(guī)避風(fēng)險(xiǎn),如果發(fā)生異常,才能及時(shí)排除異常原因,恢復(fù)正常運(yùn)行。正壓通風(fēng)柜結(jié)構(gòu)見圖5。
幾種常見的異常及原因分析:
(1)電動(dòng)機(jī)無法開始吹掃。為保證電動(dòng)機(jī)啟運(yùn)前內(nèi)部氣體能夠置換完全,對吹掃的氣量有一定的要求,一般是通過電動(dòng)機(jī)吹掃出口的流速檢測來判斷,當(dāng)從吹掃[10]放空口排出的氣體流速不能滿足設(shè)定值,邏輯控制單元認(rèn)為不能夠達(dá)到吹掃置換條件,吹掃無法開始。流速不達(dá)標(biāo)的原因最常見的有三種,分別是氣量不夠、電動(dòng)機(jī)漏失嚴(yán)重或放空口未完全打開,此時(shí),需要針對這三點(diǎn)進(jìn)行檢查,增加吹掃進(jìn)氣量和壓力,查看電動(dòng)機(jī)密封是否完好,檢查吹掃閥是否打開,在流速指標(biāo)達(dá)標(biāo)后開始吹掃計(jì)時(shí)。
(2)正壓狀態(tài)突然中斷,開始重新吹掃。在電動(dòng)機(jī)運(yùn)行過程中,電動(dòng)機(jī)內(nèi)部壓力一直通過邏輯控制器控制補(bǔ)壓閥門進(jìn)氣穩(wěn)定在規(guī)定壓力范圍內(nèi),但在以下幾種情況下,電動(dòng)機(jī)內(nèi)壓力會(huì)突然失衡,導(dǎo)致電動(dòng)機(jī)內(nèi)正壓狀態(tài)破壞,電動(dòng)機(jī)重新吹掃,壓縮機(jī)連鎖停機(jī):①儀表風(fēng)突然大量減少(中斷)或增大。此時(shí)由于補(bǔ)壓閥門口徑較小,調(diào)節(jié)能力有限,突然減少或增大的吹掃風(fēng)量導(dǎo)致電動(dòng)機(jī)內(nèi)壓力超出設(shè)定壓力范圍,使邏輯控制器判斷電動(dòng)機(jī)內(nèi)正壓環(huán)境被破壞,重新開始吹掃;同時(shí)發(fā)出保護(hù)信號,壓縮機(jī)連鎖停機(jī),此種情況多見于吹掃風(fēng)的閥門突然堵塞或人為改變開度。②電動(dòng)機(jī)內(nèi)密封有損壞,導(dǎo)致電動(dòng)機(jī)內(nèi)失壓過快,補(bǔ)壓閥不能滿足壓力損失補(bǔ)充需求。因使用正壓通風(fēng)保護(hù)的電動(dòng)機(jī)體積一般較大,為保證內(nèi)部壓力穩(wěn)定,都會(huì)對電動(dòng)機(jī)外殼各連接部位進(jìn)行密封,盡量減少吹掃壓力損失,而補(bǔ)壓閥門口徑較小只能滿足少量的氣量補(bǔ)充,一旦發(fā)生外殼連接部位錯(cuò)位或密封材料老化損壞等情況,內(nèi)部快速失壓,當(dāng)補(bǔ)壓閥補(bǔ)充不及時(shí),就會(huì)導(dǎo)致內(nèi)部壓力低于設(shè)定值重新吹掃。③吹掃閥突然打開或密封失靈漏失。電動(dòng)機(jī)吹掃風(fēng)出口的吹掃閥采用氣開形式的氣動(dòng)控制閥門,當(dāng)電動(dòng)機(jī)吹掃時(shí),邏輯控制器控制電磁閥給吹掃閥供氣,吹掃閥打開,電動(dòng)機(jī)開始吹掃;吹掃完成邏輯控制器控制電磁閥關(guān)閉停止給吹掃閥供氣,吹掃閥關(guān)閉保壓;電動(dòng)機(jī)運(yùn)行過程中如果控制器或電磁閥異常,吹掃閥突然打開或吹掃閥閉合不嚴(yán),則電動(dòng)機(jī)內(nèi)快速失壓,壓力低于設(shè)定值而重新吹掃、連鎖停機(jī);④自動(dòng)補(bǔ)壓閥失靈,不能及時(shí)補(bǔ)充壓力。電動(dòng)機(jī)的外殼不可能做到完全密封,內(nèi)部壓力能夠一直保持,所以需要有補(bǔ)壓閥門時(shí)刻給電動(dòng)機(jī)內(nèi)漏失的壓力進(jìn)行補(bǔ)充,而一旦補(bǔ)壓閥不能及時(shí)補(bǔ)壓,則壓力低于設(shè)置值就會(huì)重新吹掃,所以一般可以將手動(dòng)補(bǔ)壓閥門同時(shí)打開一定開度,防止自動(dòng)補(bǔ)壓閥故障不能及時(shí)補(bǔ)充壓力。
(3)吹掃持續(xù)時(shí)間過長,無法進(jìn)入完成狀態(tài)。主要包括以下幾種情況:①吹掃閥突然關(guān)閉,導(dǎo)致吹掃流量降低,無法達(dá)到吹掃要求。此情況多見于給吹掃閥供氣的電磁閥或管路發(fā)生故障,導(dǎo)致吹掃閥失壓關(guān)閉,放空口流速檢測不到風(fēng)量而導(dǎo)致邏輯控制器認(rèn)為吹掃條件沒有達(dá)到而不能完成。②吹掃氣源較臟,導(dǎo)致吹掃管路逐漸堵塞,氣量降低,無法達(dá)到流量要求。同樣是由于吹掃氣量減少導(dǎo)致放空口流速檢測不達(dá)標(biāo)而導(dǎo)致的邏輯控制器判斷吹掃完成條件不夠。③壓力或流速傳感器損壞,檢測不到壓力或流量,或檢測到壓力流量偏低。邏輯控制器用于判斷吹掃完成的三個(gè)主要條件為壓力、流速、時(shí)間,其中兩個(gè)需要壓力管路、傳感器檢測獲得,一旦檢測環(huán)節(jié)出現(xiàn)問題,判斷為參數(shù)異常,則邏輯控制器都無法認(rèn)定吹掃達(dá)到完成條件。
3 應(yīng)用實(shí)踐效果
在實(shí)際生產(chǎn)的故障判斷和解決中,逐步總結(jié)梳理出了一些常見解決方法(表1),將排查、解決問題的時(shí)間大大縮短,減少了停機(jī)時(shí)間帶來的生產(chǎn)損失。

表1 正壓通風(fēng)系統(tǒng)故障情況與解決Tab.1 Faults and solutions of positive pressure ventilation system
針對易出現(xiàn)的故障點(diǎn)定期檢查維護(hù),減少出現(xiàn)問題的概率,進(jìn)一步降低了正壓通風(fēng)系統(tǒng)發(fā)生故障的概率。近兩年正壓通風(fēng)引起的壓縮機(jī)故障停機(jī)次數(shù)統(tǒng)計(jì)見圖6,停機(jī)次數(shù)得到有效降低,保障了壓縮機(jī)安全、穩(wěn)定運(yùn)行。2021 年正壓通風(fēng)故障大幅降低,這是在2020 年對一系列問題的剖析、解決并提出防范措施的有效印證。

圖6 正壓通風(fēng)系統(tǒng)聯(lián)鎖停機(jī)次數(shù)Fig.6 Numbers of interlock shutdown of positive pressure ventilation system
4 結(jié)束語
在實(shí)際生產(chǎn)過程中,對壓縮機(jī)高壓電動(dòng)機(jī)正壓通風(fēng)的原理和常見問題進(jìn)行分析,生產(chǎn)故障發(fā)生時(shí),大多問題不是單一參量的變化,這就需要從最常見的可能性問題出發(fā),靈活運(yùn)用以往經(jīng)驗(yàn),逐一排除問題的某一因素,找到問題的根本原因并加以解決。深入了解掌握正壓通風(fēng)柜構(gòu)造、凈化風(fēng)工藝流程及儀表電路控制原理,可排除故障點(diǎn),積累經(jīng)驗(yàn),不僅能即時(shí)解決現(xiàn)場問題,還能提供預(yù)防思路。經(jīng)過對2020 年正壓通風(fēng)問題的分析、總結(jié),及防范措施的采用,2021 年全年因正壓通風(fēng)問題導(dǎo)致的壓縮機(jī)停機(jī)次數(shù)大幅下降,在配件更換、配件材質(zhì)、工藝管路、電氣儀表[11]等方面提前檢查、維護(hù)及處理,保障了正壓通風(fēng)系統(tǒng)的正常運(yùn)行。
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39