鉸接滑筒式連續掘進盾構機內外滑筒制造關鍵技術研究*
2023-01-31 02:32:24王開強王志云朱曉冬馮文強邢朋飛鄭志遠趙永強
城市建筑空間 2022年12期
王 輝 ,王開強 ,孫 慶 ,王志云 ,朱曉冬 ,馮文強 ,邢朋飛 ,王 暢 ,鄭志遠 ,趙永強
(1.中建三局集團有限公司,湖北,武漢 430000;2.中建三局科創產業發展有限公司,湖北,武漢 430100)
0 引言
近年來,城市地鐵盾構隧道工程飛速發展,加快施工速度、降低工程造價逐漸成為發展趨勢[1-2]。目前常規盾構機采用盾構掘進與管片拼裝交替進行的模式,施工效率無法得到提升。日本提出“管片同步拼推”的盾構機連續掘進理念,即盾構機掘進的同時實現管片拼裝。相較常規盾構機掘進拼裝交替進行的模式,連續掘進盾構機實現了盾構機掘進與拼裝同步進行,大幅縮短施工時間,并降低施工成本。基于盾構連續掘進管片同步拼裝理念,國內外研究人員陸續開發出長行程油缸工法、格構式油缸工法、雙油缸同步掘進工法、F-NAVI盾構工法和LoseZero工法,但這些工法在盾構姿態控制、小曲線轉彎方面存在明顯不足,實際應用工程較少。僅長行程油缸工法和LoseZero工法(部分同步拼裝)在大盾構施工中尚有部分應用。為克服現有技術存在的不足,本文開展一種鉸接滑筒式連續掘進盾構機的研究工作。相較常規盾構機,鉸接滑筒式連續掘進盾構機制造的重難點主要體現在內外滑筒,本文主要介紹鉸接滑筒式連續掘進盾構機內外滑筒制造關鍵技術研究。
1 內外滑筒結構及制造難點
1.1 結構組成
常規盾構施工中,當盾構機向前掘進完成后,開始拼裝管片,掘進與拼裝分步進行。鉸接滑筒式連續掘進盾構機是在常規盾構前盾及中盾之間增加一節鉸接式滑筒結構,新增雙級螺旋輸送機,如圖1所示,鉸接式滑筒結構包括外滑筒、內滑筒、鉸接環、導向及密封裝置、推進油缸、前鉸接油缸、鉸接密封。外滑筒通過法蘭及螺栓與常規盾構前盾連接,外滑筒與內滑筒之間設置有導向及密封裝置,在伸縮滑動過程中,能夠避免周圍土體進入盾構機內部,保證施工安全;外滑筒及鉸接環之間布置推進油缸,通過推進油缸來推動外滑筒及內滑筒前后滑動距離1 500mm(一環管片寬度);內滑筒與鉸接環之間通過前鉸接油缸及鉸接密封連接,二者能夠實現一定角度的相對擺動,配合推進油缸分區控制可實現同步施工時調向糾偏等功能;鉸接環通過法蘭及螺栓與常規盾構中盾連接。掘進時,推進油缸伸出推動刀盤和前盾向前掘進,中盾和尾盾不動,可進行管片的拼裝;復位時,刀盤和前盾不動,拼裝油缸伸出推動中盾和尾盾向前復位;重復上述過程實現盾構掘進與管片拼裝同步施工。
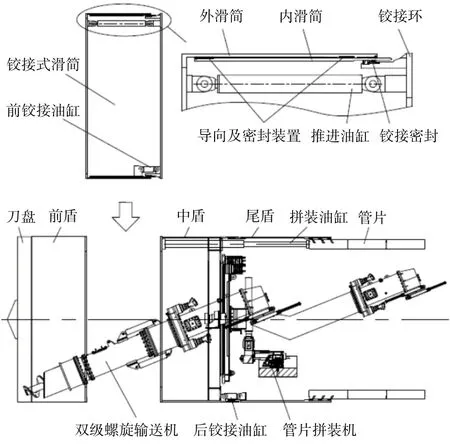
圖1 鉸接滑筒式連續掘進盾構機主機結構
1.2 制造難點
針對鉸接滑筒式連續掘進盾構機內外滑筒結構和技術要求進行分析,主要存在以下制造難點。
2)常規盾構的盾體為拼焊件,只起支撐防護作用,其驗收標準較低(表面粗糙度最高要求RA6.3,圓度≤5mm)。本文中外滑筒內壁表面粗糙度要求RA1.6,圓度≤1mm,且外滑筒為薄壁大直徑筒體結構,無內部支撐,筒體變形控制難度大,加工要求高,需研究大直徑筒體變形控制措施及表面拋光技術,解決外滑筒大直徑筒體加工變形控制難度大及表面粗糙度要求高的問題。
3)為防止滑動密封失效,內滑筒支撐裝置不僅要求承載能力高,而且需要具有自潤滑、耐磨、防腐等性能,同時內滑筒支撐裝置的加工公差既要滿足滑動密封壓縮量要求,又要滿足內外滑筒裝配要求。
4)由于內外滑筒的裝配最小間隙為1mm,且內滑筒的重量達48t,裝配過程中內滑筒下降不平穩容易卡滯并損傷滑動密封。需設計特殊的裝配工裝,保證內滑筒下降過程的平穩性及同步性,確保裝配質量滿足設計要求,解決內外滑筒大直徑小間隙長距離的裝配難題。
2 外滑筒制造關鍵技術
2.1 外滑筒內襯鑲嵌不銹鋼材質選擇
外滑筒內壁表面硬度要求HRC28-35,同時內壁要求防腐蝕,采用的方案是外滑筒外側為低碳合金鋼Q345B,外滑筒內側內襯鑲嵌不銹鋼,需要不銹鋼的材質滿足外滑筒內壁硬度和防腐蝕要求。
綜合對比一系列材質的力學性能、防腐性能及焊接性能,結合成本、市場貨源及工期等,選擇超低碳馬氏體不銹鋼04Cr13Ni5Mo,該材質具有良好的強度、韌性、可焊性及耐磨耐腐蝕性能,屈服強度710MPa,硬度接近HRC30,滿足外滑筒硬度及防腐蝕等技術要求。
2.2 外滑筒內襯鑲嵌不銹鋼焊接
如圖2所示,在內襯鑲嵌不銹鋼04Cr13Ni5Mo上每隔300mm加工1個塞焊孔,共計660個塞焊孔,鉆孔后分別拼焊成1/3圓筒,再分別進行卷圓,用樣板檢查圓度≤2mm。
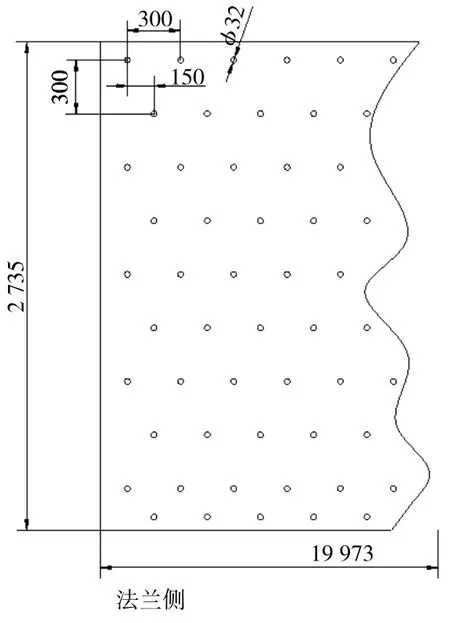
圖2 塞焊孔加工
如圖3所示,外側Q345B筒體法蘭面朝下,通過千斤頂及夾緊工裝裝配三段不銹鋼圓筒,塞焊連接外側Q345B筒體。
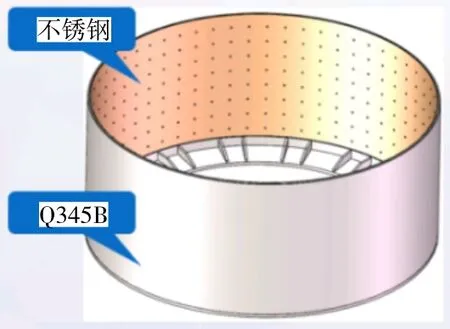
圖3 不銹鋼筒體裝配
不銹鋼與外側筒體通過多次焊接工藝評定,按照焊接工藝評定報告進行焊接,焊前預熱,預熱溫度100~200℃,采用小電流、對稱、多層多道焊接。對焊縫進行UT探傷,符合NB/T 47013.3—2015《承壓設備無損檢測第3部分:超聲檢測》Ⅱ級要求,進行硬度檢測,母材硬度為HRC29.8-30.3,焊縫硬度為HRC30.2-31.2,滿足技術要求。
2.3 外滑筒內襯鑲嵌不銹鋼熱處理
按圖4熱處理工藝曲線進行退火除應力。將筒體內支撐打開釋放應力后再重新連接。將工件緩慢加熱至315℃后,以每小時60℃的速度加熱至565~595℃,然后爐內保溫3.5~4.0h;工件隨爐冷卻至315℃,冷卻速度根據法蘭厚度確定為80℃/h,當爐內溫度到達315℃時,開爐拖出工件自然冷卻至室溫[3]。
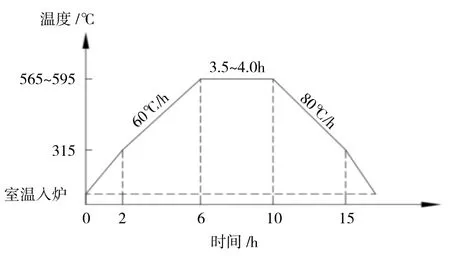
圖4 熱處理工藝曲線
2.4 外滑筒內襯鑲嵌不銹鋼機加工
外滑筒內襯鑲嵌不銹鋼04Cr13Ni5Mo板厚18mm,機加工完后理論余留8mm耐磨不銹鋼層,通過外滑筒雙層撐圓工裝及粗車-半精車-精車-高精度砂輪拋光工藝,解決外滑筒大直徑筒體加工變形控制難度大及表面粗糙度要求高的問題。
3 內滑筒制造關鍵技術
3.1 內滑筒MC尼龍支撐裝置
為防止滑動密封失效,內滑筒支撐裝置不僅要求承載能力高,而且需具有自潤滑、耐磨、防腐等性能。
MC尼龍又稱澆鑄尼龍,具有重量輕、強度高、自潤滑、耐磨、防腐,絕緣等獨特性能,是應用廣泛的工程塑料,幾乎遍布所有的工業領域[4]。因此,MC尼龍可滿足內滑筒支撐裝置材質要求。
3.2 內滑筒MC尼龍支撐裝置公差控制
內滑筒MC尼龍支撐裝置分塊拼成整圓后再整體機加工外圓,保證內滑筒的外圓圓度精度,綜合確定MC尼龍支撐裝置在不同位置對應不同加工公差,如圖5所示,內滑筒MC尼龍支撐裝置的加工公差既保證了盡量小,滿足滑動密封壓縮量要求,又通過整體外圓加工及不同位置公差控制來滿足內外滑筒裝配要求。
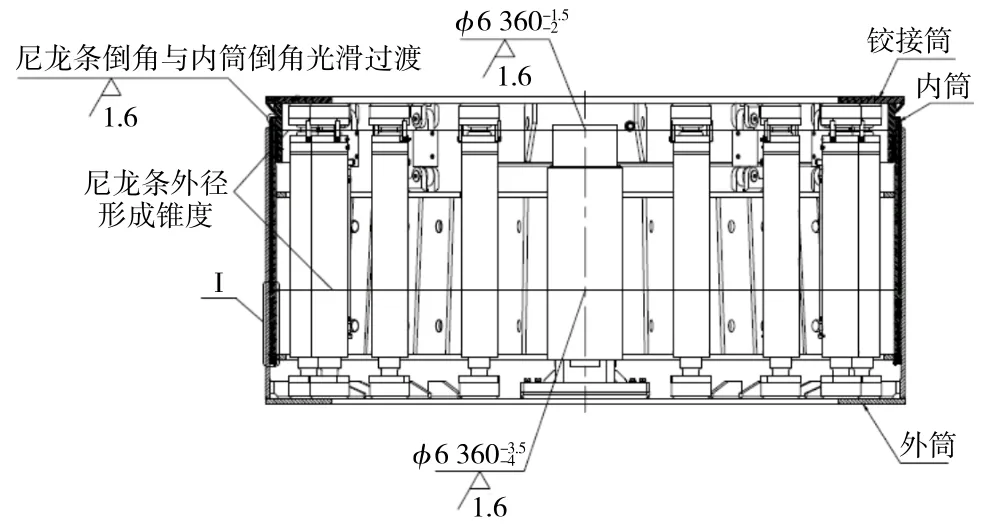
圖5 MC尼龍支撐裝置
4 內外滑筒裝配關鍵技術
4.1 裝配方案
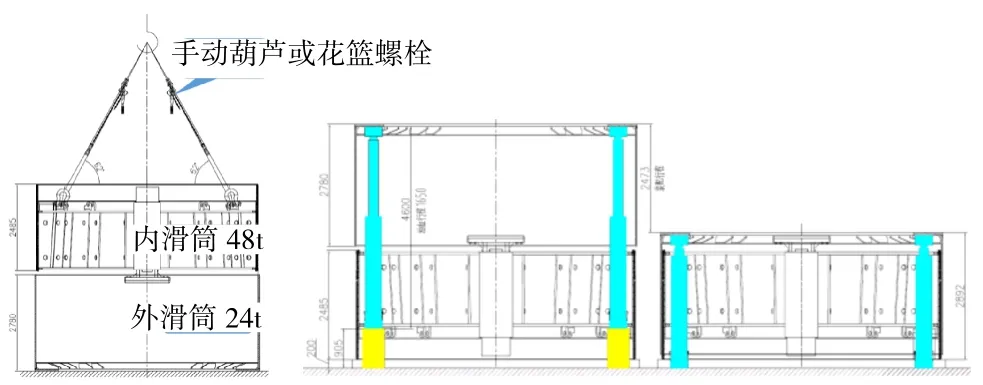
圖6 吊裝方案
4.2 外滑筒激光找平劃線
通過外滑筒激光找平劃線,保證內外滑筒裝配時的水平度及分度精度。
4.3 外滑筒內徑尺寸復核
通過高精度內徑千分尺復核外滑筒內徑尺寸,防止因吊裝等原因導致外滑筒內徑尺寸變形。
4.4 內外滑筒裝配
采用花籃螺絲精確調整內滑筒吊裝精度,按劃線位置核對內外滑動分度位置,在內滑筒MC尼龍支撐板及滑動密封涂抹油脂,保證內滑筒靠自身重力緩慢平穩裝配到位。
5 結語
本文主要介紹鉸接滑筒式連續掘進盾構機內外滑筒制造關鍵技術研究,解決內外滑筒制造過程中難點:內外滑筒大直徑長距離往復滑動中高硬度及防腐蝕要求、外滑筒大直徑筒體加工變形控制難度大及表面粗糙度要求高的問題、內滑筒支撐裝置材質及加工公差控制問題、內外滑筒大直徑小間隙長距離的裝配難題。文中措施及過程控制措施可對后續鉸接滑筒式連續掘進盾構機的開發、進一步優化及應用提供參考。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
設備管理與維修(2016年5期)2016-03-16 02:20:45
石油化工建設(2016年4期)2016-02-27 15:03:16