汽車門內飾板設計及有限元分析
2023-01-31 02:12:44吳琳
汽車實用技術 2023年1期
吳 琳
(江鈴汽車股份有限公司,江西 南昌 330001)
隨著汽車工業技術的高速發展,客戶對車門內飾板要求也越來越高,這也是對汽車整車內飾精細化要求的進一步體現[1]。車門內飾板對車門鈑金、車身零件、電子線束等起著經久耐用的包覆作用,并為地圖袋、扶手等部件提供安裝面,還可以為喇叭及線路提供傳輸和安裝空間。因此,車門內飾板的設計方案就顯得非常重要,其設計的好與壞,受到消費者的格外關注。如果設計得不好,其與周邊件的間隙面差將不符合主機廠的要求,成型的產品質量感觀較差[2]。
1 門內飾板的成型工藝
門內飾板分為硬質內飾板和軟質內飾板兩種。常用的成型工藝有注塑成型、手工包覆成型、陽模真空吸附成型以及陰模真空吸附成型、軟質門內飾板成本較高,以前一般用于高端車型上。目前隨著汽車市場競爭日益激烈,為了讓自身開發的車型能夠在市場上競爭力更大,各大主機廠大量使用軟質內飾板的設計[3],而硬質門內飾板由于成本較低,目前主要用于較低端的商用車上。本文論述的門內飾板屬于硬質內飾板,其材料如表1所示。
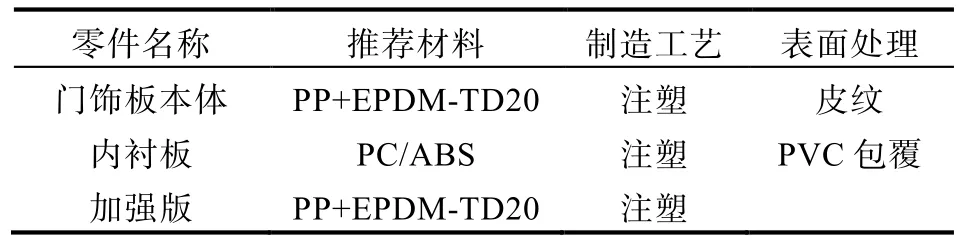
表1 門內飾板的材料及制造工藝
內襯板、加強板與門內飾板的安裝采用焊接工藝,熱熔柱的設計需滿足相應的設計要求。
2 門內飾板的定位安裝方式
2.1 定位方式
門內飾板的定位方式有兩種,一種是直接靠安裝卡扣定位,此種方法安裝門飾板時不好對準,另外一種則是通過門內飾板上的定位銷與鈑金上的定位孔進行定位,主定位放在飾板前端[4],定位銷尺寸設計為Φ15.9 mm,對應鈑金孔為Φ16 mm的圓孔,定位間隙為單邊0.1 mm。副定位放在飾板后端,對應鈑金孔為16 mm×20 mm的腰型孔,如圖 1所示。定位銷設計時可以做長,安裝時可起導向作用。一般門內飾板的拔模角度為Y向。

圖1 定位銷
2.2 門內飾板與鈑金的安裝方式
目前門內飾板的安裝方式一般采用塑料卡扣卡接+螺接的安裝方式,螺釘一般布置在不可見區域。門板的安裝力當用雙手安裝時不能超過108 N,單手安裝時不能超過75 N,否則會安裝困難,飾板的拆卸力不能超過220 N。飾板的拆卸次數不應少于 5次,否則引起售后抱怨。鈑金的沖孔方向應與門內飾板的安裝方向一致,否則沖孔時的毛刺會影響內飾板的安裝[5]。門內飾板上的塑料卡扣一般采用防水塑料卡扣,如圖 2所示。按門內飾板與車門鈑金配合處是否容易被發現,將門內飾板分成如圖 3所示三個區域:重點區域、次重點區域及非重點區域。在重點區域卡扣布置較密,安裝點的布置間距一般為140 mm~200 mm,次重點及非重點區域的卡口安裝點布置間距一般為170 mm~250 mm。本文中的門內飾板非重點區域由于無法布置卡扣而采用了螺釘固定。且為了控制門內飾板與鈑金的配合間隙,盡可能將卡扣布置在門內飾板邊緣,一般距邊緣距離大約15 mm~30 mm。門內飾板與鈑金的間隙一般定義為0 mm。

圖2 門內飾板使用塑料卡扣
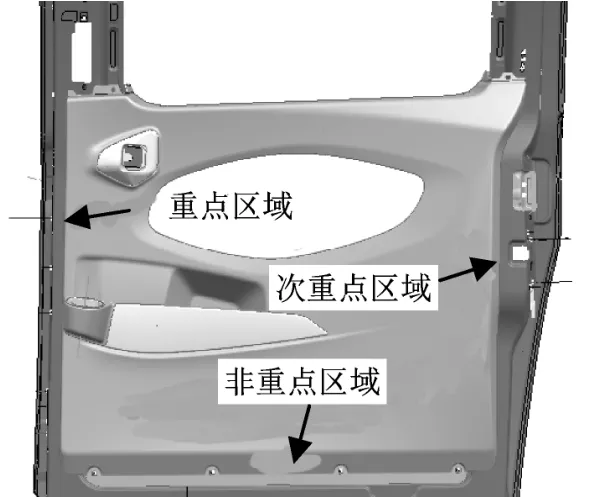
圖3 視覺區域劃分
門內飾板與門水切、玻璃及鈑金的安裝關系如圖 4所示。此安裝方式視覺上只看的到門飾板與玻璃之間一條縫,外觀較美觀。門內飾板掛在水切上,并零貼,水切卡在門鈑金上,且飾板翻邊與水切的搭接量②至少為8 mm。飾板與玻璃的間隙⑦至少為7 mm,飾板背面的筋與水切的間距及飾板翻邊底部到水切間距⑥至少要保證1.5 mm的安裝間隙,否則飾板安裝困難。
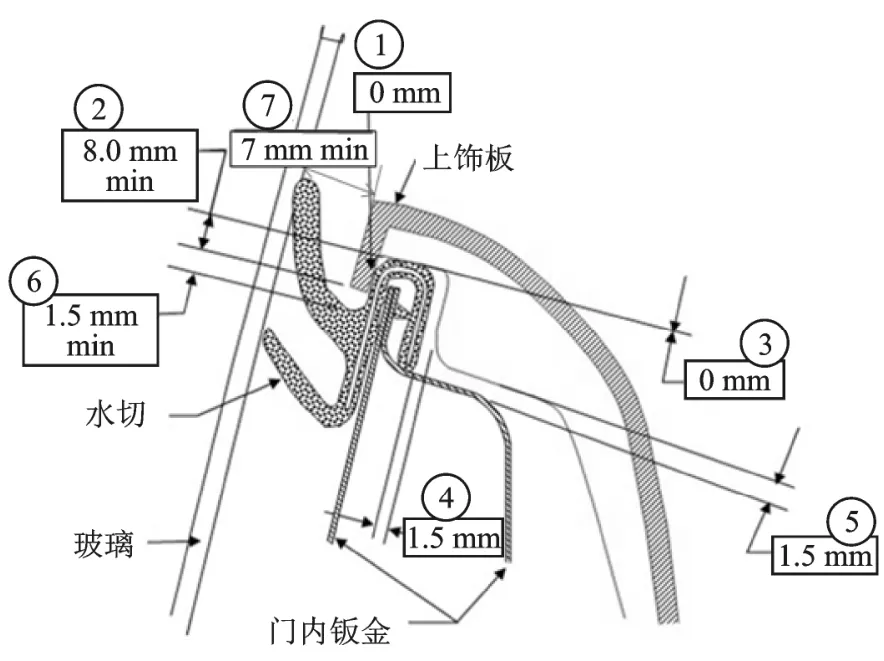
圖4 門內飾板的安裝方式
門內飾板卡扣座上塑料卡扣安裝孔開口盡量不要朝下或朝上,否則塑料卡扣在運輸過程中易脫落或是在拆卸門內飾板時易脫落。如果確實因結構問題模具無法出模導致開口必須向下的話,卡扣座安裝面上需增加楔塊結構避免卡扣脫落。同時為了保證卡扣座的強度,卡扣座中間需增加支撐筋,如圖5所示。且卡扣座根部需減膠處理,防止門內飾板表面有縮印,影響產品外觀質量。

圖5 門內飾板上卡扣座
縮印是指塑料材料冷卻收縮時,由于厚壁內外冷卻速度不一致,當外部物料冷卻凝固后制品中心的物料才開始冷卻,造成壁的表面向內收縮而產生表面局部下沉現象。注塑件表面經常會出現縮印, 嚴重影響制品的美觀及質量。縮印常發生在厚壁或設置加強筋、Boss柱的相對應表面。門內飾板所用材料為聚丙烯(Polypropylene, PP)材料,其上的定位Boss柱設計如圖6所示,需提前加膠,壁厚由2.5 mm加厚到3 mm,減輕表面縮印。門內飾板上的加強筋是必不可少的結構,能有效增加門內飾板的剛度和強度且無需大幅增加產品切面面積。合理布置適量的加強筋,不但可以起到支撐門內飾板以保證飾板的感官特性,配合處的間隙和面差。加強筋小端最小厚度一般為0.8 mm,大端為料厚的0.4倍,如圖7所示,保證產品的表面質量符合設計要求的同時,加強筋又有一定強度。

圖6 門內飾板Boss柱設計結構

圖7 門內飾板加強筋
3 門內飾板有限元分析
此門內飾板材料采用 PP材料,屈服強度為21 MPa,彈性模量為1 100 MPa,泊松比為0.3。通過CATIA三維建模軟件建立門內飾板的三維模型,并將所建立的模型導入到HyperMesh有限元分析軟件中進行3D網格劃分,如圖8所示。本次模型單元劃分采用四面體網格,其基本尺寸為4 mm,單元總數為55 347個,節點總數為55 230個。約束此門內飾板所有與鈑金的卡接點的 6個自由度,并按表2中不同的工況施加相應的載荷,再通過ABAQUS有限元分析軟件進行求解,計算門內飾板在不同工況下的剛度是否符合設計標準的要求。

圖8 門內飾板有限元模型
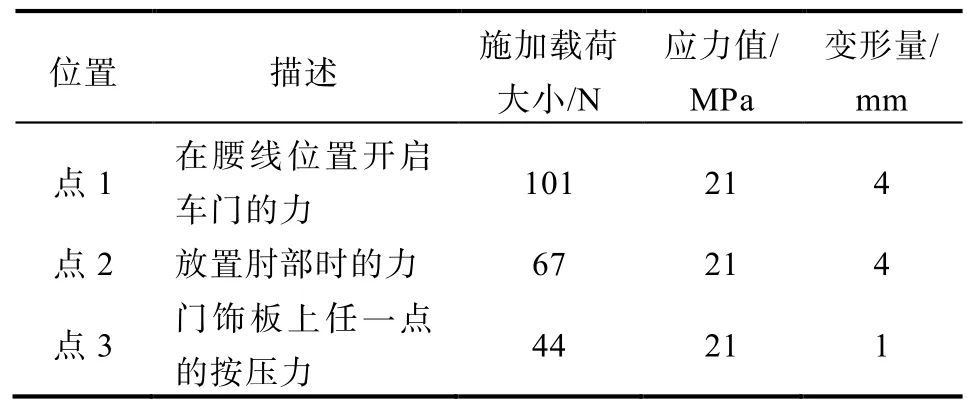
表2 門飾板受載工況及合格標準
門內飾板受力情況如圖 9所示,進行有限元計算分析,優化前:
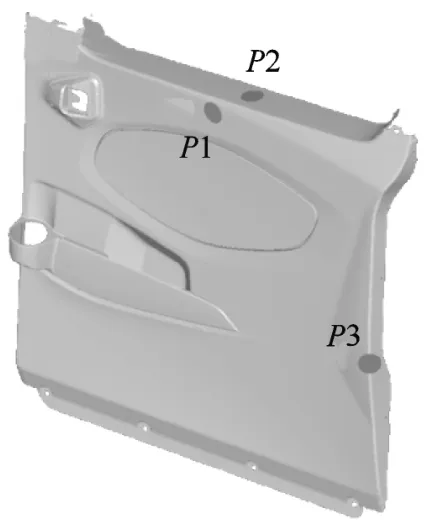
圖9 門內飾板受力情況
1.在點1施加101 N的力
從圖10可知,門飾板在點1施加101 N的力時,其最大應力值為11.43 MPa,最大變形量為7.27 mm,根據表2,可知門內飾板的最大變形量大于主機廠的設計標準,不符合要求,需做設計優化。

圖10 點1施加力時的應力、應變云圖
2.在點2施加67 N的力
從圖11可知,在點2施加67 N的力時,門飾板最大變形量為1.39 mm,小于設計標準要求,滿足要求。

圖11 點2施加力時的應力、應變云圖
3.在點3施加44 N的力
從圖12可知,在點3處施加44 N的力時,門飾板的最大變形量為0.73 mm,小于設計標準要求,滿足要求。

圖12 點3施加力時的應力、應變云圖
優化后:
針對點1在101 N的工況下變形量超出目標值,在門內飾板上增加加強板,與飾板本體通過熱熔柱進行焊接。由圖13可知,優化后的門內飾板的變形量為2.54 mm。滿足設計標準的要求,說明優化方案有效。

圖13 優化后的應力、應變云圖
4 結論
(1)簡要概述了門內飾板在設計開發過程中的注意事項,特別是對其定位策略及安裝方式進行了介紹,為后續車型開發提供相應的參考。
(2)針對門內飾板常見的3種工況,利用常用的有限元分析軟件HyperMesh和ABAQUS進行門內飾板的剛度分析,分析結果表明門內飾板在工況 1下其變形量超過設計標準要求,需在失效點上增加加強板。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
