給水泵汽輪機高壓調節電液伺服閥緊固螺栓斷裂分析
2023-02-03 13:15:00王征軍
發電設備 2023年1期
劉 明, 王征軍, 吳 剛, 解 鑫
(1. 華電電力科學研究院有限公司,杭州 310030; 2. 湖北華電襄陽發電有限公司,湖北襄陽 441000)
電液伺服閥是將電信號轉換為液體壓力或流量信號的裝置,其功能是將小功率的電信號輸入轉換為大功率的液壓能(流量及壓力)或位移輸出,實現電液信號的轉換與放大。電液伺服閥廣泛應用于火電廠液壓控制系統的用油系統中,以實現汽輪機數字式電液控制系統(DEH)對汽輪機轉速及機組負荷的調節[1],其一般通過緊固螺栓緊連接在油路塊上。
在對某1 000 MW超超臨界機組的現場檢查中發現多起給水泵汽輪機高壓調節電液伺服閥緊固螺栓斷裂的問題,導致油壓降低甚至造成機組非正常停機,產生較大的經濟損失,因此對電液伺服閥緊固螺栓展開斷裂失效分析具有重要的現實意義。
筆者采用理化分析及仿真模擬手段對該機組給水泵汽輪機高壓調節電液伺服閥緊固螺栓斷裂故障進行詳細分析,以準確判斷螺栓斷裂原因,避免后續類似故障的發生。
1 事故概況
該機組在投運3.5 a后的運行過程中給水泵汽輪機高壓調節閥調速油大量噴出,造成油壓降低、油箱液位快速下降,進而導致汽輪機跳閘,后續檢查顯示事故發生的原因是給水泵汽輪機高壓調節電液伺服閥緊固螺栓斷裂。該機組在2 a前的大修過程中對用油系統設備(含電液伺服閥、油動機等)全部進行解體檢查,發現所有螺栓宏觀狀態正常,螺栓無明顯變形且表面無宏觀裂紋,因此并沒有更換螺栓。
該電液伺服閥的主要安裝結構見圖1。電液伺服閥與主油路塊之間加裝了1塊過渡塊,同時采用4根M8型(桿徑為8 mm、長度為80 mm)的標準粗牙螺紋緊固螺栓依次穿過電液伺服閥及過渡塊上的圓孔,并將緊固螺栓旋擰在油路塊上對應的螺紋孔中,進而將電液伺服閥固定在油路塊上。螺栓的設計等級為8.8級,其材質為碳鋼。在內部高壓油的作用下,緊固螺栓主要承受軸向拉力載荷。
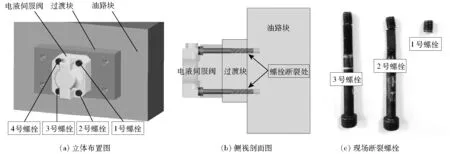
圖1 電液伺服閥緊固螺栓安裝及斷裂情況
現場檢查顯示:4根緊固螺栓中,1號、2號、3號螺栓斷裂,且均為第六階螺牙根部所在橫截面斷裂。根據螺栓長度可知斷裂位置均位于過渡塊與油路塊的接合面附近,這也是螺栓旋合狀態下受力最大的位置[2]。其中:1號螺栓斷口處未見頸縮,2號、3號螺栓斷口處存在一定的頸縮現象。因此,初步判斷1號螺栓可能因缺陷及疲勞的作用首先斷裂,1號螺栓斷裂后因載荷轉移至其他螺栓,導致其他螺栓的載荷增大,進而造成2號、3號螺栓依次因過載而瞬間斷裂失效。
2 理化檢驗
2.1 化學成分及硬度
采用ARL8860型直讀式光譜儀對所有螺栓進行化學成分檢測,取樣位置位于螺栓芯部約1/4半徑處,結果見表1,其中的標準值參考GB/T 3098.1—2010《緊固件機械性能 螺栓、螺釘和螺柱》。檢查結果符合GB/T 3098.1—2010中對8.8級碳鋼螺栓的規定,螺栓化學成分正常。
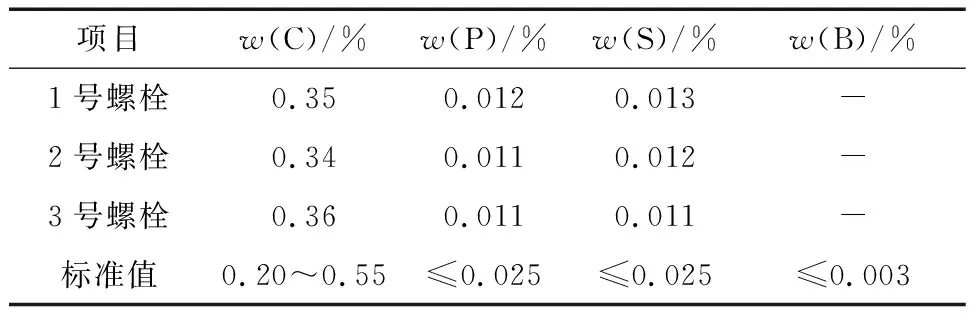
表1 各螺栓化學成分檢查結果
采用Wilson 402 MVD型硬度儀對各螺栓截面位置的維式硬度進行測試,取樣位置位于螺栓芯部1/2半徑內,每根螺栓取5個測點計算其平均值,結果見表2,螺栓硬度滿足GB/T 3098.1—2010要求。
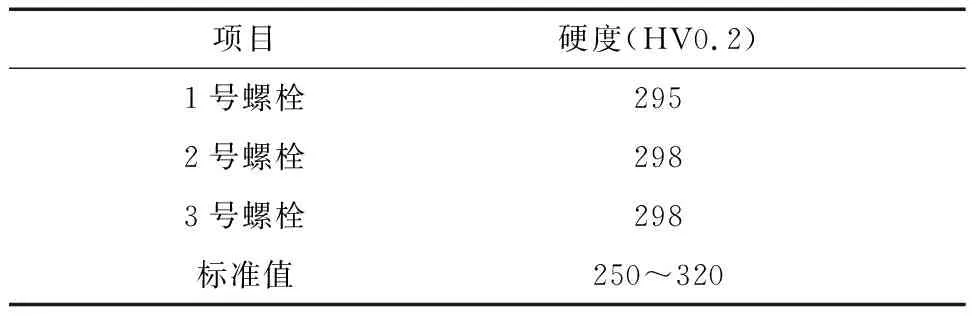
表2 各螺栓顯微硬度測試結果
2.2 顯微組織
將螺栓沿中心縱截面剖開,鑲嵌、磨拋后用硝酸酒精溶液(硝酸體積分數為3%)進行腐蝕,在DMI5000M型光學顯微鏡上對其進行顯微組織觀察,螺栓芯部區域顯微組織見圖2。圖2中組織均為典型的回火屈氏體組織,符合8.8級螺栓(淬火并中溫回火處理后)的組織形態。
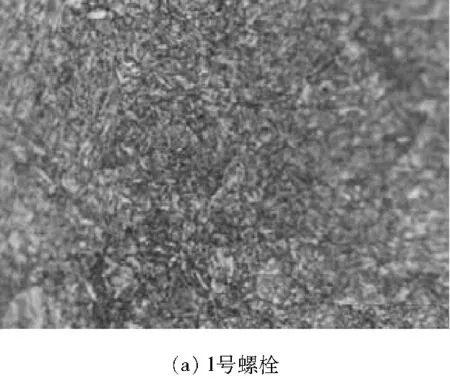
圖2 螺栓芯部區域顯微組織
圖3為1號螺栓斷口附近及斷口相鄰螺牙處的顯微結構。由圖3可以看出:斷口處有大量貫穿性裂紋,斷口相鄰螺牙根部也萌生了一條垂直于螺栓軸向且長度約為500 μm的裂紋,遠離斷口螺牙的根部則無明顯裂紋,這也與螺栓常規斷裂位置相符(螺栓承力端咬合螺紋第一階或第二階螺牙根部[3])。此外,螺栓表面未見明顯的脫碳層[4],裂紋附近也沒有明顯的腐蝕和氧化現象。
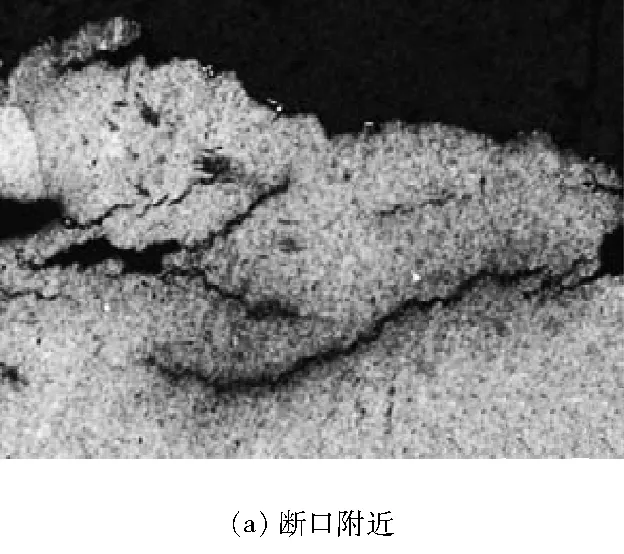
圖3 1號螺栓局部顯微組織
2.3 斷口形貌分析
用超聲波酒精清洗螺栓斷口后,在Tescan VEGA3 LMU型掃描電鏡上對斷口不同區域的形貌進行觀察。
1號螺栓斷口形貌見圖4。由圖4可以看出:斷面較粗糙且整體沿螺牙根部斷裂,具有多源特征的裂紋起源于螺栓圓周表面,以螺旋狀的方向向內擴展,形成棘輪狀斷口;中心區域較為平整,應為最后瞬斷區;裂紋擴展區呈細晶狀形態,并且斷面有微裂紋。以上特征符合扭矩主導作用下的疲勞斷口形態[5]。
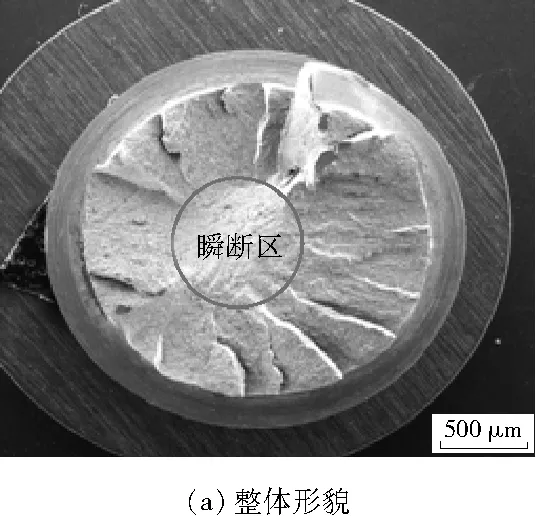
圖4 1號螺栓斷口形貌
2號螺栓斷口形貌見圖5。由圖5可以看出:斷口整體呈瞬間沖擊斷裂斷口形態,有一定的頸縮及塑性變形現象,表明瞬斷區存在大量韌窩,韌窩內有夾雜物或第二相粒子分布。
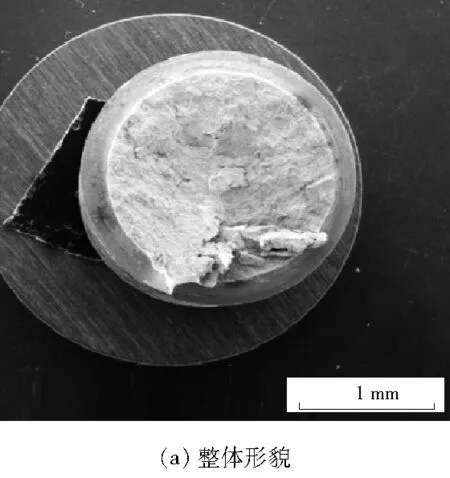
圖5 2號螺栓斷口形貌
在其他區域還發現一些機加工缺陷,如在螺牙底部還發現了折疊制造的機加工缺陷,螺紋表面的加工缺陷將更容易導致局部應力集中,產生裂紋源。
3 螺栓斷裂分析
從上述分析可知,螺栓材質、硬度、組織狀態正常,無明顯的脫碳、腐蝕、氧化現象。1號螺栓斷口呈現扭矩主導作用下的疲勞斷口形態,因此對螺栓的受力狀態開展仿真模擬分析。
3.1 油壓作用下的螺栓受力
該電液伺服閥有4個油路孔與主油路塊相連,分別為1個壓力油孔、2個活塞油孔和1個回油孔[6],作用在電液伺服閥上的油壓全部由4根緊固螺栓承擔。用油系統的設計油壓為14.5 MPa、設計油溫為35 ℃。電液伺服閥在啟動工作過程中,按設計油壓考慮,作用在電液伺服閥上的反推力為3 416.5 N。按照4根螺栓均勻承載,則每根螺栓在油壓作用下的最大承載為854.1 N。
為研究油壓作用下螺栓的詳細應力分布情況,建立螺栓軸對稱模型進行仿真計算[7],該螺栓采用的是GB/T 192—2003《普通螺紋基本牙型》所規定的螺紋基本牙型形式,具體為:牙型角α=60°,牙頂削平,牙底采用圓弧角過度,螺距為1.25 mm,牙底圓弧角半徑為0.156 mm。
將螺栓與油路塊間的咬合螺紋設置為接觸關系,假定接觸面剛性、無滑移,全部采用四邊形軸對稱單元,單元長度為0.05 mm。螺栓端面施加法向力854.1 N,計算得到油壓載荷作用下的螺栓Mises應力分布見圖6。由圖6可以看出:咬合螺紋段第一階螺牙底部存在局部微小區域的應力集中區(這也與實際斷裂位置一致),最大應力達到74 MPa,是所在斷面平均應力的4倍以上,相鄰螺牙底部應力集中度則在2~3倍。

圖6 螺栓Mises應力分布云圖
3.2 安裝預緊力
GB/T 3098.1—2010規定:8.8級螺栓的屈服強度應大于640 MPa,最小保證應力也應大于580 MPa。顯然,僅在油壓載荷的作用下,螺栓的安全裕量足夠大。但是,為保證油路的密封性,電液伺服閥在安裝時都會進行預緊,預緊力過大也是導致螺栓斷裂的一個重要因素[8]。現場安裝時一般采用扭矩扳手進行螺栓安裝,同時采用安裝預緊扭矩。
螺栓彈性區間內的預緊扭矩公式[9]為:
T=FKd=σASKd
(1)
式中:T為預緊扭矩,N·mm;F為預緊力,N;K為扭矩系數;d為螺栓的公稱直徑,mm;σ為螺栓軸向應力,N/mm2;AS為螺栓應力截面積,mm2。對于M8型螺栓,d=8 mm、AS=36.6 mm2;對于無特殊潤滑的光桿螺栓,扭矩系數可取0.2[10]。
預緊扭矩的水平取決于螺栓軸向應力水平。預緊扭矩小,將影響電液伺服閥的密封性能;預緊扭矩過大,則會導致螺栓應力增大,進而容易導致螺栓萌生裂紋并降低螺栓的疲勞壽命[11]。國內的機械設計手冊一般選取材料強度的50%~70%用于計算預緊扭矩,根據此計算得到該M8型的8.8級螺栓的預緊扭矩為18.7~26.2 N·m。
油壓波動及蒸汽閥門的機械振動會不可避免地造成緊固螺栓需要承受交變載荷的作用,因此有必要對該螺栓的抗疲勞性能進行考慮。文獻[12]給出了8.8級螺栓在疲勞壽命為107次時的應力強度為562 MPa,如果以此作為螺栓的工作應力極限,扣除油壓作用下的螺栓最大應力(74 MPa),則在安裝預緊階段,螺栓最大允許應力為488 MPa,進一步可計算出考慮抗疲勞性能條件下的螺栓預緊扭矩不應超過28.6 N·m。
綜上所述,從螺栓強度的角度考慮,該緊固螺栓的推薦安裝預緊扭矩為18.7~26.2 N·m,最大預緊扭矩不應超過28.6 N·m。
3.3 斷裂原因
現場了解到該電廠以往檢修過程中,電液伺服閥的螺栓在緊固時未使用扭矩扳手,一般采用普通扳手加尾部套管的方式進行強力安裝。因此,可以推斷1號螺栓斷裂的主要原因為:安裝預緊力過大,預緊力的增大將導致螺栓軸向拉力提高,同時加工過程中產生的螺紋表面缺陷及螺牙底部結構性應力集中區的存在,使得運行過程中裂紋在咬合螺紋段第一階螺牙底部萌生,并在油壓波動及結構振動產生的交變載荷的影響下,裂紋不斷擴展直至螺栓斷裂。在螺栓實際受力中,預緊力產生的應力分量大,螺栓主要受扭矩載荷,因此整個斷口呈棘輪狀形態。
1號螺栓斷裂后,油壓載荷轉移至其他螺栓,在其他螺栓承受較大安裝預緊力的基礎上,其所承受的靜載荷進一步增大,進而導致2號、3號螺栓依次發生瞬間過載斷裂,并且其斷口具有明顯的韌窩分布,呈韌性斷裂特征。
4 結語
(1) 安裝預緊力過大是導致給水泵汽輪機高壓調節電液伺服閥緊固螺栓斷裂的主要原因,同時不同工況下的油壓波動也在一定程度上促進了斷裂故障的發生。
(2) 在類似的電液伺服閥安裝過程中,應嚴格使用扭矩扳手進行預緊,在滿足油路密封的條件下合理選用預緊扭矩,確保預緊力不超標且各緊固螺栓受力均衡。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
能源工程(2020年5期)2021-01-04 01:29:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40