進口與國產鍛造自動噴淋潤滑設備現狀分析及選型建議
2023-02-07 08:45:44王明濤北京易工自動化技術有限公司
鍛造與沖壓 2023年1期
文/王明濤·北京易工自動化技術有限公司
20 世紀70 年代第一條全自動化鍛造生產線自國外引入后,經過50 多年的發展,我國鍛造裝備行業得到了巨大的進步,國產鍛造主機及上下游配套設備廠家為全世界規模之最,在設備品質方面也獲得了較高的發展與進步。但由于我國鍛造裝備行業起步較晚,且長期受到國外先進技術的封鎖,距德日美意等老牌工業強國尚有一定的差距。主要體現在設備關鍵零部件材料及加工技術、動力驅動及傳動技術、系統控制技術以及精細化設計理念等方面。
自動化生產發展現狀和瓶頸
就鍛造自動化生產線而言,國內尚未真正形成以主機設備為核心的完整而全面的系統技術。鍛造裝備產業由于處于產業鏈底層,市場水平有限,國家科研投入市場化反映程度低,對于設備用戶而言全自動化鍛造生產線一次性投資較大,于是形成了大多數生產線工藝設備離散式生產交付,由部分有一定經驗的自動化團隊或者廠商提供組線聯機服務的實際狀況。
但由于鍛造熱加工所涉及的批量性和品種性特點,以及涉及到模具、溫度、材料、節拍效率等諸多不確定性因素的影響,很多自動化生產線只能形成局部自動化或者半自動化生產的特殊工況形態。
自動噴淋潤滑存在的問題
在所有影響鍛造全自動化不確定工藝因素里面,模具的溫度控制和模具潤滑是最難以實現和把握的核心因素。體現在鋼鍛件和鋁合金鍛件、高溫合金鍛件中對于模具的溫度控制和潤滑性有著較高的要求,直接影響到金屬流動是否合理而造成產品是否合格。尤其是鍛打溫度較窄的鋁合金鍛造,這一點更為重要。
對于自動化生產線而言,合理的噴淋設備的選擇決定了能否讓整個鍛造生產線是否連貫的無障礙的生產,整個指標體現在噴淋的霧化是否充分,噴淋是否均勻,以及噴涂量是否合適。如果選擇不合理,很容易潤滑不均勻造成模具粘料或者產品缺肉、飛邊不合理等。

我公司長期以來針對用戶,尤其是具有進口中大型模鍛設備的噴淋潤滑設備的用戶做了調研。我司調研的幾家德國和法國等進口噴淋潤滑設備,這些廠家并非專門從事鍛造領域的噴淋潤滑的廠家,而是自動化公司針對項目做的非標設計,故此在設計過程中很多并沒有考慮現場工況以及后續使用出現的問題:
⑴進口噴淋潤滑成套設備價格昂貴,且使用成本高;
⑵過分大流量,造成管路和噴灑出來的石墨使用量極大,浪費嚴重;
⑶有仿形3D 打印噴嘴,流道混亂,噴淋不均勻,造成積液和浪費;
⑷霧化主要靠噴頭處的氣液混合,不僅流量不易控制,造成滴漏現象,若久不用極容易造成堵塞。
另外,我們也統計了在其他類型生產線的自動噴淋潤滑中常見的問題:

⑴噴淋潤滑不均勻,模腔局部噴灑量不夠,造成鍛件粘膜,降低模具壽命;
⑵型腔死角位置容易出現水基石墨的淤積,造成鍛件打不滿;
⑶石墨乳自動配比不準確,穩定性差,造成誤操作和生產線長時間停機;
⑷管路和噴嘴容易堵塞,造成自動化生產線無法正常運轉;
⑸噴嘴適應性差,無法實現根據型腔做最優化噴頭設計,造成該噴的地方噴不到,不該噴的地方噴的多,影響節拍和產品質量;
⑹霧化效果較差,噴嘴臨界點為水柱,不僅浪費,還容易造成積液,模具周圍環境惡劣;
⑺噴淋不均勻和流量不穩定造成模具冷卻效果差(鋼鍛件顯著)或者模具降溫過快(鋁合金鍛造顯著),冷卻差容易造成模具快速脹大變形,模具降溫過快則造成模具收縮,均會產生不良品甚至廢品。
自動噴淋潤滑解決方案
針對以上問題,我公司對應性地研發和設計了多種解決方案:
⑴高壓霧化器成套裝置系統,實現了噴淋到模具型腔的為均勻的霧化液,而非水流;
⑵霧化效果佳,噴淋到型腔的石墨可以在正常模具溫度下迅速蒸發,不僅可以迅速帶走熱量,而且不會造成積液,對模具及壓機周邊環境影響做到最小;
⑶前置霧化(潤滑液通過控制系統進入霧化器,潤滑液在霧化器高壓霧化后再通過管路在噴頭均勻噴出),且管路封閉,確保噴頭和管路不會出現堵塞;
⑷復合多功能仿形噴頭,對于模具有更強的適應性,可實現噴頭系統的快速更換。同時仿形噴頭,針對模具設計噴淋點位,使模具溫度有效得到保持;
⑸我司研發的全自動配比裝置,可以實現配比精確度在±5%以內,而且聯機使用穩定性高;
⑹人機交互界面可實現多模式、多參數、多配方輸入設置,滿足多品種的柔性定制化需求。
噴淋設備選型建議
我司自2014 年以來,長期專注于鍛造模具自動潤滑工藝和設備的研究,針對各類型的鍛造設備、各種類型的鍛造材料和產品,系統地為客戶提供了整套的有針對性的噴淋潤滑設備和解決方案。主要可分為六軸關節機器人式噴淋系統設備、伺服機械臂式噴淋系統設備、步進梁式噴淋潤滑系統設備、立式坐標式噴淋系統設備、桁架機械臂式噴淋系統設備、固定噴淋式系統設備等五大類。
按鍛造設備分類的噴淋設備選型建議
⑴適合大型模鍛壓力機(多工位)的噴淋設備選型建議見表1,設備見圖1。

圖1 大型關節機器人式噴淋潤滑系統設備

表1 適合大型模鍛壓力機噴淋設備的選型建議
⑵適合中小型熱模鍛/機械壓力機(單工位/多工位)的噴淋設備選型建議見表2,設備見圖2。

表2 適合中小型熱模鍛/機械壓力機的噴淋設備選型建議
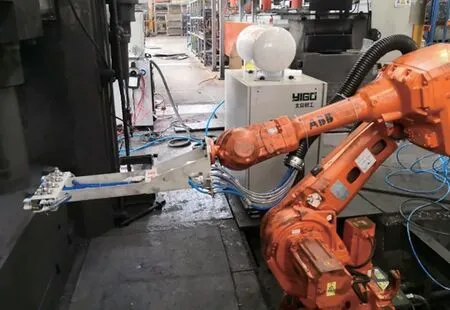
圖2 中型關節機器人噴淋潤滑系統設備
⑶適合中小型螺旋壓力機/摩擦壓力機(單工位/多工位)的噴淋設備選型建議見表3,設備見圖3。
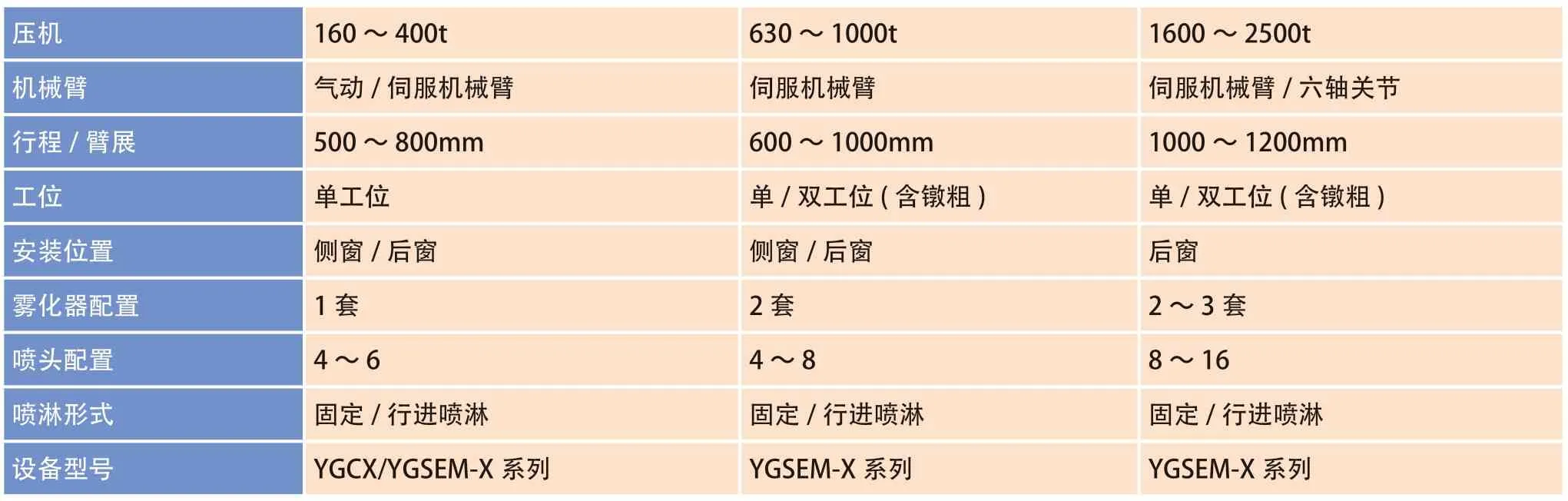
表3 適合中小型螺旋壓力機/摩擦壓力機的噴淋設備選型建議

圖3 小型氣動噴淋潤滑機械臂
⑷適合模鍛錘/立式拉伸油壓機/臥式多向油壓機/多工位步進梁鍛造壓機的噴淋設備選型建議見表4,設備見圖4 ~圖6。

圖4 立式擠壓坐標噴淋潤滑成套設備

圖5 龍門雙臂桁架噴淋潤滑設備
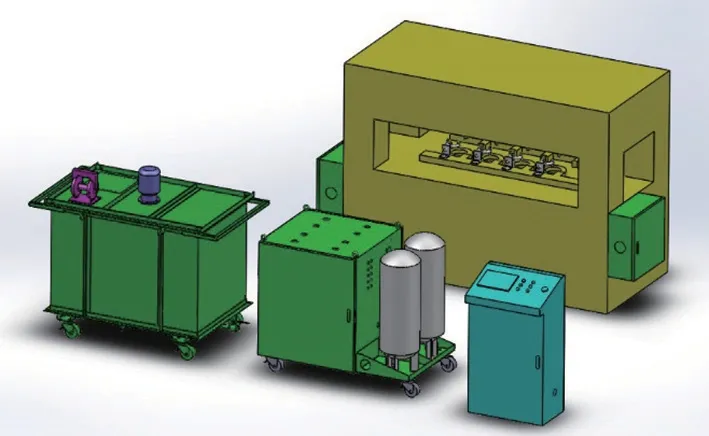
圖6 步進梁噴淋潤滑系統

表4 適合模鍛錘/立式拉伸油壓機/臥式多向油壓機/多工位步進梁鍛造壓機的噴淋設備選型建議
按鍛造材料分類的噴淋設備選型建議
⑴適合模鍛錘/立式拉伸油壓機/臥式多向油壓機/多工位步進梁鍛造壓機的噴淋設備選型建議見表5,設備見圖7。

圖7 伺服噴淋潤滑成套設備-鋁合金

表5 適合鋁合金鍛造的噴淋設備選型建議
⑵適合鋼鍛件鍛造的噴淋設備選型建議見表6。
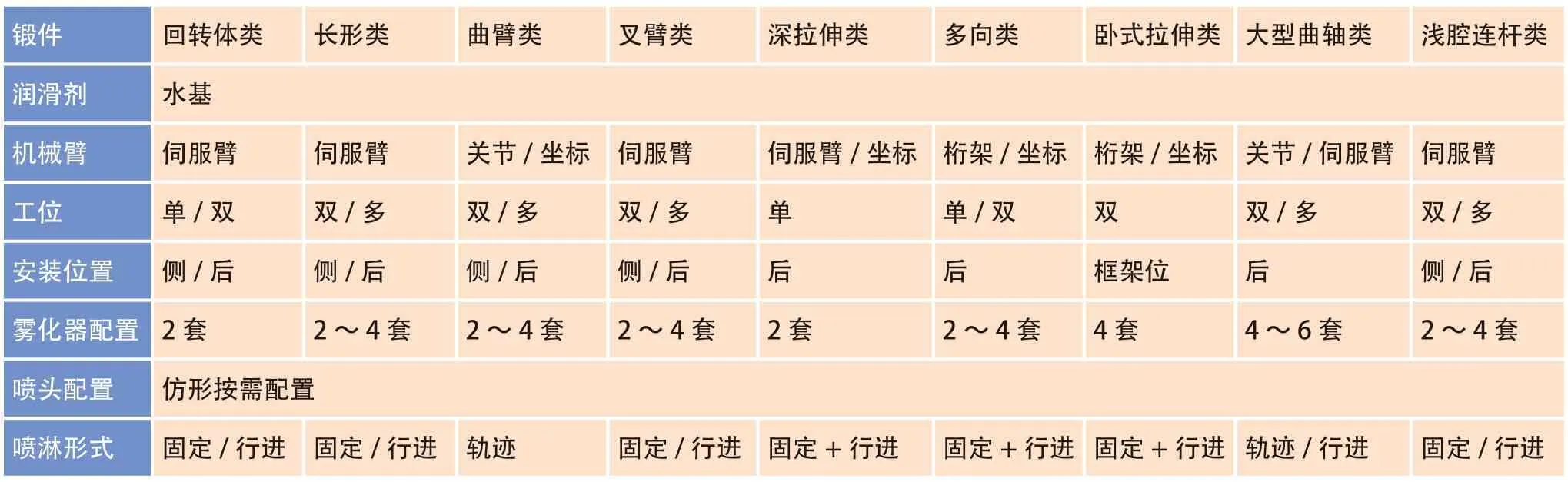
表6 適合鋼鍛件鍛造的噴淋設備選型建議
⑶適合高溫合金鍛件鍛造的噴淋設備選型建議見表7。
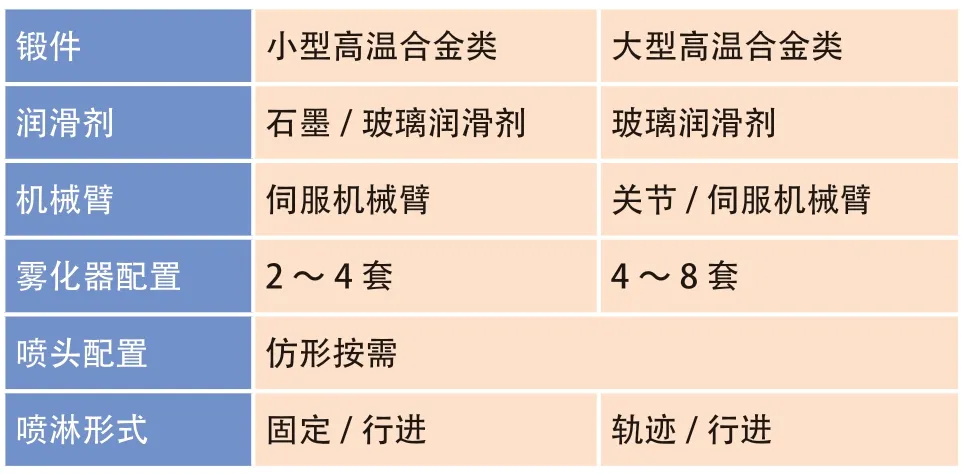
表7 適合高溫合金鍛件鍛造的噴淋設備選型建議
結束語
自動噴淋潤滑工藝為自動化鍛造生產線的重要組成,相比較搬運及其他機械中轉環節和監測環節而言,具有更多不確定性和復雜性,往往因為噴淋環節無法實現全自動化生產而造成半人工生產的尷尬現狀,希望通過以上介紹能給廣大的鍛造企業帶來良好的借鑒。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
學生天地(2020年32期)2020-06-09 02:57:54
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
人大建設(2018年9期)2018-11-18 21:59:16
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·七年級數學人教版(2017年5期)2017-08-15 00:53:19
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
浙江人大(2014年4期)2014-03-20 16:20:16
