QStE650TM高強鋼的變截面縱梁沖壓可行性研究
2023-02-10 05:57:52劉智彬彭金明李海全許蘭鋒方玉榮賈穎蓮
模具工業 2023年1期
劉智彬, 彭金明, 李海全, 許蘭鋒, 方玉榮, 賈穎蓮
(1.江西交通職業技術學院, 江西 南昌 330031;2.江鈴汽車股份有限公司, 江西 南昌 330200)
0 引 言
輕型卡車在工農業生產和人們的日常生活中占據著越來越重要的地位,為響應國家實現“碳達峰”、“碳中和”的戰略目標,各汽車制造企業加大汽車輕量化設計技術的研發力度,以減少燃料的消耗,降低CO2的排放量。研究結果[1]表明,傳統汽車整車質量每減輕10%,可降低燃料消耗6%~8%,車輛每減輕質量100 kg,CO2排放量可減少約5 g∕km。車架作為卡車最重要的承重構件,其強度指標關乎整車的安全性能,該總成質量約占整車質量的1∕4[2]。因而,在保證車身性能的前提下,將車架進行輕量化設計可為整車減輕質量帶來顯著效果。縱梁作為該總成中質量最大的單一零件,采用高強鋼可實現縱梁減薄與減輕質量。
輕型卡車縱梁具有變截面特點(見圖1),其型面結構復雜,諸多學者及生產廠家對縱梁的沖壓成形研究大多集中在屈服強度低于500 MPa的鋼材,而隨著鋼板強度的增加,縱梁的成形性能變差,尺寸偏差更難控制。吳國峰等[3]針對屈服強度大于250 MPa的高強鋼沖壓成形的特點,分析了此類鋼板典型沖壓問題,提出了對角度控制、縱向扭曲的解決方案。鄭光文等[4]通過Dynaform仿真軟件分析了屈服強度為430 MPa的卡車變截面縱梁成形情況,并采用過彎法修正模型,指導模具開發。胡乃兵等[5]研究了屈服強度為450 MPa高強鋼變截面縱梁腹面回彈問題,通過多次回彈整改,滿足了零件開發要求。楊向鵬等[6]統計了不同屈服強度的縱梁材料在不同卡車主機廠的生產情況,其中屈服強度低于500 MPa的板材多采用沖壓工藝生產,而QStE650T強度級別鋼材則多采用輥壓成形工藝(見表1)。因此,通過模擬高強鋼縱梁的沖壓成形過程有助于提高其工藝的可行性和模具結構的合理性。

表1 國內主要卡車品牌縱梁的成形工藝
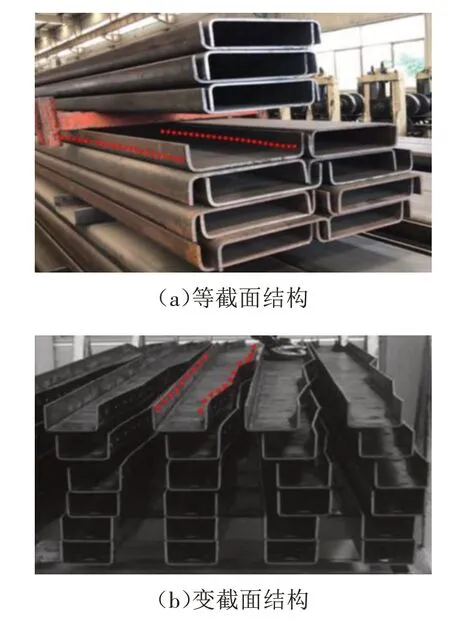
圖1 縱梁結構形式
綜上所述,已有科研人員對卡車縱梁的成形工藝進行了較多研究,并取得了一些可借鑒的成果。然而,針對輕型卡車變截面縱梁用屈服強度大于650 MPa、板厚大于4.5 mm的高強鋼沖壓成形工藝研究卻較少,現以某輕型卡車縱梁為載體,研究了QStE650TM高強鋼的變截面縱梁在沖壓過程中的扭曲與回彈控制,以實現該車型縱梁的輕量化。
1 試驗材料及方法
1.1 試驗材料
試驗以該縱梁的沖壓工藝量產為目的,采用4.5 mm厚的QStE650TM高強鋼,經等離子體發射光譜儀檢測其化學成分如表2所示。

表2 QStE650TM高強鋼的化學成分 質量分數
1.2 試驗方法
按照國家標準GB∕T 228.1-2010對QStE650TM高強鋼進行拉伸性能測試。在2批次板料上分別截取了與軋制方向平行(0°)、傾斜(45°)、垂直(90°)3個方向的拉伸試樣。采用Autoform軟件對4.5 mm厚QStE650TM高強鋼變截面縱梁進行沖壓成形性仿真,此外,采用ATOS 5X高精度三維藍光掃描儀對零件的質量狀態進行檢測,并針對超差點制定模具回彈補償方案,指導模具修正以達到量產質量要求。
2 結果與討論
2.1 材料力學性能
圖2所示為QStE650TM在3個不同方向截取試樣的拉伸應力應變曲線,相應的力學性能結果如表3所示。與軋制平行、傾斜以及垂直3個方向的QStE650TM高強鋼均具有高于700 MPa的屈服強度,同時還兼具20.0%左右的斷裂延伸率,這表明該板材強度滿足縱梁強度要求且具有一定的沖壓可行性。此外,從塑性應變比和硬化指數可以看出材料在3個方向上存在各向異性,且該板材的抗失穩、變薄能力較弱、沖壓成形相對困難。有研究表明[7],力學性能的各向異性對彎曲板料的回彈行為有顯著影響,這也可能是此縱梁在成形過程出現扭曲、回彈的內因。

圖2 QStE650TM高強鋼3個方向的應力應變曲線

表3 不同批次QStE650TM在3個方向的拉伸力學性能
2.2 沖壓仿真分析
根據拉伸試驗獲得的力學性能參數,利用Autoform對QStE650TM變截面縱梁進行成形仿真分析,其中材料參數設置如圖3所示,該縱梁端部變截面區域的腹面和翼面存在較大的面超差,這也預示沖壓后此端部將產生型面回彈(見圖4(a))。根據以往模具開發經驗并結合仿真結果,針對回彈量大的區域,在模具設計時就要完成1輪回彈補償。圖4(b)、(c)分別為早期模具試制零件腹面和翼面的藍光掃描狀態,從圖4(b)可以看出,縱梁變截面區域的腹面存在5.5~7.4 mm的回彈;從圖4(c)可以看出,縱梁變截面區域翼面存在不同趨勢的型面變形,靠近A側的翼面型面存在正超差,而靠近B側的翼面存在負超差。因此,從試制零件的檢測數據可以確認其變截面區域存在腹面回彈以及翼面的扭曲。
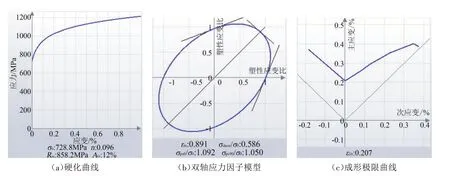
圖3 Autoform仿真材料參數
2.3 仿真分析指導模具維修
回彈、扭曲是影響沖壓件幾何精度的重要因素,對于高強鋼縱梁更是如此。考慮零件板材性能及造型,在設計回彈修正工藝時應從腹面經側壁再過渡到翼面。為滿足零件裝車要求,進行了3輪回彈、扭曲修正。第1輪在模具設計階段實施,以確定回彈修正方向為主并預留足夠修改模具零件的余量,第2輪明確回彈整改量,第3輪根據修正后的尺寸狀態進行微調,其中后2輪的回彈補償量約為藍光掃描所測零件回彈量的2倍。模具維修如圖5所示,其中腹面區域的回彈修正主要是對變截面區成形凸凹模進行調整。如圖5(a)所示,對圖示1#、2#凹模鑲件墊高15 mm,此后根據圖4(b)所示回彈量的2倍反向修正零件圖進行數控加工,凸模對應凹模隨形修正。此外,針對翼面扭曲狀態,對翼面朝外回彈的凹模進行補焊和加高,并在對應的凸模鑲件立面設計3°負角(見圖5(b)),以增加成形時朝“U”形口內側的側向擠壓力。修正后模具實物如圖6所示,生產所得零件的掃描檢測狀態如圖7所示,變截面區域的腹面回彈和翼面扭曲都得到了有效改善。通過沖壓成形仿真結合模具修正經驗值,對模具進行了3輪有效維修,經量產確認零件尺寸合格,實現了QStE650TM變截面縱梁的沖壓生產。
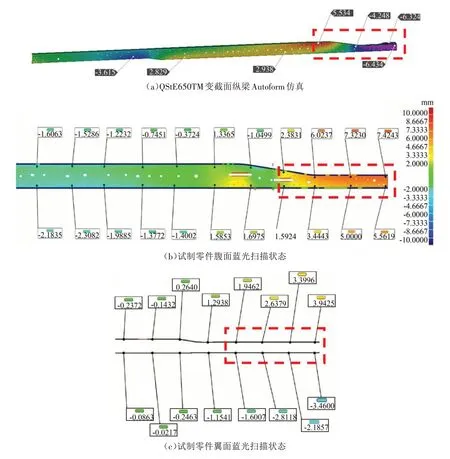
圖4 QStE650TM變截面縱梁Autoform仿真及試制零件藍光掃描結果
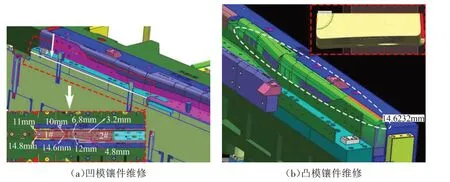
圖5 模具維修

圖6 模具變截面區凹模型面修正后狀態
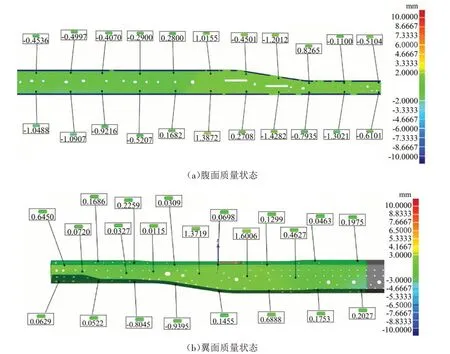
圖7 修正后零件變截面區域
3 結束語
通過分析材料力學性能對縱梁沖壓成形的影響,結合Autoform仿真及零件試制結果,對零件回彈及扭曲變形原因進行分析,指導模具維修,確定QStE650TM變截面縱梁的沖壓生產可行。
(1)QStE650TM高強鋼在與軋制平行、傾斜以及垂直3個方向均具有高于700 MPa的屈服強度,但同時也存在各向異性,對零件回彈預測有一定影響。
(2)沖壓成形性仿真有助于預測變截面縱梁的回彈趨勢,但由于變形過程中的應力應變以及材料硬化指數的變化,實際回彈或扭曲量與仿真結果有所差異。
(3)通過仿真模擬結合模具回彈修正經驗,實現了此高強鋼縱梁在行業內的量產突破,不僅滿足了車輛載重對零件的強度要求,還在一定程度上對車輛的降耗減排做出貢獻。
