提升拉深模研合率研究淺析
2023-02-10 05:57:54竇曉亮李海平
模具工業 2023年1期
關鍵詞:測量
馮 凱, 魏 穎, 竇曉亮, 郭 強, 李海平
(山東濰坊福田模具有限責任公司, 山東 濰坊 261200)
0 引 言
模具凸、凹模間隙理論上是按照板料料厚設置,但是在實際機床上工作時,由于多種因素導致模具零件間隙不一致,尤其是尺寸較大的模具,會出現局部頂死,導致其它部位空開,需要鉗工進行不斷修研,保證模具零件間隙合理。這不僅增加了鉗工的工作量,導致模具調試周期延長,同時研合后的模具零件表面質量難以保證,特別是生產的外板零件會出現亮痕等問題。現以某后圍板零件拉深模為例,對影響研合率的各種因素進行研究,找出關鍵要因,加以優化以提升研合效率。
1 零件簡介
某車型后圍板拉深件結構如圖1所示,零件形狀相對平坦,成形深度在100 mm以內,設計初期通過設置橫向或豎向筋增加零件強度。拉深模工藝設計以最小拉深深度為原則確定沖壓方向,壓料面形狀與零件接近,確保各部位材料流動均衡,通過合理布置分模線保證正修無負角,拉深筋按標準隨形布置,采用常規的矩形板料。

圖1 拉深件工藝結構
2 首次研合率確認情況
壓邊圈研合到位后,根據設計提供的壓力參數與板料尺寸,對拉深件首件進行調試,通過調整各部位進料阻力,確保材料流入符合CAE模擬進料量。調試首件后,對工序件涂刷藍油,按設計成形力確認模面著色情況,如圖2所示,對零件的色帶進行分析,拉深整體著色率為50%左右,與質量要求的整體研合率80%以上存在差距,導致鉗工修研工作量大。

圖2 零件正反面著色情況
3 研合率影響因素分析
現以某液壓機為例說明模具在機床上的狀態,如圖3所示,機床通過3個液壓缸連接上滑塊,液壓缸通過上滑塊將力傳遞到模具上。由于不同壓力情況下3個液壓缸的作用不一樣,導致上滑塊在不同壓力下的受力也不一樣,且上滑塊厚度相對較薄,會出現彎曲變形,滑塊的彎曲變形會傳遞到模具上,導致模具也產生微量的彎曲變形,使模具出現研合差異,因此上滑塊的變形是影響研合率的因素之一,另外不同的機床上滑塊的變形情況也存在差異。

圖3 模具在機床上工作狀態
零件成形過程中由于各部位形狀不一樣,材料的拉伸延展存在差異,成形結束后由原來的各部位等料厚變為不等料厚,假如模具凸、凹模間隙按等料厚設置,在確認研合著色時零件已成形結束,因此殘余料厚大的地方會首先接觸,殘余料厚小的部位則處于微量空開狀態,出現著色不一致的情況,因此零件殘余料厚不一致也是影響模具研合率的因素。
頂桿主要為壓邊圈提供壓邊力,現主要研究凸、凹模的研合影響因素,因此頂桿對凸凹模研合影響較小,不是主要因素。下工作臺相對較厚,在工作過程中也存在微量彎曲,但是由于凸模鑲件強度較好,下工作臺對凸模影響輕微,下工作臺變形雖對研合有影響,但不是主要因素。
拉深凹模一般采用整體鑄造方式,也有部分模具采取箱式結構,凹模單獨鑄造后安裝到上模座中,由于上模通過壓板固定在上滑塊,如果模具零件筋結構布置不合理或強度不夠,則會在重力作用下產生微變形,同時由于上滑塊也是變形體,工作過程中因下模強度大于上模,迫使上模減輕孔部位出現變形,造成研合出現差異,因此模具強度也是影響研合的因素之一。
4 研合相關數據收集分析
4.1 模具補償情況
根據模具首次著色情況,首先對模具數模進行確認,模具補償如圖4所示,關鍵型面區域為強壓區,間隙小于料厚,主要為凹模側壁區域微量空開,其它區域為基礎區,設置等料厚間隙,同時凹模以圖4中橢圓為邊界進行補償,通過對理論間隙值進行測量,中間部位間隙最小,為0.2 mm,主要是消除機床彎曲變形的影響。

圖4 模具補償
4.2 機床滑塊變形確認
對機床上滑塊的平行度進行靜態測量,如圖5所示,下側數據接近0,上側數據為0.25~0.29,說明上滑塊存在輕微傾斜,同時中間區域測量值-0.03,說明上滑塊中心區域低于四角高度,存在一定的凹心。

圖5 機床平行度測量
4.3 模具不帶工序件間隙測量
在指定的調試壓力機上對模具的凸、凹模間隙進行確認,通過調整模具限位高度,確保帶成形制件時四角間隙基本一致,如圖6所示,四角間隙值基本為(0.52±0.01)mm,以此為基準對模具各部位的間隙確認,通過在模具不同位置布置鉛絲,測量上模下行到限位高度后鉛絲的殘余厚度,以分析凸、凹模間隙值。通過數值分析,中間部位間隙最小,實測為0.23 mm,與設計間隙0.2 mm基本一致,進一步對比其它部位的間隙測量值,基本符合設計的理論間隙,同時機床上滑塊凹心對凸、凹模產生的影響相對較小。

圖6 模具零件加工間隙實測
4.4 模具帶工序件間隙測量
通過對成形制件不同位置進行割孔,如圖7所示,將其放置在凸模上,在割孔位置布置鉛絲,上模到底后確認鉛絲殘余厚度。

圖7 成形制件割孔位置
為了驗證不同機床的影響情況,分別選取了2臺壓力機按設計壓力參數進行模具帶工序件間隙測量,通過選取X向和Y向各1組測量數據進行對比,如表1、表2所示,2臺機床上測量的模具零件間隙基本相近,測量數值差異0.03 mm以內,排除0.02 mm的測量誤差,理論上可認為2臺機床測量的模具間隙基本一致。通過確認發現,凹模中心設置的補償在機床壓力作用下已抵消。

表1 X向對比 mm

表2 Y向對比 mm
將測量數據繪制曲線,如圖8所示,與設計強壓間隙趨勢對比,發現實測間隙值與設計強壓間隙值走勢基本一致,即強壓部位測量間隙小,最先與制件接觸,非強壓部位測量間隙偏大,處于空開狀態。強壓區雖然能夠保證制件尺寸精度和外觀質量,但是強壓量在一定程度上會給模具零件研合帶來影響。

圖8 模具零件間隙趨勢對比
4.5 相同機床及不同壓力參數條件下模具零件間隙測量
在同一臺機床上設置3種不同的成形壓力,帶工序件壓鉛絲確認模具零件間隙,如圖9所示,通過對比發現,在液壓缸壓力分別為4 800、6 300、7 800 kN情況下,測量值基本接近,如表3所示。因此制件成形結束后,確認選用的壓力對研合率結果影響相對較小,同時模具零件補償在較小的壓力下即可抵消。

表3 實際間隙與理論對比 mm
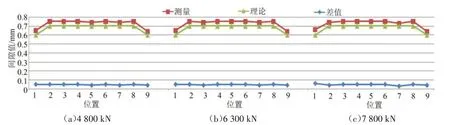
圖9 相同機床不同壓力間隙測量對比
4.6 制件料厚確認
利用測厚儀對制件料厚進行測量,板料實際厚度為0.68~0.69 mm,制件成形后料厚為0.6~0.65 mm,如表4所示,料厚波動在0.05 mm以內。

表4 制件料厚 mm
模擬狀態下的制件料厚為0.62~0.67mm,如圖10所示,料厚波動同樣在0.05 mm以內。由于實際板料厚度較理論偏小0.02 mm左右,實際測量的制件料厚與理論制件料厚基本一致,CAE分析的材料減薄情況可作為理論指導依據對模具零件型面進行強壓再造。

圖10 理論制件料厚
4.7 模具結構確認
對凹模減輕孔及筋的布置進行確認,如圖11所示,制件輪廓沿周布置加強筋,由于制件結構相對平坦,中間減輕孔按設計標準布置,通過模擬確認,強度符合要求。

圖11 凹模結構
5 分析及改進
通過對該制件拉深模的驗證數據進行分析,得到以下結論:①機床凹心對不帶工序件情況下的凹模影響較小;②凹模補償量只要略大于機床凹心量,即可完全抵消機床凹心的影響;③凹模中心補償在較小的壓力作用下即可實現抵消;④強壓補償要以制件成形后的料厚為依據進行補償。
通過對比模具首次研合著色情況與模具強壓設置情況發現,著色部位與強壓設置部位基本一致,強壓部位設置負間隙0.1 mm,制件成形后的料厚波動量僅為0.05 mm,因此初步判斷強壓量在該制件中略大,建議調整為0.05 mm。
6 改進效果
通過對局部強壓部位重新加工,強壓量保留0.05 mm,加工完成后對首次研合狀態進行確認。與調整強壓量前的首次研合情況進行對比,強壓量調整后著色面積明顯提升,約65%~70%,如圖12所示,為后期研合減少了工作量,對整個調試效率的提升具有重要意義。

圖12 二次加工后首次研合對比
7 結束語
模具研合率是一個系統性問題,需要不斷地分析改進逐步實現提升,通過在研合過程中模具零件間隙數據的不斷收集完善,形成不同制件研合前后模具零件間隙的數據庫。模具調試人員與工藝人員共同分析研究,最終模具補償經驗值將會越來越完善,CAE模擬減薄分析與現場調試越來越接近,實現基于CAE模擬減薄分析數據的全型面間隙補償,達到模具“零”拋光、“零”研合的目標,降低調試過程勞動強度,提升調試效率,縮短制造周期,為顧客提供滿意的汽車覆蓋件。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
