罐體脹形模芯軸推桿加工技術研究
2023-02-10 05:58:12徐成武馬寶順
模具工業 2023年1期
徐成武, 馬寶順
(盤起工業(大連)有限公司, 遼寧 大連 116600)
0 引 言
罐體脹形模主要用于生產盛放奶粉、蛋白粉等食品的鐵質罐體,如圖1所示,通過型芯徑向膨脹運動使產品成形,由芯軸推桿的軸向運動實現型芯的徑向運動。芯軸推桿的結構和加工精度關系產品質量,其直接影響型芯成形產品的內腔形狀及精度,同時也會影響芯軸的使用壽命,因此芯軸推桿的加工方法、加工精度及工裝夾具的制造對產品質量起著至關重要的作用。

圖1 脹形模成形的罐體
芯軸推桿一般使用車銑復合機床加工,由于推桿是錐面,刀具加工產生的刀紋不與軸線同向,加工過程中流暢性不好,且加工錐面的中心線對稱度滿足不了使用要求,刀具磨損需要頻繁更換,容易產生誤差。
1 工藝分析
1.1 芯軸推桿分析
芯軸推桿結構如圖2所示,材料為Cr12MoV,熱處理硬度為58~62 HRC,錐角為18×9.97°,對稱度要求0.01 mm以內,大端尺寸為,大端直段長度是(1.5±0.02)mm,表面粗糙度要求Ra0.8 μm。芯軸推桿的軸向運動使型芯產生徑向運動,型芯的內錐面與芯軸推桿的外錐面滑動產生推力使型芯沿徑向移動,推桿沿軸向移動,推桿錐面的紋路和表面粗糙度影響型芯的運動靈敏度和磨損壽命。推桿的錐面對稱度影響脹形罐體的圓度和封閉效果。

圖2 芯軸推桿
1.2 芯軸推桿加工難點分析
芯軸推桿的錐度面角度要求18×(9.97°±0.03°1.8′)等分,對稱度要求0.01 mm以內,在機械加工中一般采用加工中心或磨床加工。加工中心加工時由于錐面刀具加工產生的刀紋不與軸線同向,芯軸推桿使用流暢性不好,而且錐面對中心線的對稱度滿足不了要求,刀具磨損需要頻繁更換容易產生誤差,加工效率降低,芯軸推桿質量下降。磨床加工定位基準不統一,需要以外圓錐體為基準加工錐面,加工時分度與對稱度也不精確,達不到對稱度及18等分的要求。
1.3 解決方法
根據芯軸推桿的外形及精度要求,設計一種專用分度研磨器用于加工芯軸推桿的錐度面,保證其裝夾定位精度、輪廓精度和加工精度。以芯軸推桿的兩端孔為基準在研磨器裝夾定位,與外圓磨床加工時的裝夾定位保持一致,通過分度盤進行18等分的分度加工。此方法及研磨器裝夾簡單方便快捷,提高了生產效率。
2 專用分度研磨器的設計
2.1 專用分度研磨器結構
專用分度研磨器結構如圖3所示,包括底座定位組、可動定位組與分度組三部分。可動定位組安裝在底座定位組的右側,根據推桿長度在裝夾時進行位置調整,分度組安裝在底座定位組的左側,對推桿進行分度。
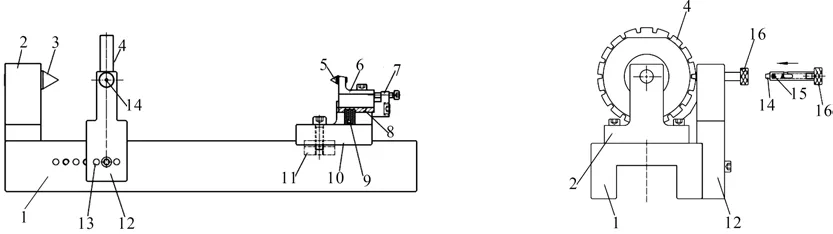
圖3 專用分度研磨器結構
專用分度研磨器是通過兩頂尖對芯軸推桿進行軸向定位,芯軸推桿的左端面頂尖孔及錐體右端孔作為定位孔,粗、精加工都是以其為基準,保證基準統一。分度盤是根據推桿分度要求而特制,分度盤安裝在芯軸推桿的基準部位上進行分度加工錐面,能較好保證芯軸推桿的精度與公差要求。專用分度研磨器在平面磨床上使用,降低了制造成本,提高了加工質量和效率。
2.1.1 底座定位組
底座定位組包括主板底座1、定位座2與左頂尖3。定位座2安裝在主板底座1的左端,通過螺釘及銷釘定位緊固,左頂尖3安裝在定位座2的頂尖固定孔內。
2.1.2 可動定位組
可動定位組包括右頂尖5、頂尖滑塊6、調整塊7、滑塊板8、換位銷9、可動定位座10和T形鍵11。滑塊板8安裝在頂尖滑塊6的下方,調整塊7安裝在可動定位座10的右側,頂尖滑塊6安裝在可動定位座10上方,T形鍵11安裝可動定位座10的下方,換位銷9安裝在右端可動定位座的移動定位孔內,起到移位后的定位作用.
2.1.3 分度組
分度組包括分度盤4、分度定位銷座12、銷釘13、分度銷14、分度銷內彈簧15和分度銷帽16。分度銷內彈簧15安裝在分度銷內部,作用是在產品加工中分度時分度銷有彈性收縮,起到自動鎖緊作用。分度銷安裝在分度定位銷座12上的銷定位孔內,在孔內作伸縮運動對分度盤進行鎖緊定位。分度盤安裝在芯軸推桿的基準定位部,起到連接芯軸推桿的作用,分度時帶動芯軸推桿進行分度。
3 推桿加工方法
3.1 錐面大端加工
錐面大端加工如圖4所示,加工18等分平面大端的尺寸100.6 mm,專用分度研磨器放到機床工作臺上,研磨器底座平行于機床工作臺的縱向軌道即X軸方向。將專用分度盤安裝到芯軸推桿的φ40 mm準桿上找正鎖緊,再將芯軸推桿安裝到專用分度研磨器上,通過專用分度盤旋轉分度,對各平面進行粗加工、半精加工和精加工,一般粗加工給半精加工留余量0.05~0.08 mm,半精加工給精加工留余量0.005~0.01 mm。粗磨用80粒度的CBN砂輪,半精磨用230粒度的CBN砂輪,精磨用800粒度的CBN砂輪。
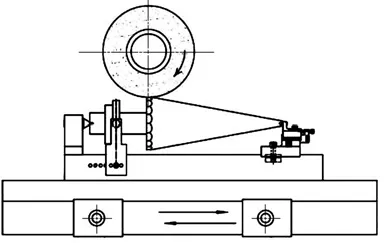
圖4 加工錐面大端
3.2 錐面角度與大端直段加工
錐面角度9.97°及大端直段1.5 mm加工如圖5所示,將正弦磁臺按錐面角度9.97°調整后安裝到機床工作臺上,再將專用分度研磨器放到正弦磁臺上。正弦磁臺和專用分度研磨器都要平行于機床工作臺即X軸方向。加工前首先檢驗磁臺角度是否正確,先任意選擇2個對稱面進行粗磨再半精磨加工并留余量0.1 mm,同時計算直段1.5 mm的余量是0.1∕sin9.97°;然后進行3次圓檢測錐面角度9.97°是否在公差內及大端直段的余量是否正確。如錐面角度9.97°不在公差內,重新調整正弦磁臺的角度調整塊高度。正弦磁臺的角度校正后再進行其它錐面粗磨加工,最后進行半精磨加工和精磨加工。加工錐度面的同時保證大端直段尺寸公差。砂輪選擇及留余量加工過程與上節相同。
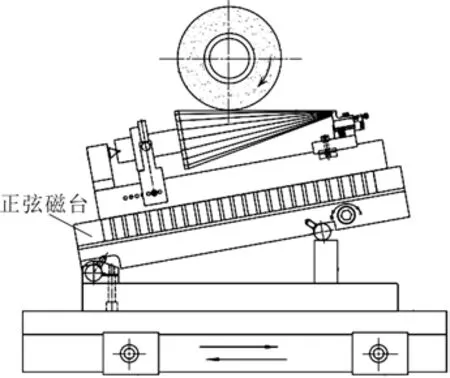
圖5 大端直段與錐面角度加工
4 結束語
芯軸推桿的專用分度研磨器通過特制的分度盤實現芯軸推桿各角度的分度調整,保證了分度精度,由于分度盤是針對單一零件的專用分度,結構簡單,可快速變換角度位置的定位。通過實踐證明專用分度研磨器操作方便,機床加工時保證了零件的幾何公差精度,符合使用要求,為類似零件加工提供了參考。
