40 000 m3/h(氧)空分裝置污液氮節流閥振動處理小結
2023-02-14 01:08:04馮艷興
氮肥與合成氣 2023年1期
馮艷興
(宜昌星興藍天科技有限公司,湖北宜昌 443000)
宜昌星興藍天科技有限公司40 000 m3/h(氧)空分裝置于2021年5月投入正常運行,開車后整體運行平穩,各項指標均達到設計能力。開車以來,存在下塔向上塔供污液氮節流閥V2、V3過液不穩定的情況,導致上塔阻力、下塔阻力、上塔頂污氮純度、下塔富氧液空純度均存在不同程度的波動[1-2];特別是污液氮節流閥V2閥門有較大振動,連接管道也出現明顯振感,為長周期穩定運行埋下隱患。為消除隱患,通過調整工藝思路和優化工藝指標,成功解決了這一問題。
1 流程概況
本套空分裝置采用杭氧成套空分工藝及設備,采用氧、氮內壓縮流程,設計產量分別為40 000 m3/h(氧)、38 000 m3/h(氮),上下塔均采用填料塔,并配備增效塔。
液體從下塔至上塔分為3路流路。
第一路:下塔底部富氧液空(氧的質量分數約為38%)經過過冷器后,一部分經液空節流閥V1節流后進上塔中部,另一部分進入增效塔冷凝器作冷源。
第二路:下塔中部污液氮Ⅰ(氧的質量分數約為21%)經過過冷器后,經污液氮節流閥V2節流后進上塔中上部。
第三路:上塔頂部污液氮Ⅱ(氧的質量分數約為6%)經過過冷器后,經污液氮節流閥V3節流后進上塔頂部。
2 振動現象
空分裝置冷開車導氣后運行均正常,但當增加負荷后,污液氮節流閥V2、V3閥后充氣管路發生較大晃動,帶動冷箱欄桿爬梯振動,其所屬管道振動導致管道與支架之間產生摩擦。
分析生產不穩定時污液氮節流閥、液空節流閥閥前溫度,見表1。
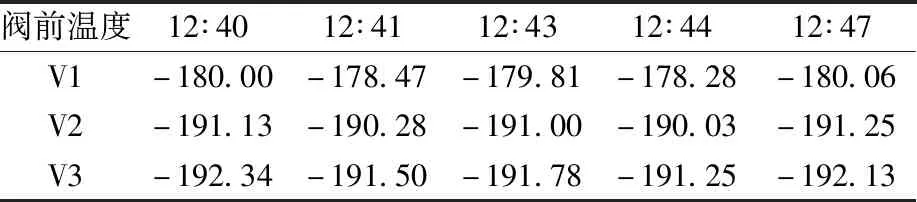
表1 生產不穩定時節流閥前溫度統計表 ℃
由表1可知:V1、V2、V3閥前溫度以升高1~2 min為周期出現正弦波波動,波動幅度約為2 ℃,波動嚴重偏高。
分析生產不穩定時上塔頂污氮氣中氧質量分數、V1閥門開度和上塔阻力,見表2。
由表2可知:3項指標均有較大的波動,特別是污氮氣氧質量分數波動較大,說明下塔至上塔的液體流動不穩定。

表2 生產不穩定時工藝指標統計表
3 振動原因分析
通過數據分析發現,V1、V2、V3閥的液空、污液氮流動處于不穩定狀態是造成閥門、管道振動的原因[3-5]。
(1) V1、V2、V3閥調節不穩定或者閥芯振動造成閥門振動。節流閥廠家到現場檢查后排除了閥門自身原因,且現階段均采用防振閥芯,可以排除閥門自身結構原因。
(2) 主冷液氮回流量過大導致下塔液體含氮量大,但溫度較高的空氣通過充氣閥進入管道后被迅速液化,造成閥門管道振動。
(3) 充氣閥充氣量與本身液體量對應關系不匹配,無法將液位送入上塔,或者充氣量太大,引起閥門、管道振動。
4 處理方法及效果分析
4.1 處理方法一
關小閥后充氣閥。按照理論設計值進行充氣閥調整,通過減少充氣量來匹配節流閥的液體通過量。節流閥后充氣壓力對照見表3。

表3 節流閥后充氣壓力對照表
實際操作中,大幅度關小V2、V3閥后,充氣閥后閥門、管道振動消失,但是下塔液位迅速上升,上塔污氮氣氧含量滿表(質量分數超過10%)。后續,對充氣閥開度與通過閥門的液體量兩個變量,經過長時間的摸索均未找到結合點,通過最小充氣量來控制振動的方法效果不佳。
4.2 處理方法二
通過調節V2、V3閥門開度,讓流動更加平穩。將V2開度從65%向40%調整,以及將V3開度從30%向80%調整,均未對閥門管道減小振動產生明顯效果,說明閥門振動與閥門開度關系不大。
4.3 處理方法三
開大充氣閥,降低至上塔流路的液體充氣密度,并提高閥后流動速度。2月18日15:00,將V2的閥后充氣閥開滿,通過降低閥后混合密度來加快流經V2閥的速度并提高流量,開滿后V1閥門開度由70%左右自動關小到40%左右,但是閥門、管道振動情況未好轉,富氧液空純度變化不明顯。持續運行至21:00,下塔液位突然大幅度降低,V1閥門自動關小,手動將V2、V3大幅度關小,同步關小V2的充氣閥,V1閥逐步恢復正常,富氧液空純度由30%提高到38%~40%,現場閥門、管道振動現象消失。
分析生產穩定時V1、V2、V3閥前溫度(見表4)。
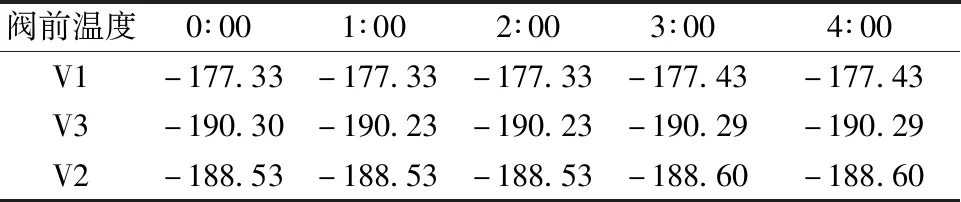
表4 生產穩定時節流閥前溫度統計表 ℃
由表4可知:V1、V2、V3閥前溫度基本無波動。在線分析比較生產穩定時污氮氣純度,V1閥開度和上塔阻力穩定。分析生產穩定時運行數據(見表5)。
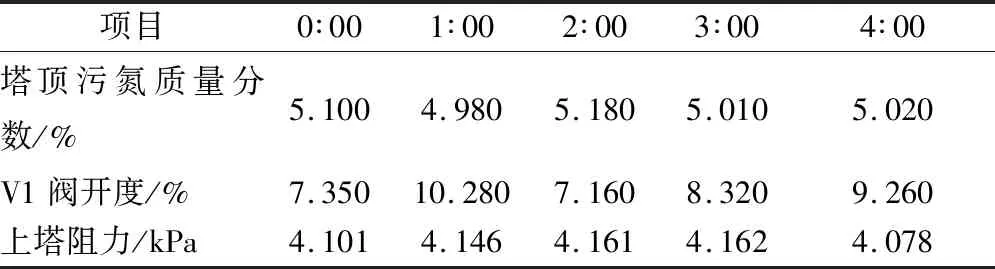
表5 生產穩定時工藝指標統計表
經過關鍵數據分析,發現指標恢復穩定。現場閥門、管道振動現象已經消除,本次調整獲得成功。
5 結語
通過此次工藝操作調整,本套空分裝置運行更加穩定,并長期保持在38 000~39 000 m3/h(氧)和35 000~36 000 m3/h(氮)的產能,效益明顯。同時通過閥門振動的處理過程,加深了V1、V2、V3節流閥后充氣閥作用的理解,也加深了下塔至上塔的3個流路作用的認識。空分精餾塔的工況調節是一個緩慢的過程,當對某一個閥門進行微小的調整后,需要一段時間來觀察效果。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
流程工業(2022年3期)2022-06-23 09:41:08
艦船科學技術(2022年8期)2022-06-05 07:36:28
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
智富時代(2018年5期)2018-07-18 17:52:04
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
中學科技(2014年11期)2014-12-25 07:38:53
