鞍鋼鲅魚圈4038 m3高爐降料線停爐及開爐生產實踐
2023-02-15 03:58:42何沖蔣益邵思維姜彥冰吳官印趙華張智勇胡紹磊
鞍鋼技術 2023年1期
何沖 ,蔣益 ,邵思維 ,姜彥冰 ,吳官印 ,趙華 ,張智勇 ,胡紹磊
(1.海洋裝備用金屬材料及其應用國家重點實驗室,遼寧 鞍山 114009;2.鞍鋼集團鋼鐵研究院,遼寧 鞍山 114009;3.鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口 115007)
鞍鋼股份有限公司鲅魚圈鋼鐵分公司1號高爐(4038 m3)是目前鞍鋼最大的高爐之一,于2008年9月投產之后,各項經濟技術指標均達到了國內大型高爐的先進水平。隨著高爐持續生產運行,爐身下部及爐腰冷卻壁破損嚴重,2015年10月7日發生了爐皮燒穿事故,嚴重影響了日常生產,且由于漏水對高爐順行、降低燃料消耗、降低生鐵成本等十分不利。為了確保安全生產,需更換部分冷卻壁并對爐墻整體進行噴涂,采取了將料線降到風口以下深空料線停爐措施,并在中修后順利開爐達產,本文對此做一介紹。
1 降料線停爐操作實踐
1.1 停爐前準備工作
1.1.1 排查、控制爐身漏水
在預休風前,仔細排查爐身冷卻系統,對每根冷卻水管進行點火查漏,包括后安裝的冷卻柱等,將損壞部位冷卻設備水量減至最低以維持生產。
1.1.2 洗爐操作
預休風前一周開始采用適當發展邊緣的操作制度,焦炭第10環加 1圈,礦第9、10環各減1圈,以促進氣流對爐墻的沖刷,清除爐身、爐腰、爐腹的頑固渣皮,爐溫按照上限控制,生鐵[Si]含量控制在0.6%~0.8%,同時逐步將入爐堿度從1.48降低至1.38,堿度按照下限控制,生鐵[S]含量控制在0.025%~0.035%,減少停爐過程中渣皮的脫落,減輕爐墻粘結殘渣鐵的清理工作量,增強爐缸內作業的安全性[1-2]。
1.2 預休風及停爐過程
1.2.1 預休風
(1)休風過程。預休風前爐況順行良好,爐溫充沛,以減輕綜合負荷20%為目標調整爐料,將終渣堿度控制在1.00±0.02,休風前爐溫控制在[Si]含量(0.8±0.2)%。上休風料期間逐步降低料線,由于輕負荷料下達使得透氣性提高,頂溫不好控制,逐步將中心加焦由4.5圈減至2.5圈。休風料線6.9 m,生鐵[Si]含量 0.775%。
(2)處理漏水。預休風期間,更換損壞的風口、二套。對壞冷卻壁水管進行卡死處理,杜絕漏水,同時加大爐皮打水量,增加外部冷卻強度[3]。
(3)安裝爐頂打水槍。制作4支長7 m直徑65 mm打水槍,打水槍上部前4 m每隔30°圓弧鉆一排眼,共5排眼,孔徑5 mm,孔距離100 mm,每支槍鉆眼200個,插入爐內5 m。將4支水槍由爐頂十字測溫孔插入爐內,每支水槍可由手動閥門單獨控制流量,水槍與風口高壓水系統連接。
(4)校對儀表。預休風期間,對風量、風溫、風壓、爐頂壓力、爐頂溫度、爐喉溫度、煤氣分析儀、爐身靜壓力壓差和打水流量表等各個自動化儀表進行校對[4],確保降料線過程中實時測量數據準確可靠。
(5)調整爐頂設備。調整爐頂放散配重,減輕爐頂電動放散閥配重,使其在頂壓0.15 MPa時自動打開;以一個液壓放散閥設置保護,使其在0.16 MPa時自動打開,保證爐內大于此壓力時自動放散。檢查校對爐頂3個探尺,確保1個探尺能夠探測到24 m的深度;將爐頂齒輪箱氮氣、水量調整到最大,確保冷卻強度;安裝爐頂煤氣取出管,從爐頂壓力西北方向處接一條煤氣取樣管到爐臺,同時加裝氮氣反吹[5],防止取樣管堵塞。
1.2.2 降料線停爐
高爐于2015年12月4日18:48開始送風降料線停爐。降料線操作控制參數如表1所示,降料線出鐵情況如表2所示,降料線煤氣成分及料線如表3所示。
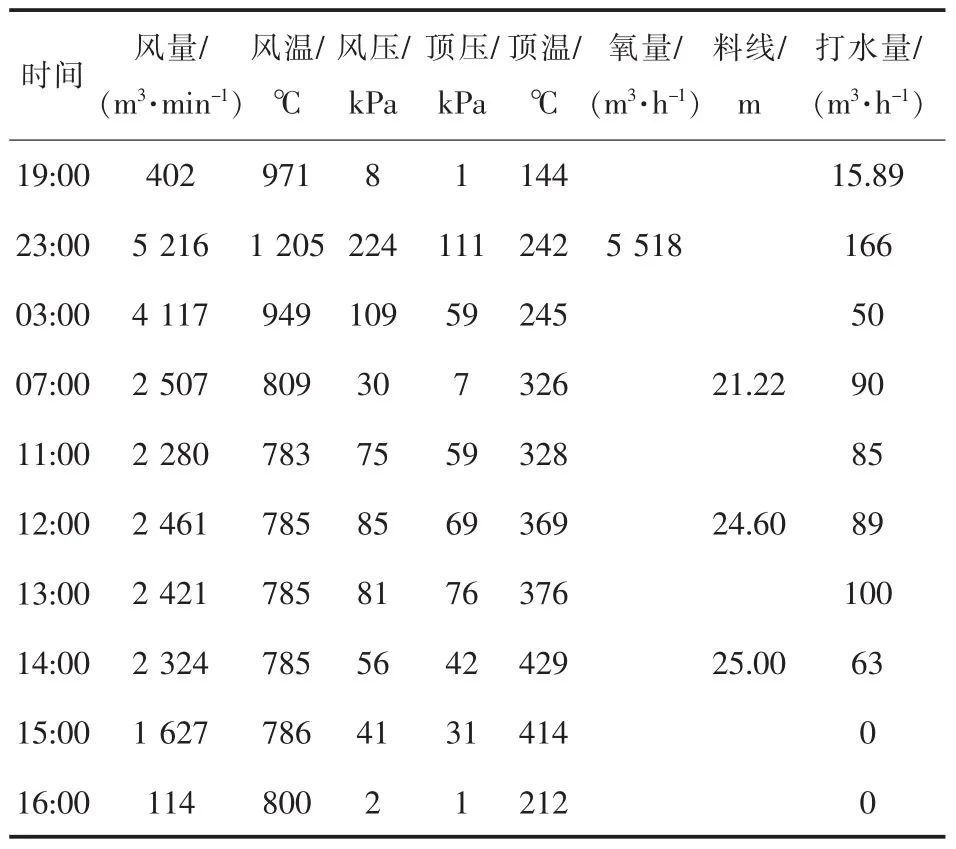
表1 降料線操作控制參數Table 1 Control Parameters for Operation of Dropping Stockline
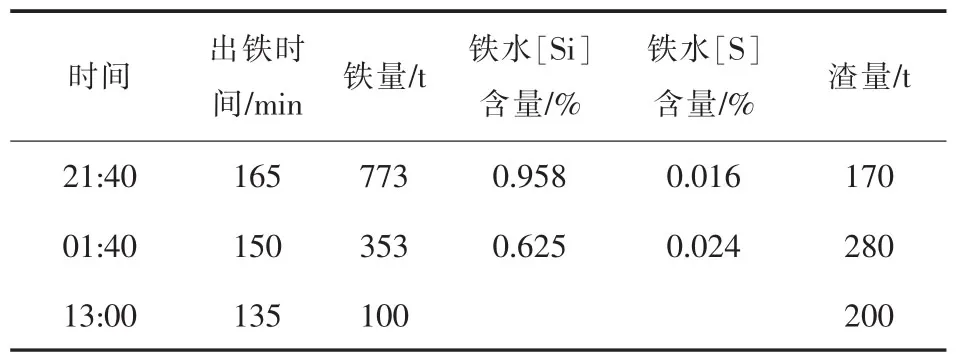
表2 降料線出鐵情況Table 2 Tapping Situation along Dropping Stockline
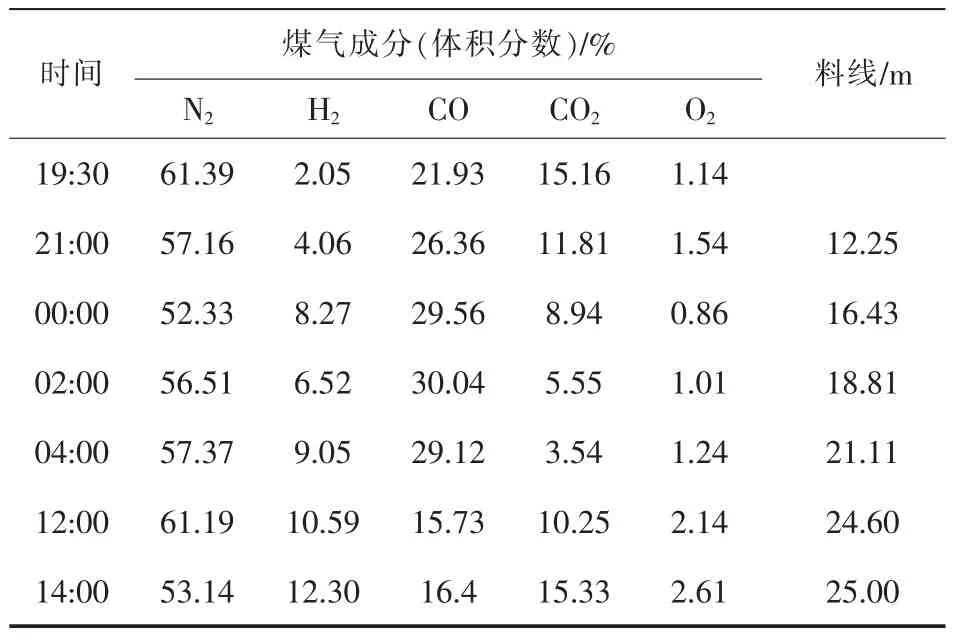
表3 降料線煤氣成分及料線Table 3 Gas Compositions in Dropping Stockline and Stockline
高爐于19:47送煤氣成功,風量逐步加至5 000 m3/min,風壓 240 kPa,頂壓 120 kPa。為了加快降料線的速度,于20:05富氧5 000 m3/h。前期較為穩定,沒有大的爆震出現,頂壓出現輕微尖峰。22:58出現一次較大爆震,頂壓上至166 kPa,打開2#放散泄壓,同時停氧減風8 00 m3/min,18#風口被渣皮堵上,由于打水沒有控制住頂溫超標情況,開始撤風溫至850℃。5日1:55,由于頂溫過高,減風1 000 m3/min。4:00使用3#探尺測得料線為21.11 m。4:18發現7#風口已黑,判定部分風口已經吹空,決定停止回收煤氣。4:20開放散,4:37 切斷煤氣,此后風量 3 000 m3/min,風壓40 kPa,頂壓8 kPa,風溫850℃。6:00減風至風量2 300 m3/min,風壓 30 kPa,頂壓 10 kPa。由于煤氣切斷閥承壓不能超過10 kPa,無法繼續加風提高頂壓。決定開煤氣切斷閥,利用干法除塵的承壓盲板作為切斷,以便加風提高爐頂壓力,加快降料線節奏,遂加風至風量2 200 m3/min,風壓75 kPa,保留一個放散,提高頂壓至60 kPa。12:10使用3#探尺測得料線24.55 m。12:30風口基本全黑吹空,初步判定料線已經降到位,遂兩場同時出鐵并相應減少風量,出最后一次鐵。15:15休風,爐內料面基本降至風口以下,中心料柱高約1.5 m,降料線過程完畢,共用時20 h 25 min。
2 開爐生產實踐
2.1 清爐缸
為了使風口和鐵口、鐵口和鐵口之間保持暢通,利于送風初期的出鐵工作,確保開爐成功,需要將爐缸內的反彈料等雜物清理干凈,至見紅焦炭為止[6]。此次清理爐缸作業分兩次進行。第一次是爐身冷卻壁更換完畢,對爐身至爐腰區域進行噴涂造襯作業后,將挖掘機吊裝入高爐內部,清理噴涂造襯過程中落入爐內的反彈料等雜物,利用小型皮帶運輸機將雜物運出,爐料清理至爐缸上部風口區域;然后對露出爐腹區域的渣皮等粘結物進行清理,并更換損壞的冷卻板,更換完畢后再對爐腹區域進行噴涂造襯。第二次是在爐腹及風口二套區域噴涂造襯完畢后,對爐缸進行徹底清理,首先將爐缸內的反彈料清理干凈,并繼續向下挖至出現焦炭,4個鐵口區域均需要深挖到鐵口眼處,達到風口中心線以下5.0 m,并環風口挖一條寬2.0 m、深4.0 m的環狀溝,以利于爐缸渣鐵溝通,同時保證中心堆尖不高于風口,便于高爐送風恢復。
2.2 烘爐
為了除去爐體噴涂料水分,開爐前需采取烘爐操作[7]。烘爐前,要確保熱風爐系統試車合格,鼓風機及冷風管道試壓合格,爐頂各閥試車合格,上料系統聯合試車、冷卻系統試水、調節水量、水壓均合格并經過認證,計器儀表運轉正常準確、靈敏可靠,爐缸清理干凈。由于本次爐缸清理采用挖掘機爐內清理方式,為防止紅焦過多在烘爐期間大量燃燒威脅爐缸碳磚,要求烘爐前加入大塊焦將環溝填平。
烘爐期間,爐頂溫度不準大于250℃,超過時應適當減風,齒輪箱溫度小于55℃;控制好熱風爐界面溫度、拱頂溫度、廢氣溫度,確保滿足技術規程要求;烘爐操作要連續,無特殊情況不得間斷,按烘爐曲線進行;烘爐開始時,首先開冷風大閘和冷風調節閥,少開冷風小門送風,提高風溫時可適當增加冷風小門開度,風溫調節閥調節風溫時要視風量、冷風小門及冷風開度等情況,嚴禁憋冷壓。
烘爐操作具體如下:
(1)關閉均排壓閥、煤氣切斷閥,打開均壓放散閥和爐頂放散閥,關閉爐頂人孔。爐頂設備包括齒輪箱、閥箱等部位冷卻水、氮氣達到正常狀態。
(2)風口及二套的冷卻系統正常通水,其余各系統通水量調整到正常水量的1/3。
(3)嚴格控制烘爐過程,換爐風溫波動不大于20℃。開始烘爐時,采用混風大閘送風,冷風溫度150℃左右。烘爐溫度曲線見圖1。
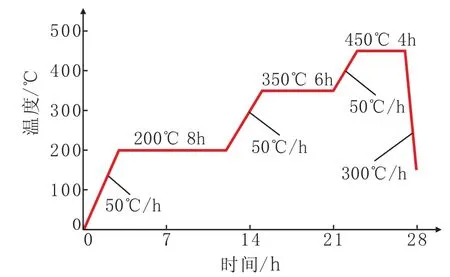
圖1 烘爐溫度曲線Fig.1 Temperature Curves of Drying Furnace
(4)烘爐結束后,倒流休風,打開全部大蓋,爐頂放散閥全開,進行自然冷卻。
2.3 裝入開爐料
開爐總焦比3.0 t/t,總堿度0.95,渣比718 kg/t,生鐵[Si]含量4.0%,焦炭批重21 t,凈焦填充至爐腹高度的1/2處,添加石灰石、硅石、錳礦以利于造渣,爐料分14段入爐。開爐裝料計劃如見表4所示。
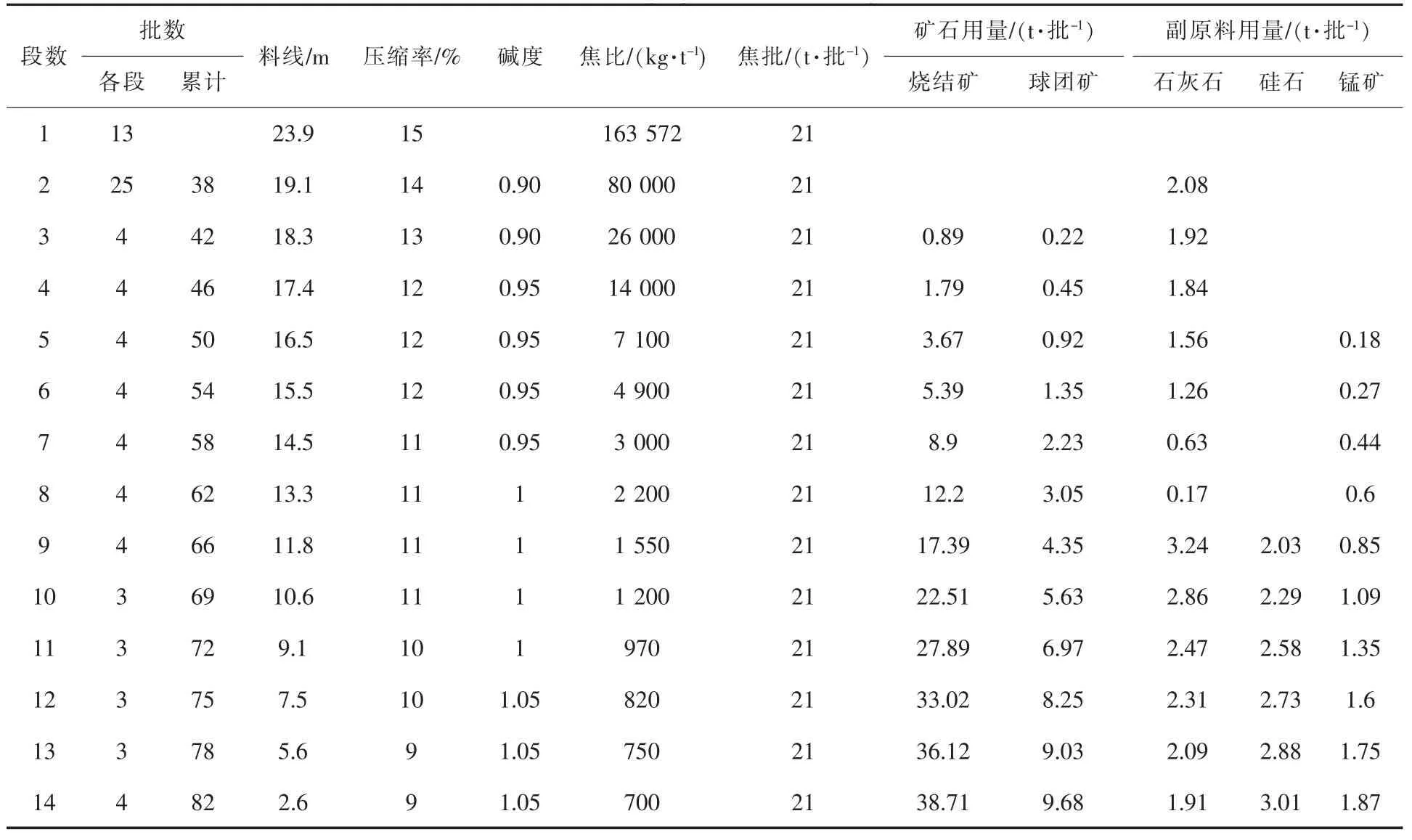
表4 開爐裝料計劃Table 4 Charging Plan for Blowing-in
爐內料線上到6 m以內時,開爐頂人孔觀察爐內料面情況,爐內料面比較平整,上到料線1.5 m時還有3批開爐料沒有放進爐內,送風后將剩余3批開爐料放入。
2.4 開爐操作
高爐于2016年1月2日11:58送風,送風時堵 24 個風口,由于休風前 2#、4#鐵口出鐵,2#、3#鐵口配有事故擺嘴,2#、3#、4#鐵口爐缸區域挖的較好,因此決定在2#、3#、4#鐵口上方各集中開2個風口,在2#~4#鐵口間均勻開6個風口,共計12個風口送風。
2.4.1 送風情況
送風后,由于熱風溫度偏低,打開部分風口小蓋,以增加風量,提高熱風溫度。風溫上升到750℃以上后,關閉小蓋,風量維持在2 400 m3/min左右。由于煤氣溫度低,2日23:50才達到接收煤氣溫度要求,開始接收煤氣。至3日17時,風量一直維持在2 000 m3/min以上,風口狀態良好,前端焦炭活躍燃燒,爐缸溫度緩步上升。期間鐵口逐步有潮氣和瓦斯火噴出,證明爐缸和鐵口基本通氣。3日13:00開始出鐵,隨著爐內渣鐵的排放,逐步打開風口,增加送風面積,按照集中打開的原則,以開風口為中心,逐步向兩端打開風口,至5日15:30風口全部打開,15:50送氧4 000 m3/h,歷時62 h達到全風水平。開爐送風恢復操作參數如表5所示。
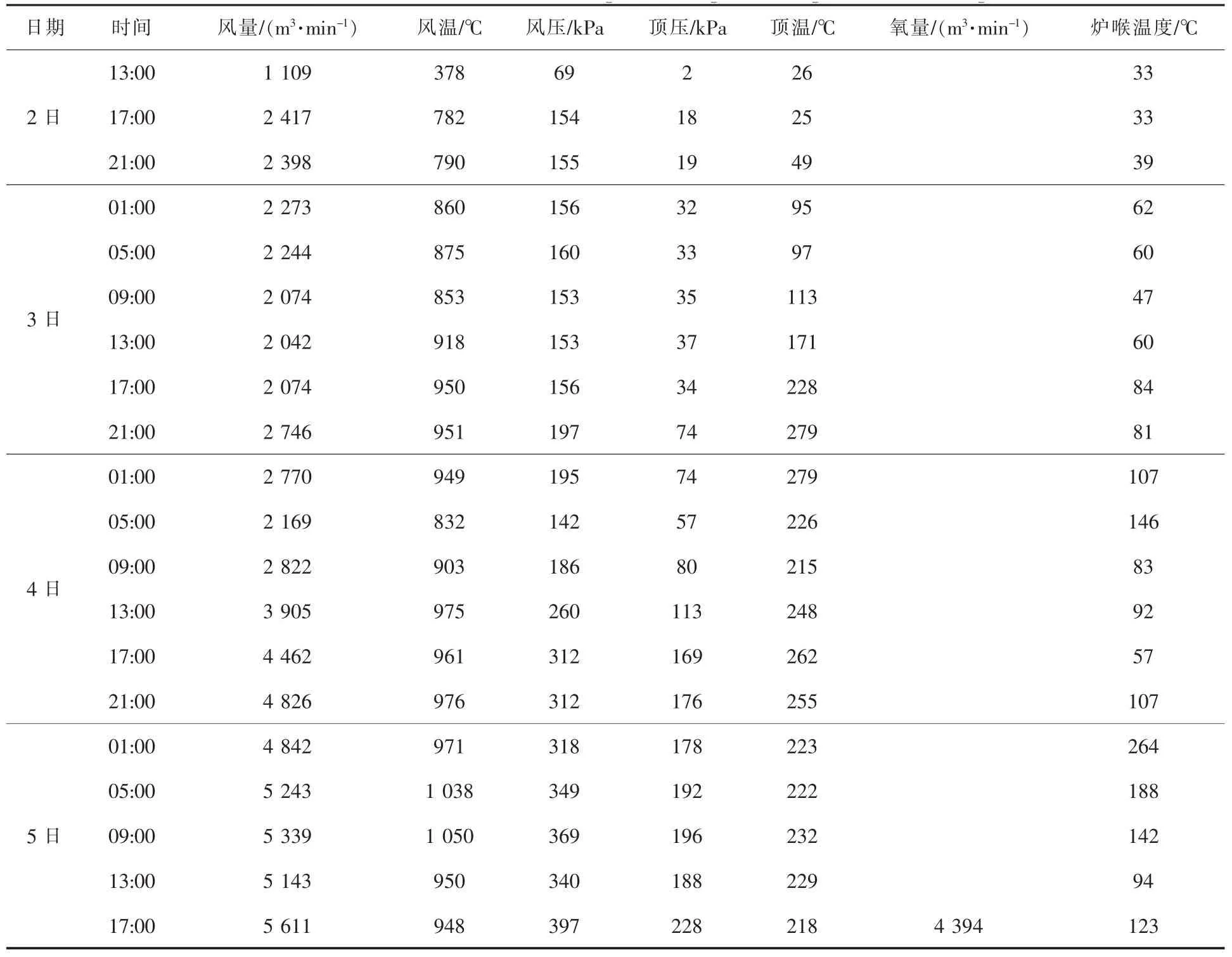
表5 開爐送風恢復操作參數Table 5 Operation Parameters for Blasting Air during Reheating BF after Blowing-in
2.4.2 出鐵情況
送風后,于3日13:00出第一次鐵,走事故擺嘴出渣鐵37 t。18:30出第二次鐵,走事故擺嘴出渣鐵393 t。4日6:50出第三次鐵,正常走砂口,由于鐵口處理時間長欠鐵多,加之燒鐵口導致鐵口孔道增大,出鐵后跑大流,被迫堵炮,15 min出鐵485 t、出渣 10 t。之后出鐵基本正常,鐵水[Si]含量基本在1.0%以上。出第6次鐵鐵水物理熱達到1 356℃,第8次鐵鐵水物理熱達到1 425℃,第14次鐵鐵水溫度達到1 522℃。開爐恢復出鐵情況如表6所示。
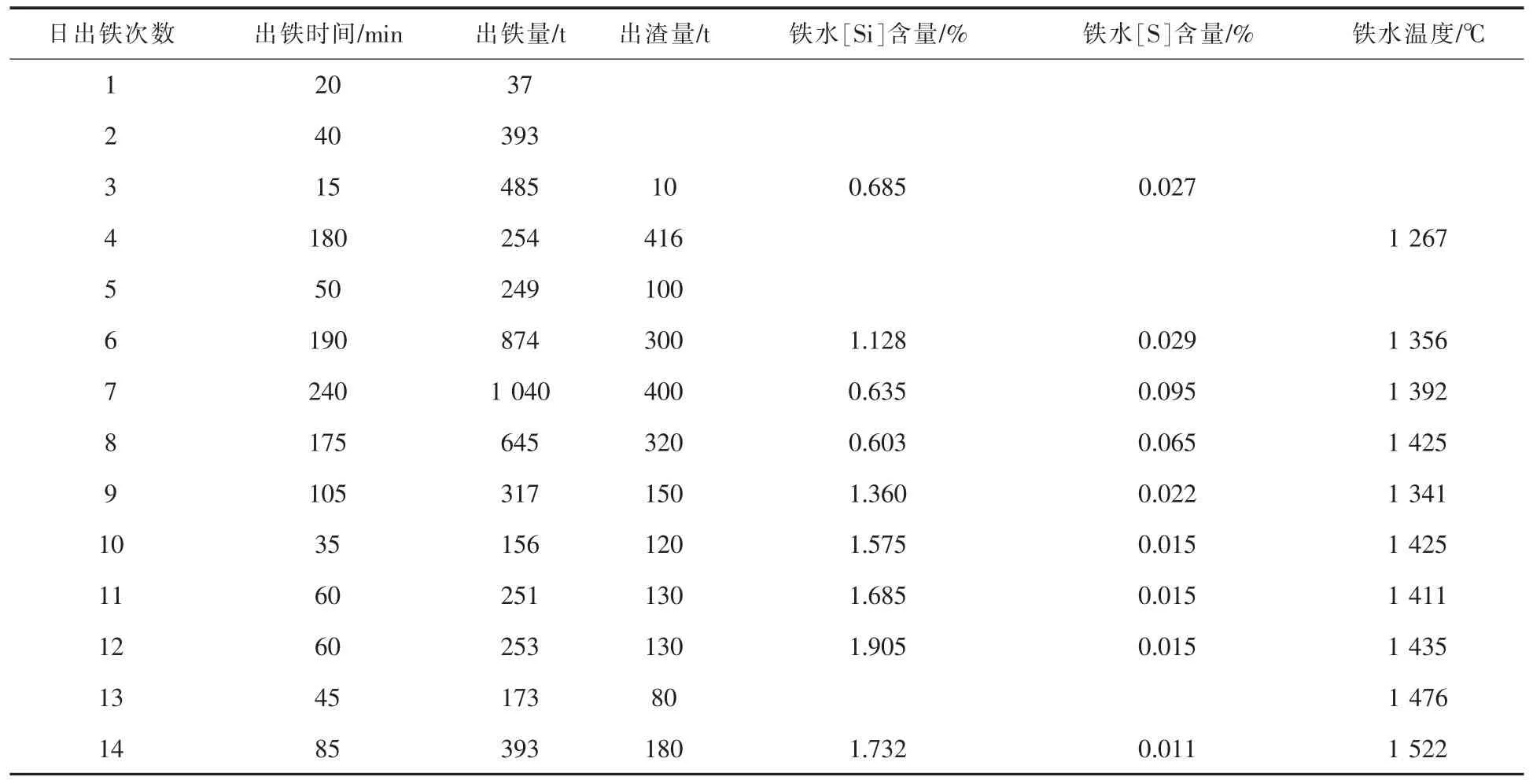
表6 開爐恢復出鐵情況Table 6 Tapping Situation of Reheated BF after Blowing-in
2.4.3 改變操作制度,調整料批重量
最后3批裝爐料入爐后,將高爐裝料制度改為較送風前發展邊緣的操作制度(見表7),料批重量調整為60 t,入爐堿度1.26。隨著渣鐵排放,逐步加風恢復以提高強度。第59批入爐焦比由700 kg/t減至600 kg/t,第67批入爐焦比由600 kg/t減至480 kg/t,焦丁比25 kg/t,用小粒礦1/7。開爐送風恢復過程參數情況見圖2。高爐恢復達到全風水平后,1月6日產量為7 700 t,達到中修前水平,送風7天后,綜合焦比達到480 kg/t,實現了高產低耗的目標,高爐開爐恢復順利并快速達產。
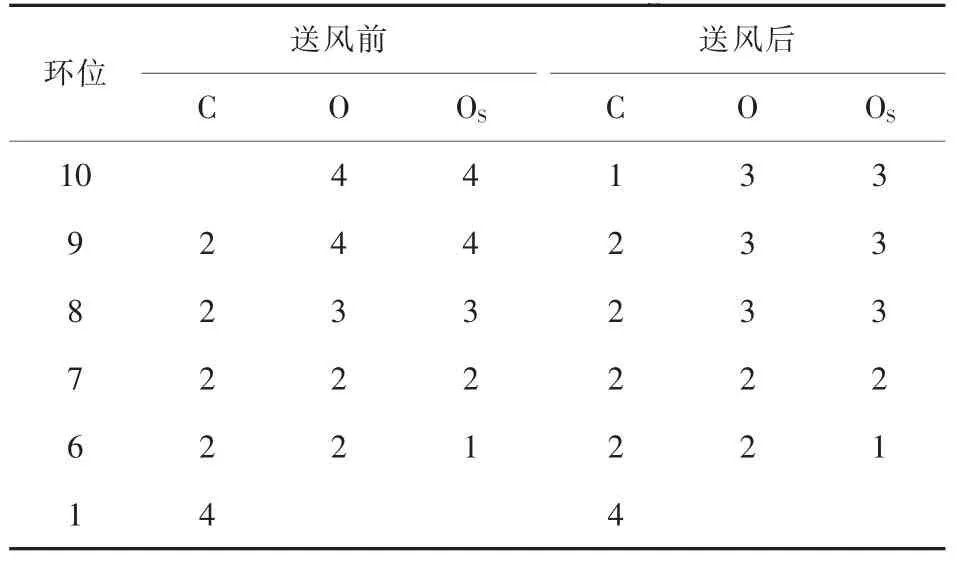
表7 送風前后高爐裝料操作制度Table 7 Charging Operation System for BF before and after Blasting Air
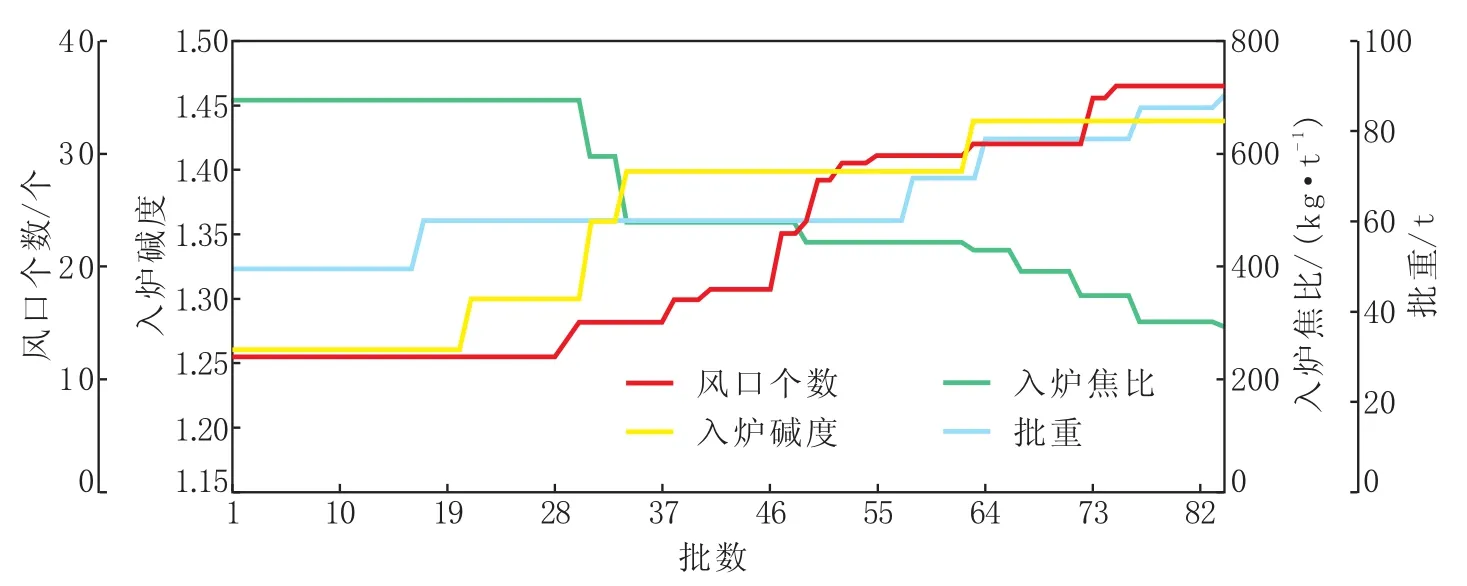
圖2 開爐送風恢復過程參數情況Fig.2 Parameters for Blasting Air during Reheating BF Recovery after Blowing-in
3 結語
鞍鋼股份有限公司鲅魚圈鋼鐵分公司1號4038 m3高爐在發生爐皮燒穿事故后,開展了降料線停爐及開爐生產實踐。降料線過程中,根據爐頂溫度、閥箱、齒輪箱溫度嚴格控制打水量,均勻打水,防止了較大爆震的出現。合適的出鐵次數使渣鐵物理熱充沛、流動性良好。利用較高的風壓及時將爐缸渣鐵出凈,為順利降料面奠定了基礎。前期的清爐缸到鐵口區域、四周形成環狀溝和鐵口預埋氧槍對渣鐵能夠順利排出起著關鍵的作用。由于開風口、加風節奏掌控到位,壓差維持合理,爐前渣鐵得到了及時排放,大大加快了爐況恢復,實現了62 h恢復全風。高爐降料線停爐、開爐恢復順利并快速達產,值得參考和借鑒。