水下清管發射器清管鏈剪切機構優化設計
2023-02-18 08:35:18袁宇翔
機械工程師 2023年1期
袁宇翔
(中海油能源發展股份有限公司 安全環保分公司,天津 300456)
0 引言
近年來,隨著中國海上油氣勘探逐步發展,在國家的大力支持下,我國逐漸從近海油氣田向深水油氣田進行鉆探和開發,勢必會促進水下生產系統及其配套設施的開發和研制。海底低溫環境使得在油氣運輸過程中管道內壁會附著一層冷凝物、石油蠟及石油里的瀝青烯等沉淀物,水下清管發射裝置作為海底管道和管匯通道的清洗設備,是管道維護的重要組成部分,它的特點是從水下發射清管器,目前我國還沒有開發制作出該類型產品[1-2]。本文以一種新型的水下清管發射裝置為基礎,根據剪切閥門剪切清管器連接鏈的基本要求,對剪切閥門進行了結構設計。剪切閥板是剪切清管器連接鏈的重要工具,對剪切閥板的相關尺寸參數進行合理設計,優化清管器鏈的分離過程特性,并對優化后的剪切機構強度進行有限元分析,為清管系統清管器的分離過程提供保障,對我國水下清管發射裝置的選型試制具有重要的參考價值。
1 清管鏈剪切機構設計
1.1 清管發射裝置介紹
清管器分離機構是清管器發射裝置中的主體部分,主要包括鉛錘、載球筒、球筒外殼和剪切閥門等關鍵部分。
1.2 剪切閥門設計
剪切閥門作為水下清管器分離過程的“核心”,其主要作用為切斷清管器之間的清管鏈,控制清管器的發射位置。根據水下清管器發射裝置的設計條件以及水下閥門的功用,將剪切閥設計為閘閥,能夠快速切斷清管鏈。該剪切閥類似于單作用液壓缸的執行機構驅動閥門,它直接控制清管鏈的剪切過程,用于分離清管器,主要是由剪切閥門主體結構、液壓執行機構和ROV操作端組成。
其中剪切閥板主要根據剪切功能、擋住上部清管總成要求、清管鏈的尺寸和刀具進程等幾個因素來設計,使用強度高的鉻鎳鈦不銹鋼材料做成導流孔形式的刀片,環形切割清管鏈,比平板閘刀更加迅速有效,專門為剪切清管鏈而設計。
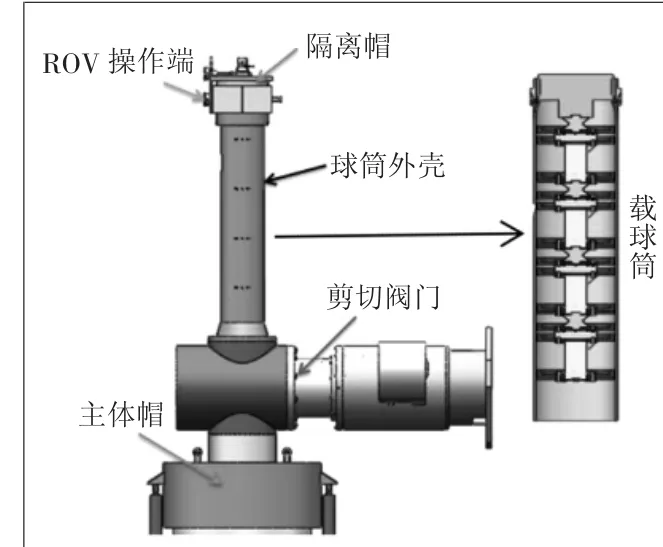
圖1 水下清管器分離機構
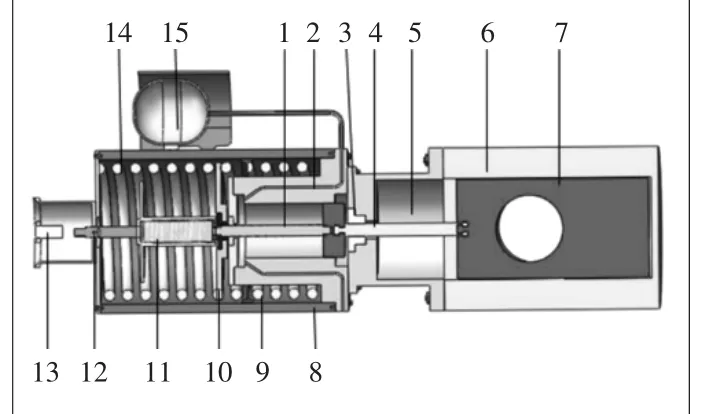
圖2 剪切閥門
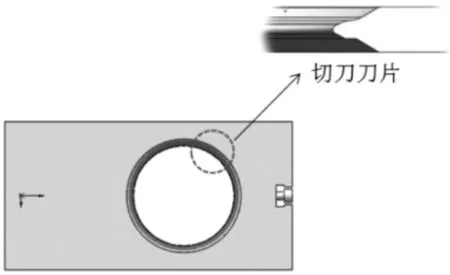
圖3 剪切閥板
1.3 剪切機構執行過程
清管鏈在重力作用下下落,清管器進入閘閥擋板處,此時開啟執行機構液壓控制,活塞桿在液壓推動力的作用下直至閥板移動開啟,使第一個清管器通過閥板孔下落至錐形臂處,清管器前部的第一片皮碗可以通過錐形結構的變徑,然后由于清管器皮碗與變徑小端的過盈配合卡緊,此時清管鏈正好處于剪切閥門閘刀位置,此時可以操作ROV通過傳動螺母來關閉液壓執行,在彈簧的彈性勢能下推動閥板閘刀向右運動剪斷清管鏈,并且使擋板阻止第二個清管器的下落,然后通過ROV操作控制閥門打開液壓管線向發射筒內注入乙二醇,推動第一個清管器向下運動,驅動清管器至管道中進行清管,剪切過程如圖4所示。
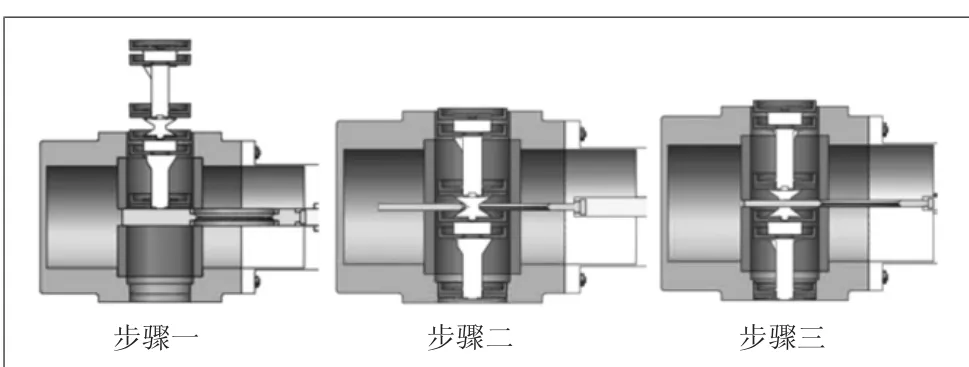
圖4 剪切清管鏈過程
2 剪切機構結構優化
2.1 力學分析
在剪切結構剪切模擬過程中,需要考慮材料的失效準則和切削分離方法。剪切刀具剪切清管鏈的過程中,受到剪切力的作用時,推動剪切閥板對清管鏈的作用力F,迫使清管鏈發生截面塑性變形,達到屈服極限后發生斷裂,實現分離目的[3-4]。
設清管鏈外半徑為r2,內半徑為r1,在受到剪應力的同時,還有兩個清管器之間的軸向應力,為此建立了一個模擬受力情況接近實際剪切機構的力學模型,求得清管鏈失效時的極限載荷,從而得到剪切時的刀具剪切力。
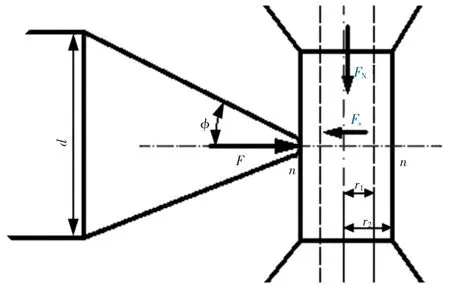
圖5 剪切受力模型
閥板刀具選用硬質合金刀,馬氏體型9Cr18MoV,淬火回火后的硬度為280 HB,屈服許用值σ0.2=600 MPa,泊松比為0.25,彈性模量為600 GPa。進給速度設計為3 m/min,切刀進給量大于清管鏈外徑。
由彈性力學可知,在圓筒截面內半徑r處任一點的切向應力σt與徑向應力σr和徑向位移u有如下通解:
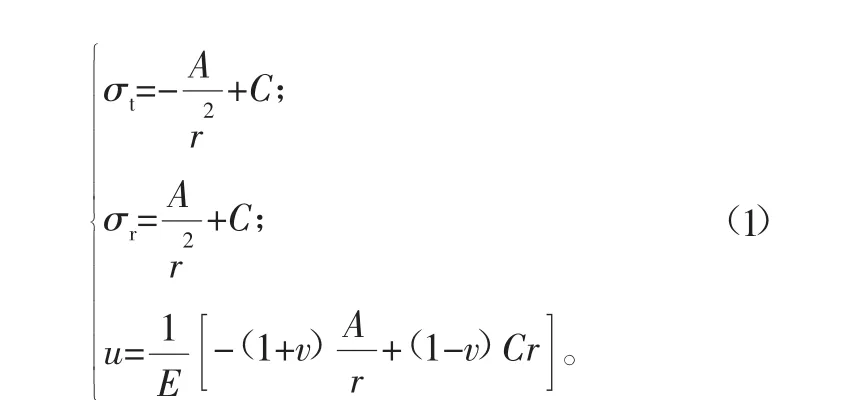
式中:v和E分別為材料的泊松比和彈性模量;A和C為待定系數。
由邊界條件(即r=r1,σr=P1和r=r2,σr=-P2)確定A和C,代入式(1)可得:
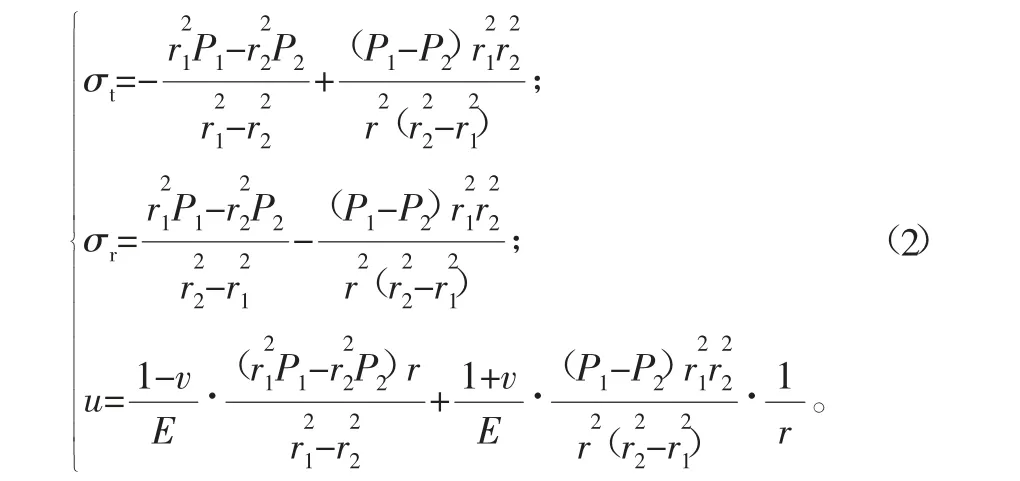
當清管鏈受到剪切力時,其受力情況和只受外壓P2作用的厚壁圓筒完全相同。因此將P1=0代入式(2)中,得到清管鏈與閥板接觸面內任意點r處的切向應力σt和徑向應力σr的計算公式:
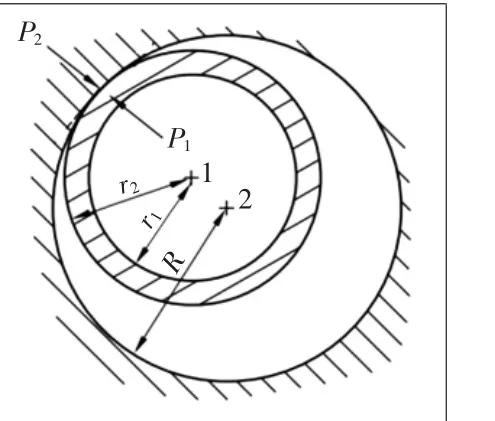
圖6 剪切清管鏈模型圖
按照第四強度理論,等效應力σv可以從下式得出:
由式(5)可知,r越小,σv越大。當r=r2時,σv為最大值,在與閥刀接觸點的等效應力最大。由式(5)得

為了使剪切刀具能夠順利剪切清管鏈,在選取接觸面時保守估計,選取刀具與清管鏈能夠接觸的最大面積作為接觸面積。
計算可知,刀片長度大于r2-r1,切刀與清管鏈的接觸面積正投影最大為
圖7 最大接觸面
式中:P2為刀具剪切壓強;φ為二分之一刀具張角;FN為清管鏈軸向壓力,上部重力為5760 N;f為動摩擦因數,取0.15。
2.2 參數優化
通過建立剪切閥門刀具剪切清管鏈的數學模型并進行優化設計,從而得到較優的刀具和清管鏈參數,將減小剪切力、優化清管鏈尺寸作為目標優化設計的目標,采用非線性約束優化,得到剪切閥門的參數最優值。
1)確定目標函數。
以剪切的工作載荷最小作為優化設計的目標函數,結果可以驗證執行機構的串聯彈簧及傳動桿直徑等的結構尺寸設計。
優化目標函數:
2)確定設計變量。
剪切閥門的工作載荷由執行機構提供,選取剪切刀具的厚度,清管鏈的外半徑和內半徑作為優化設計的變量,得到

3)確定約束條件。
清管鏈受到上部3個清管器和1個鉛垂的重力作用,其軸向壓力必須小于其許用應力。

式中:FN為被剪切清管鏈上部重力;r2為清管鏈外徑;r1為清管鏈內徑;PN為清管鏈軸向壓力,在非剪切條件下,PN需小于清管鏈的最大工作載荷34.5 MPa。
得到軸向力約束條件為

根據清管鏈特性參數,選取清管鏈的外半徑和內半徑范圍,計算得到清管鏈的外半徑和內半徑的約束條件:
由彈塑性力學可知,在剪切刀具的作用下,清管鏈產生滑開型裂縫(II型),在切口模型中,應力強度因子是表征裂尖附近應力場強度的重要參數[5]。切口張角越小,切口裂縫的應力強度因子越大,表征它越容易發生切割,此時可以降低閥板剪切力,能夠有效減小清管鏈被剪斷面塑性變形,使切口頂端在切斷面上出現應力峰值點,有利于保證清管鏈在預定位置精確剖分。但張角太小又容易使刀具發生磨損。從圖8可以看出,當切口張角較小時,改變切口張角對其剪切效率影響相對較弱,所以選取張角為30° ~40° 之間比較合適,即當φ為15°~20°之間時,裂解質量最佳。
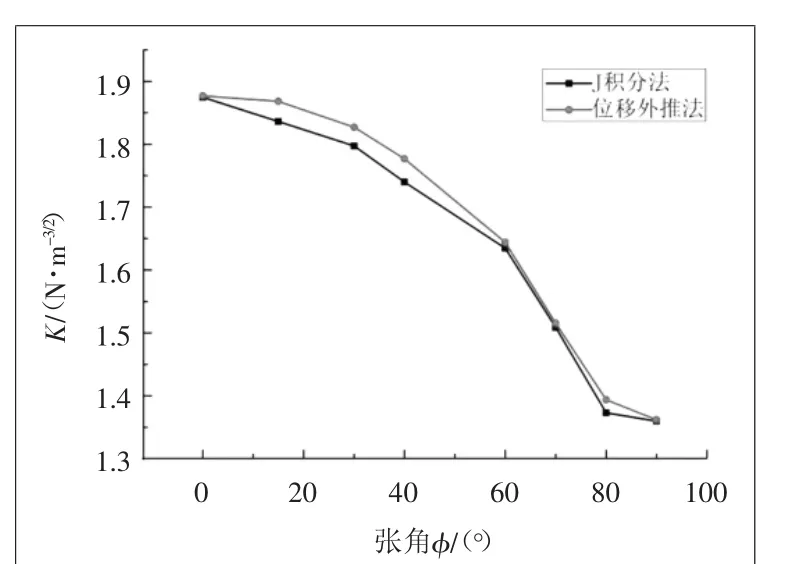
圖8 不同切口張角的應力強度因子
得到張角約束條件為

4)參數優化計算。
根據設計變量、目標函數和約束條件,確定為求解非線性約束極小值優化問題,使用Matlab中提供的fmincon函數求解多元非線性優化問題,對其進行參數優化,優化后的結果為:φ=15°,r2=0.022,r1=0.0194,此時的剪切力為579.19 kN,目標函數收斂于最優解。
圖9為剪切力F與清管鏈尺寸r1、r2的變化曲面,當刀具張角2φ設為30°時,剪切力的大小隨著清管鏈的尺寸增大而急劇增大。

圖9 剪切力隨清管鏈尺寸的變化曲面
從圖10剪切力F與角度φ的關系可以看出,角度越小,剪切效果越好,但是出于對閥刀強度的考慮和刀具的疲勞損傷,故選取30°作為閥刀刀尖的張角。
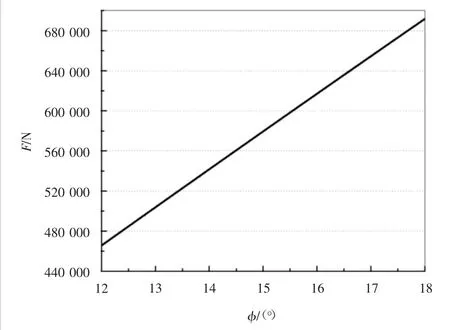
圖10 角度φ對剪切力的影響
然后根據上述參數來設計刀具厚度,刀具最小厚度取決于刀具的剛度和剪切力,刀具刀尖處的最小厚度公式為
式中:S為刀具的橫截面,近似為矩形;L為刀具與清管鏈接觸的最大寬度,取清管鏈外徑;P0.2為清管鏈產生永久變形為0.2%的載荷;[τ]為清管鏈剪切應力,根據剪切應力設計手冊得到塑性材料的剪切應力極限為0.8倍抗拉極限,[τ]=0.8[σ]=0.8×450=360 MPa;[σ]為清管鏈的拉伸應力極限,450 MPa;σ0.2為刀片的屈服強度許用值,600 MPa。
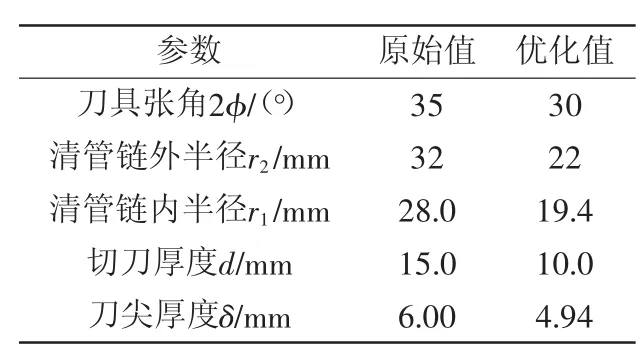
表1 優化前后結果對比
3 有限元分析
通過建立有限元分析可以驗證理論分析,通過設置不同的參數來模擬剪切清管鏈的受力過程,切刀剪切清管鏈為局部受力,可以簡化分析模型,如圖11所示。
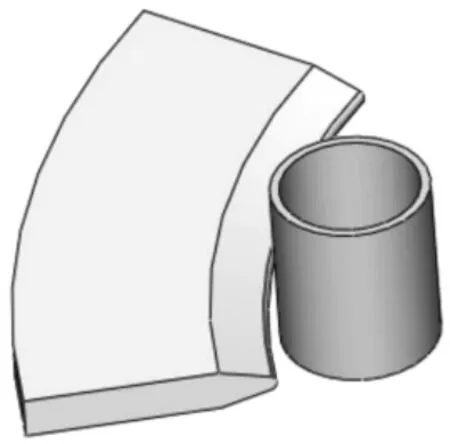
圖11 剪切清管鏈模型圖
切刀材料設置為合金鋼9Cr18MoV,屈服許用值σ0.2=600 MPa,泊松比為0.25,彈性模量為600 GPa。清管鏈材料為普通低碳鋼,泊松比為0.3,彈性模量為210 GPa。材料失效準則判定數據包括材料初始失效判定,由Ductile和Shear兩種方法共同確定初始失效點的位置,以及材料累進失效積累判定,包括材料初始失效后的硬化數據[6]。
在切刀上施加590 kN 的 力,切刀和清管鏈采用通用接觸算法定義,結果如圖13所示。
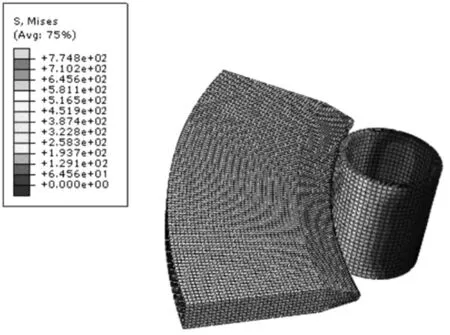
圖13 施加590 kN時的最大等效應力
此時清管鏈已經發生了較大的塑性變形,受到的應力足以剪斷清管鏈,根據剪切力的公式逆推可知,在閥刀施加590 kN 剪切力時,清管鏈受到的最大應力應為r2=22 r1=19.4
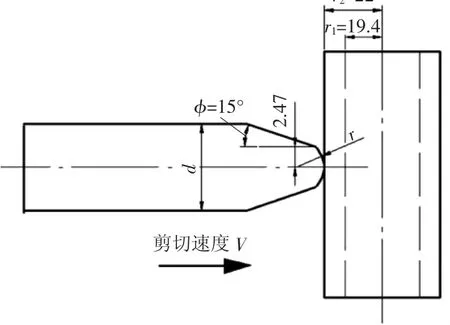
圖12 切刀參數
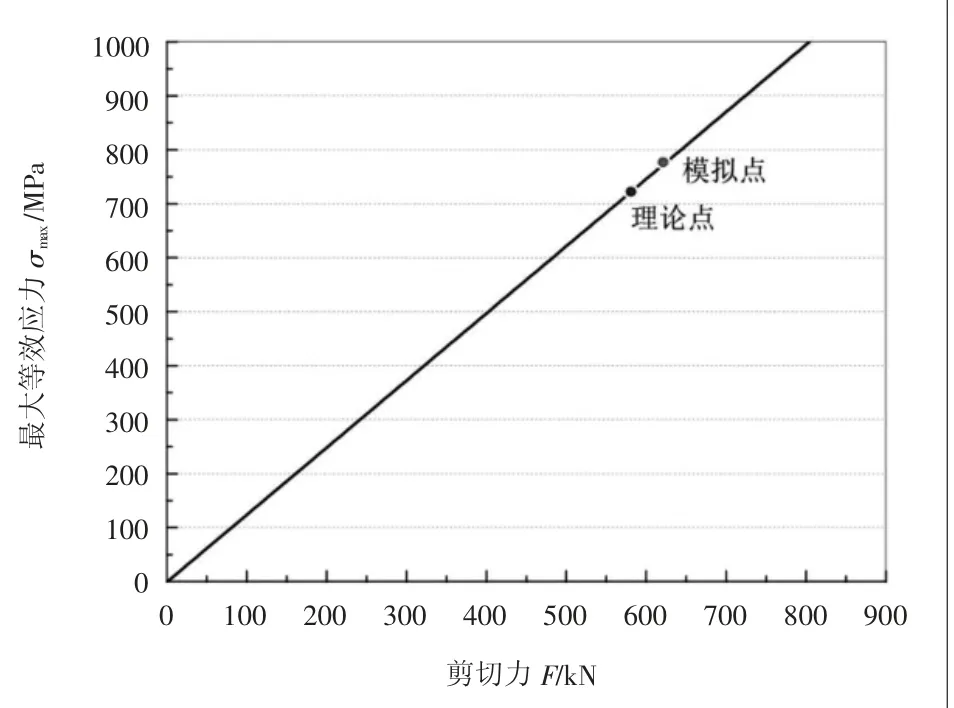
圖14 切刀壓力與最大等效應力
從結果分析可以得出,在施加590 kN切向力時,清管鏈受到的最大應力為774 MPa,理論計算值為730 MPa,相對誤差為5.9%,與結果基本吻合。
在剪切過程中,清管鏈會在一定程度上發生向內塌陷,這與剪切閥刀刀片的刀尖圓角有關,當刀尖圓角較小時,剪切更加容易,切斷面質量更好,但是對刀具的磨損更加嚴重,所以需要選擇一個合適的刀尖圓角。隨著圓角半徑的增大,刀具無法再有效地進行剪切,由于清管鏈上下被清管器所固定住,在清管鏈中間發生斷裂之前,兩端由于軸向拉伸引起的應力過大而發生斷裂(如圖16),這時剪切機構將失效,無法進行剪切清管鏈操作。
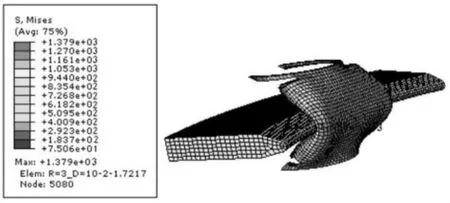
圖16 r=3 mm時的應力云圖
故刀尖圓角半徑選取r=2.75 mm,此時可以符合刀尖厚度大于4.94 mm,也能得到平滑的清管鏈的切斷面,順利進行切割清管鏈的操作。
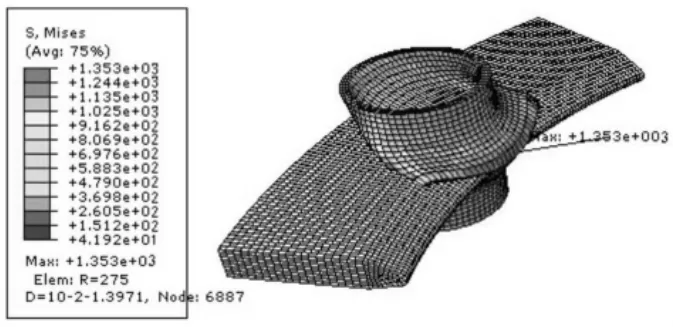
圖15 r=2.75 mm時的應力云圖
4 結語
水下清管器分離過程是根據水下清管裝置的組成綜合考慮各種設計方案得到的,所設計的清管器分離過程閥門數量少、控制方法簡單可行,便于ROV操作,提高剪切過程的可行性和效率。通過對剪切閥門剪切清管鏈進行受力分析,得到剪切力與清管鏈內外半徑和刀具張角之間的關系式,使用Matlab非線性約束優化問題求解方法對參數進行優化,得到剪切機構參數最優解。對剪切結構進行動態非線性有限元分析,比較分析了剪切力的數值計算值和有限元模擬值,分析了不同參數對剪切過程的影響,對剪切機構進行了改進和優化,為清管發射裝置剪切閥門的制造提供了依據。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
中國石油石化(2021年8期)2021-07-20 07:36:12
建材發展導向(2021年7期)2021-07-16 07:07:52
煤氣與熱力(2021年3期)2021-06-09 06:16:18
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
智富時代(2018年5期)2018-07-18 17:52:04
現代企業(2015年2期)2015-02-28 18:45:09
