汽車用熱成型鋼和雙相鋼電阻點焊可焊性分析
2023-02-18 11:29:24劉營凱彭星藝
汽車實用技術 2023年3期
劉營凱,沈 波,彭星藝,程 猛
汽車用熱成型鋼和雙相鋼電阻點焊可焊性分析
劉營凱,沈 波,彭星藝,程 猛
(上汽通用汽車有限公司,上海 201206)
為研究汽車用熱成型鋼和雙相鋼的焊接性能差異,采用1.5 mm熱成型鋼HS1300T、 1.5 mm雙相鋼DP590T分別與1.9 mm冷軋鋼板CR1180T進行電阻點焊焊接,對兩種板材可焊性窗口、焊點一致性以及焊點宏觀形貌進行研究。研究表明,雙相鋼比熱成型鋼可焊性電流窗口更大。連續焊接500個焊點,熱成型鋼板更容易發生飛濺,飛濺點數是雙相鋼的3.72倍;最優焊接參數下熱成型鋼焊點壓痕深度較深,為雙相鋼的2.62倍;熱成型鋼焊核更易形成縮孔。在焊接工況一致的情況下,雙相鋼相較于熱成型鋼可焊性更好。
熱成型鋼;雙相鋼;電阻點焊;可焊性
隨著社會的不斷發展,人們的經濟實力和生活水平得到了大幅度的提高,汽車已經成為人們的普通代步工具。在汽車行業飛速發展的同時,環境污染、能源枯竭等一系列問題也隨之而來。因此,提高汽車燃料效率以及減少尾氣排放成為備受關注的議題。研究表明,對于乘用車而言,降低鋼板密度是實現這一目標最為有效的措施[1-3]。汽車自重減輕10%,可降低油耗5%~8%,尾氣排放也相應下降[4-7]。實現汽車輕量化是解決能耗問題以及環境問題的有效手段。目前一些輕質合金如鋁合金、鎂合金等材料大量應用于汽車制造領域,但在一些承力部位輕質合金難以滿足要求,為了最大限度地提升汽車安全性,同時降低汽車重量,汽車車身的車門防撞梁、前后保險杠等保安件以及部分車體結構件對材料強度要求較高,因而先進超高熱成型鋼以及雙相鋼大量應用于汽車制造。
熱成型高強鋼中添加錳、硼等微量元素,會提高其淬透性[8-9]。熱成型鋼是將高強度錳、硼等合金鋼加熱到880 ℃~930 ℃,使材料完全奧氏體化,再把材料放入保溫模具內沖壓成型,然后在保壓狀態下對材料進行淬火,使奧氏體完全轉變為馬氏體組織,淬火后的零件強度可達到1 500 MPa。與熱成型鋼不同,雙相鋼(Dual Phase, DP)的顯微組織為鐵素體+馬氏體,鐵素體硬度低,使鋼具備較好的成型性能,馬氏體硬度高,使鋼具備較高的強度。目前國外對于熱成型鋼以及DP雙相鋼點焊焊接性做了大量的研究,在點焊工藝、高強度鋼點焊質量檢測以及點焊性能評價等方面開展了大量的基礎性工作,也將熱成型鋼和雙相鋼大量應用于汽車制造。國內對于這些鋼種的焊接性研究相對較少,缺乏指導生產的相關數據。
基于上述情況,本文以熱成型鋼HS1300T和雙相鋼DP590T為研究對象,通過開展焊接工藝窗口優化、焊點一致性驗證以及焊點金相檢測,對比了兩種高強鋼的焊接性差異,分析了不同鋼種的焊接性能,為熱成型鋼及雙相鋼在新車型中的應用提供一些指導數據。
1 試驗材料、設備及方法
1.1 試驗材料及設備
本文研究的試驗材料為1.5 mm熱成型鋼HS1300T/950Y-MS-AS60G60G、1.5 mm雙相鋼CR590T/340Y-DP-HD60G60G和1.9 mm冷軋鋼板CR1180T/850Y-UNCOATED。熱成型鋼抗拉強度為1 300 MPa,屈服強度為950 MPa,表面鋁硅涂層為60 g/m2;雙相鋼抗拉強度為590 MPa,屈服強度為340 MPa,表面熱鍍鋅涂層為60 g/m2;冷軋鋼板抗拉強度為1 180 MPa,屈服強度為850 MPa,表面無涂層。三種材料的成份如表1所示,試驗中分別采用1.5 mm HS1300T和1.5 mm DP590T與1.9 mm CR1180T進行電阻焊接,對兩種板材組合可焊性進行驗證,對焊接差異性進行對比。

表1 鋼板的化學成分
焊接系統包括ABB點焊機器人、中頻直流控制器、機器人焊鉗以及焊接夾具。電極帽型號GMWZ-16×20,修磨后端面直徑為6 mm,試驗過程中保證冷卻水處于長通狀態,冷卻水流量為8.2 L/min。試驗設備如圖1所示。試驗中將焊接試片固定在夾具上,通過示教機器人程序,調節焊接工藝參數,實現自動焊接。
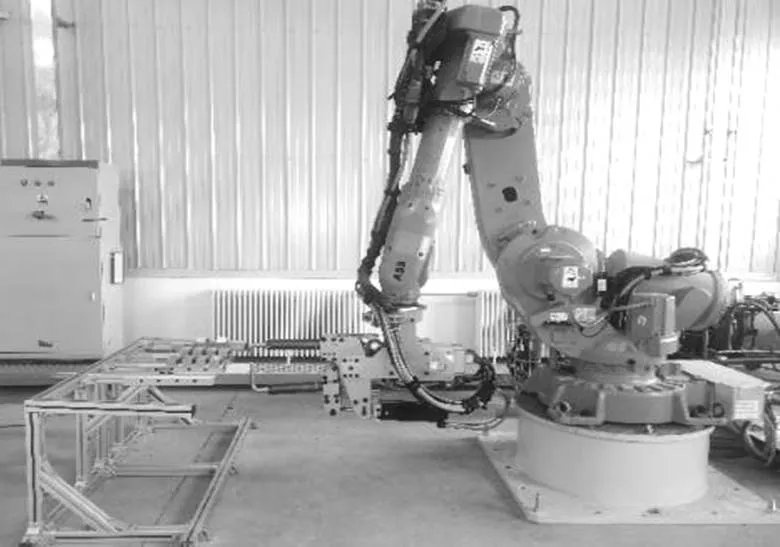
圖1 試驗設備
1.2 試驗方法
1.可焊性窗口
基于板材組合的等效厚度(Determining Thic- kness, DT),采用如表2所示的焊接工藝規范,在該DT下要求焊核直徑大于等于5 mm。試驗中先采用最長焊接時間,調整焊接電流(增量為100 A),通過剝離試驗檢測熔核直徑為5 mm,此時焊接電流和焊接時間為點坐標。保持最長焊接時間,使用點電流+200 A作為初始電流值,逐步增加,每次增加200 A,直到焊點產生飛濺時記錄焊接電流和焊接時間為點坐標。然后分別調整焊接時間為中等焊接時間和最小焊接時間確定邊界電流、、、,然后以點電流-200 A記為點電流,點焊接電流和焊接時間為推薦焊接參數。如圖2所示,在點、、、、、圍成的帶狀窗口之中為板材組合的可焊性窗口,在窗口左側焊點熔核直徑過小,在窗口右側焊點產生飛濺。然后分別計算三個焊接時間下的可焊性焊接電流窗口,即用相同焊接時間下的飛濺點焊接電流減去最小焊核對應的焊接電流得到三個焊接窗口,取三個窗口中的最小值記錄為該焊點可焊性電流窗口。

表2 焊接試驗參數
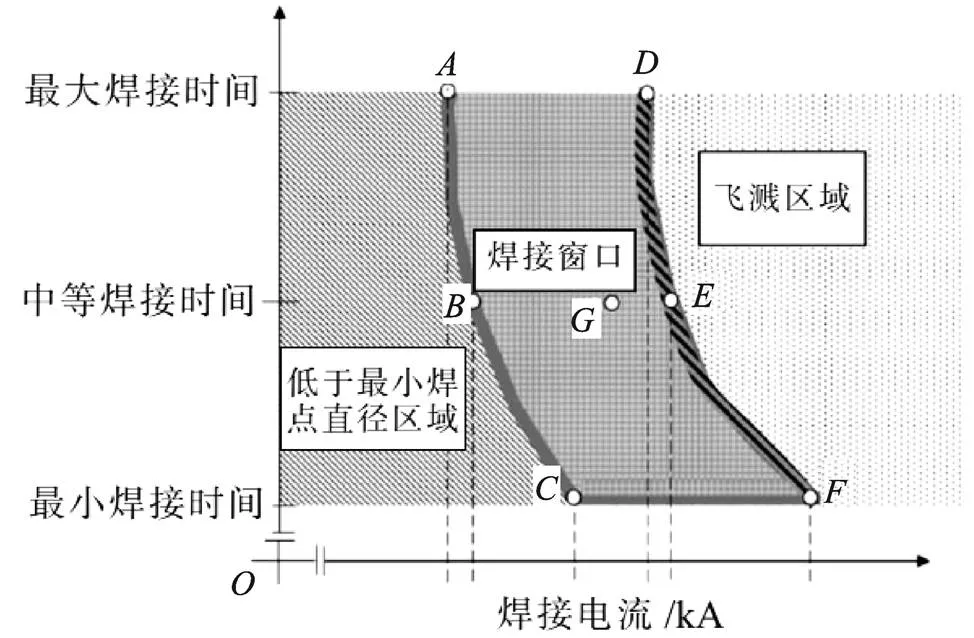
圖2 可焊性窗口示例
2.焊點一致性驗證
焊機切換為恒流模式,焊接速率為每分鐘30個焊點,選取點焊接參數連續焊接500個焊點,并且對第50、100、150、200、250、300、350、400、450、500個焊點進行剝離檢測熔核直徑,焊接過程中記錄焊點飛濺數量。
3.焊點金相檢測
采用點焊接參數,焊接金相試樣,采用金相顯微鏡對制備好的試樣進行檢測,測量焊點熔核直徑、焊核厚度以及熔融深度,觀測焊核是否存在裂紋和縮孔缺陷。
2 結果與分析
在電阻點焊焊接過程中,兩電極之間的測量電阻由電極電阻、電極與板材接觸電阻、板材與板材接觸電阻組成,如圖3所示。在正常工藝生產過程中,電極帽每隔一定焊點數量會進行修磨處理,因此,對板材組合焊接性能影響較大的因素為電極與板材、板材與板材接觸電阻。
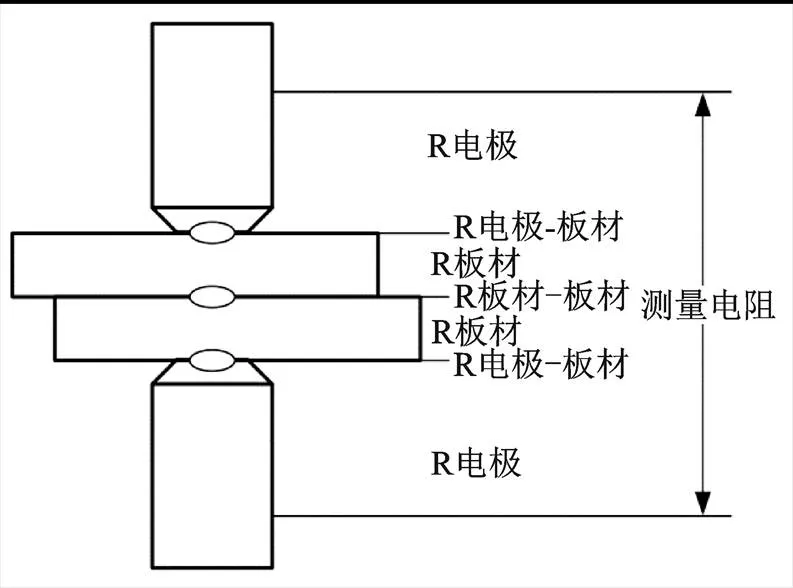
圖3 電極間測量電阻
2.1 可焊性窗口
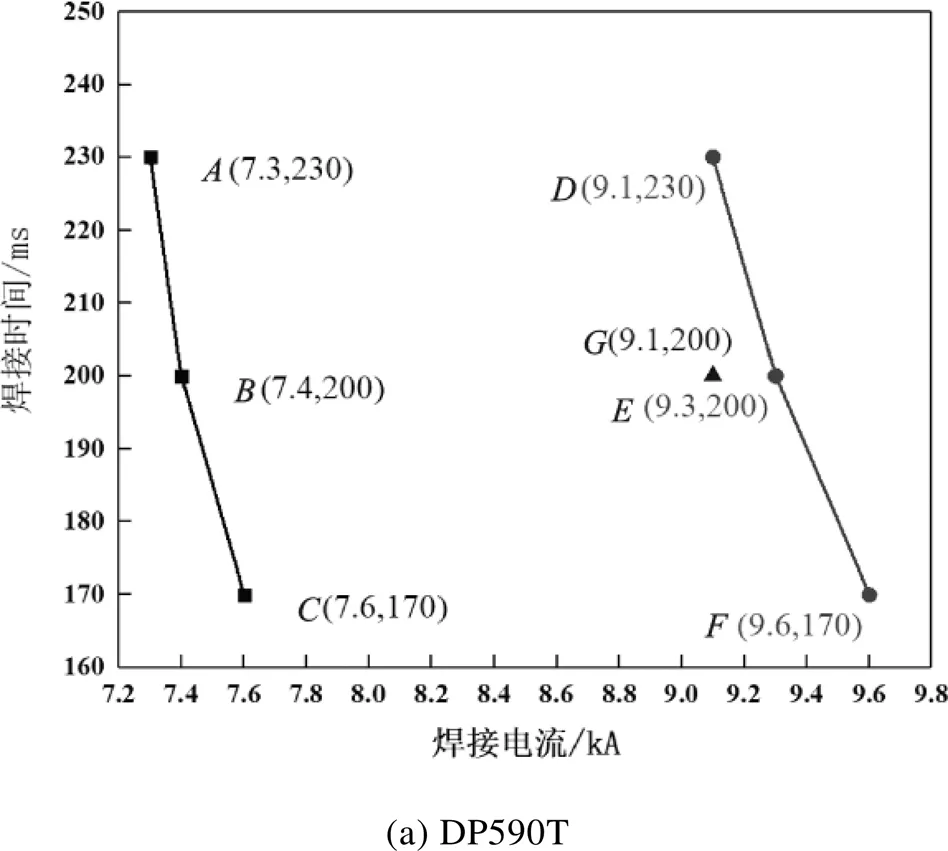
調節焊接時間分別為170 ms、200 ms、230 ms根據破壞性檢查的熔核直徑及焊點飛濺情況得到雙相鋼DP590T和熱成型鋼HS1300T的可焊性窗口。圖4為DP590T和HS1300T的可焊性窗口圖。由圖4(a)可知,在焊接時間分別為170 ms、200 ms、230 ms時對應的可焊性電流窗口分別為2 kA、1.9 kA、1.8 kA,隨著焊接時間的增加,可焊性電流窗口減小。由圖4(b)可知,在焊接時間分別為170 ms、200 ms、230 ms時對應的可焊性電流窗口分別為1.8 kA、1.7 kA、1.6 kA,同樣地,隨著焊接時間的增加可焊性電流窗口也減小。取選取三個焊接電流窗口的最小值為可焊性窗口,因此,DP59T0和HS1300T的可焊性窗口分別為1.8 kA和1.6 kA。認為可焊性窗口大于1 kA時可焊性良好,因此,兩種板材均具有較好的焊接性。隨著焊接時間的增加,得到最小焊核直徑和焊點飛濺的電流均減小。對于固定的板材,完成焊接過程需要的熱量是一定的,焊接時間的增加必定需要減小焊接電流來維持熱量的平衡,因此,隨著焊接時間的增加焊接電流會減小。對比兩種板材的可焊性窗口,在相同的焊接時間下,DP590T的可焊性窗口大于HS1300T的可焊性窗口,同時DP590T所需的最小焊接電流和焊接飛濺點的電流值均大于HS1300T。這主要因為HS1300T具有更多的合金元素,與DP590T相比具有更大的碳當量,同時HS1300T表面鋁硅涂層導電性較差,電阻較大,因此,HS1300T焊接性較DP590T差。
2.2 焊點一致性
兩種板材組合分別采用點焊接電流,連續焊接500個焊點,每隔50個焊點對焊核進行剝離實驗,測量焊核熔核直徑,連續打點試片尺寸為200 mm×300 mm,每個試片上打48個焊點,然后在尺寸150 mm×50 mm試片上焊接2個焊點,對第二個焊點進行破拆。
圖5為兩種板材連續焊接500個焊點每間隔50個焊點焊核直徑測試結果,DP590T和HS1300T連續焊接500個焊點焊核熔核直徑均滿足最小焊核直徑要求,兩者在最優焊接參數下具有良好的焊點一致性。但DP590T焊核熔核直徑普遍大于HS1300T焊核熔核直徑,DP590T相較HT1300T更不易發生虛焊。


圖6 連續焊接500點及破壞性檢查焊點形貌
圖6為實際打點及破拆后的焊點形貌,兩種材料連續焊接500個焊點均未出現電極帽的嚴重粘連現象,DP590T連續焊接500個焊點焊接飛濺點數為65個,HS1300T焊接飛濺點數為242個,熱成型鋼飛濺比較嚴重。主要因為熱成型鋼Al、Si鍍層會增大鋼材表面電阻,表面電阻越大,焊接時工件表面產生的熱量越高,越容易發生飛濺;同時在相同的壓力下,熱成型鋼表面變形較小,電極與板材接觸面積較小,熱成型鋼表面瞬時產熱量較大,與雙相鋼相比隨著焊接點數增加,電極帽表面狀態變差速度更快,接觸面電阻值變大,接觸面產熱量更高,更容易產生焊接飛濺。
2.3 焊點金相結果
圖7為兩種板材組合在點焊接參數下的焊點宏觀形貌。
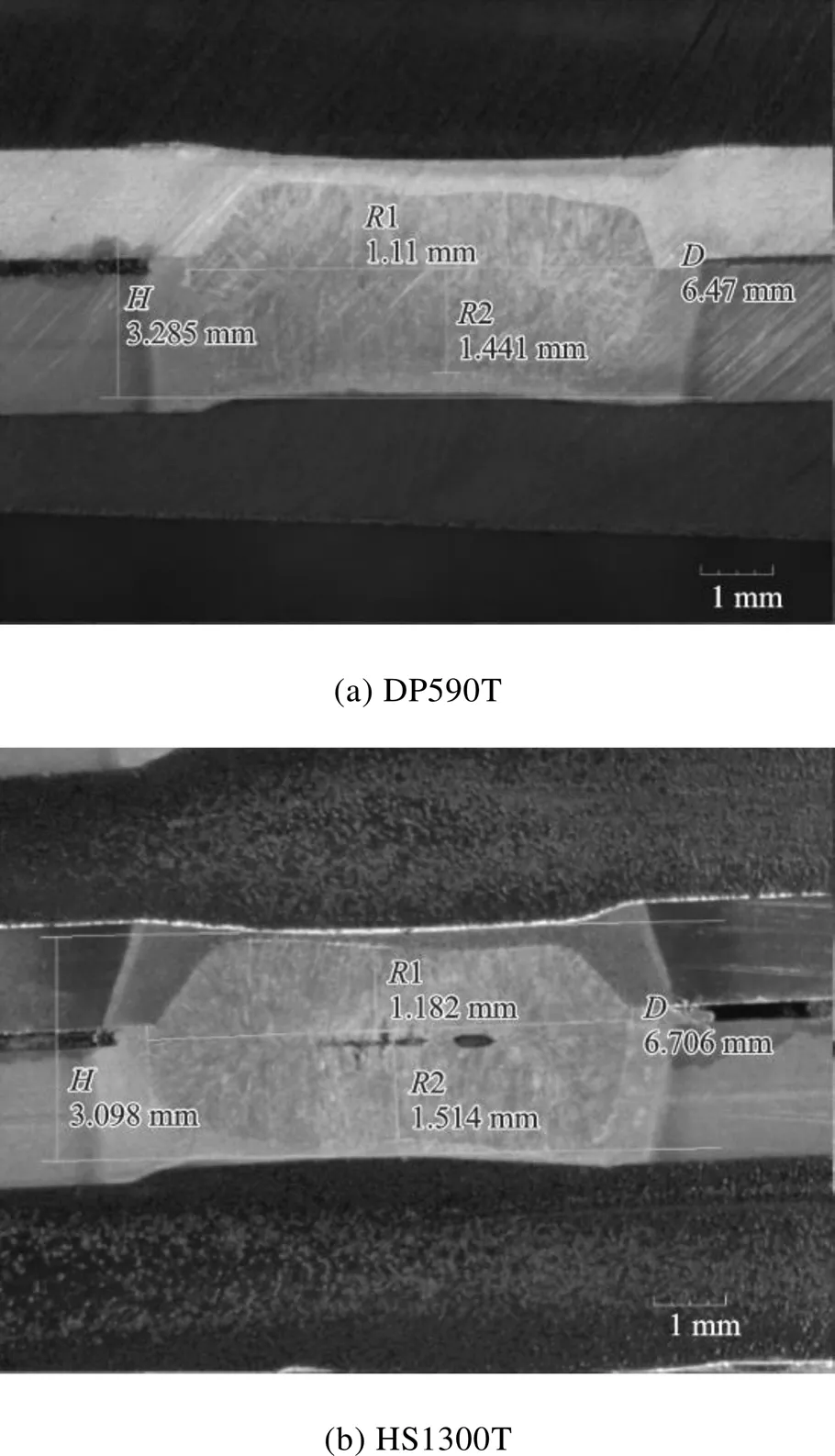
圖7 焊點金相
(1)DP590T的焊點熔核直徑為6.47 mm,HS1300T的焊點熔核直徑為6.706 mm,HS1300T的熔核直徑略大,為DP590T的1.04倍;
(2)DP590T焊后板材總厚度為3.285 mm,焊接壓痕深度為3.4%;HS1300T焊后板材總厚度3.098 mm,焊接壓痕深度為8.9 %,HS1300T的焊接壓痕更深;
(3)HS1300T中有少量的縮孔缺陷。
這是因為與DP590T相比,HS1300T表面接觸電阻更大,焊接過程中產生熱量更多。因此,板材表面壓痕深度更深,同時焊接瞬時熱量產生的飛濺造成焊核中心出現縮孔。
3 結論
(1)在焊接工況一致的情況下,雙相鋼相較于熱成型鋼可焊性更好;
(2)DP590T和HS1300T均具有較好的焊接性,DP590T比HS1300T可焊性窗口更大;
(3)連續焊接500個焊點,兩種鋼材均未出現電極帽的嚴重粘連,均具有良好的焊點一致性,但熱成型鋼HS1300T較雙相鋼DP590T更容易產生焊接飛濺;
(4)熱成型鋼HS1300T與雙相鋼DP590T相比,焊核壓痕深度更大,熔核內部易形成縮孔。
[1] 馬廷濤,莊厚川,金科,等.高強鋼材料車身輕量化研究[J].汽車工藝與材料,2019(5):1-5,11.
[2] 潘占福,李悅,付林,等.輕量化技術在汽車上的應用[J].汽車工藝與材料,2021(5):4-10.
[3] 羅培鋒,楊萬慶,陳東,等.高強度鋼成形技術及車身輕量化應用[J].汽車實用技術,2020,45(16):170-175.
[4] 杜行.新型材料和工藝在汽車輕量化中的應用[J].科技創新與應用,2019(5):148-150.
[5] 胡進朋,萬德成,李杰,等.臨界區退火溫度對中錳鋼組織性能和變形行為的影響[J].材料熱處理學報, 2022,43(2):104-111.
[6] 李光霽,劉新玲.汽車輕量化技術的研究現狀綜述[J].材料科學與工藝,2020,28(5):47-61.
[7] 張大鵬,孫忠輝,李振輝.碳纖維復合材料的乘用車前端結構輕量化設計[J].長春理工大學學報(自然科學版), 2019,42(5):63-68.
[8] 宋仁伯,霍巍豐,周乃鵬,等.Fe-Mn-Al-C系中錳鋼的研究現狀與發展前景[J].工程科學學報,2020,42(7): 814-828.
[9] LI J,SONG R,LI X,et al.Microstructural Evolution and Tensile Properties of 70GPa·% Grade Strong and Ductile Hot-rolled 6Mn Steel Treated by Intercritical Annealing[J].Materials Science & Engineering A, 2018,745(4):212-220.
Weldability Analysis of Resistance Spot Welding of Hot-formed Steel and Dual-phase Steel for Automobiles
LIU Yingkai, SHEN Bo, PENG Xingyi, CHENG Meng
( SAIC General Motors Company Limited, Shanghai 201206, China )
In order to study the difference of welding properties between hot-formed steel and dual-phase steel for automobile, 1.5 mm hot-formed steel HS1300T and 1.5 mm dual-phase steel DP590T were respectively used for resistance welding with 1.9 mm cold-rolled steel plate CR1180T, and the weldability interval, weld consistency and macroscopic morphology of welds were studied. Studies have shown that dual-phase steels have a larger weldability current range than hot-formed steels. Continuous welding of 500 welds, hot-formed steel plate are more prone to spatter, and the weld numbers of spatter is 3.72 times that of duplex steel. Under the optimal welding parameters, the indentation depth of the hot-formed steel is deeper, which is 2.62 times that of the dual-phase steel and the hot-formed steel is easier to form shrinkage cavity. Under the same welding conditions, the weldability of dual-phase steel is better than that of hot-formed steel.
Hot-formed steel; Dual-phase steel; Resistance spot welding; Weldability
TG457.11
A
1671-7988(2023)03-154-05
10.16638/j.cnki.1671-7988.2023.03.029
劉營凱(1993—),男,碩士,工程師,研究方向為白車身電阻點焊、SPR、FDS、激光焊等連接工藝和設備,E-mail:Yingkai_Liu@saic-gm.com。
