超行程加工高精度齒條的解決方法
2023-02-23 06:39:44張志奇秦俊李緒晨楊少華柴曉榮閆志鵬李建平王玉婧
金屬加工(冷加工) 2023年2期
關鍵詞:設備
張志奇,秦俊,李緒晨,楊少華,柴曉榮,閆志鵬,李建平,王玉婧
山西航天清華裝備有限責任公司 山西長治 046012
1 序言
由于設備行程有限,只能加工900mm以內的齒條,現在想用這臺設備加工1500mm的齒條,和廠家聯系,給出的回復是重新購置一臺大行程設備來滿足加工需求,性價比不高,因此決定采取分段加工的策略。由于齒條加工和其他設備分段加工有所不同,其他設備加工的零件允許有接刀印,而齒條加工不能出現一點誤差,稍有偏差前一段加工完成的齒就和后面加工的齒不重合,接刀位置出現臺階,整個齒條就會報廢。
2 加工難點分析
2.1 機床結構分析
該設備是一臺數控插齒機,可以加工齒輪和齒條兩種類型的零件,加工齒輪時靠B軸旋轉,旋轉工作臺一直朝一個方向旋轉,每次加工一定的齒深直到加工成形,不會存在反向間隙,如圖1所示。加工齒條時,在機床上放一個附加工作臺,從圖2可以看出,靠B軸旋轉通過蝸桿蝸輪傳動,帶動工作臺移動,傳動鏈為蝸桿-蝸輪-蝸桿-蝸輪的傳遞形式,工作臺的移動為往復加工,每次加工一定的深度,模數為8的齒條,需要加工7次才能加工成形,需要工作臺往復移動7次。如果加工一根行程范圍內的齒條,齒條齒面始終留有加工余量,即使機床有反向間隙也可以通過加工余量進行調整,最后加工成形,但要是分段二次加工就必須把反向間隙誤差消除掉[1],否則兩次加工無法完美過渡,出現接刀棱,如圖3所示。
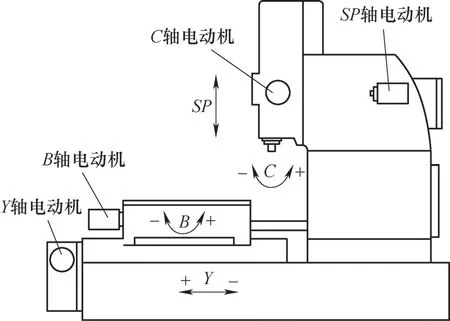
圖1 數控插齒機YK5180的加工原理
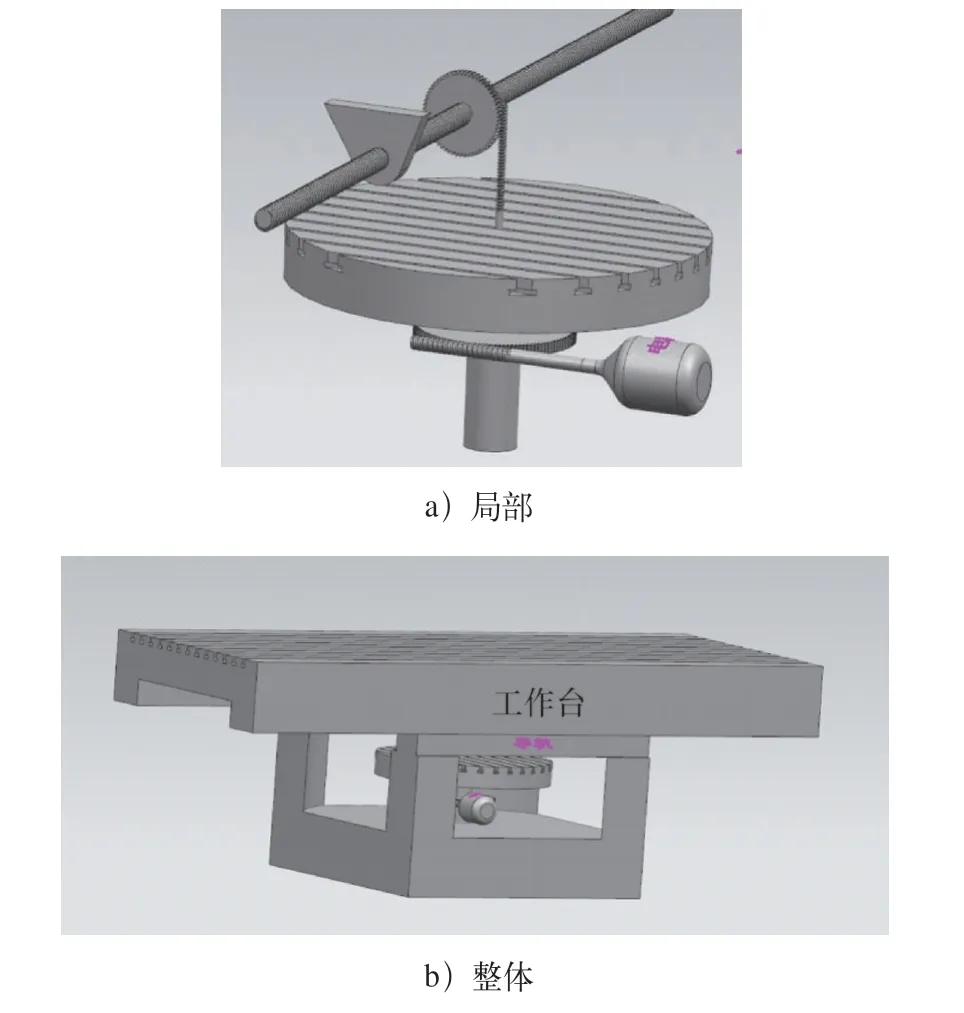
圖2 設備傳動示意

圖3 加工試驗件接刀棱
2.2 編程模式分析
設備自帶固定格式的編程模塊(見圖4),每次只能設置切削深度、齒條長度、進給速度和回退速度,模塊單一,解決不了第一段加工時,越到后期接刀位置(見圖5)余量越大的加工難題(此問題曾造成刀具損壞),以及通過空行程移動來解決反向間隙等問題。
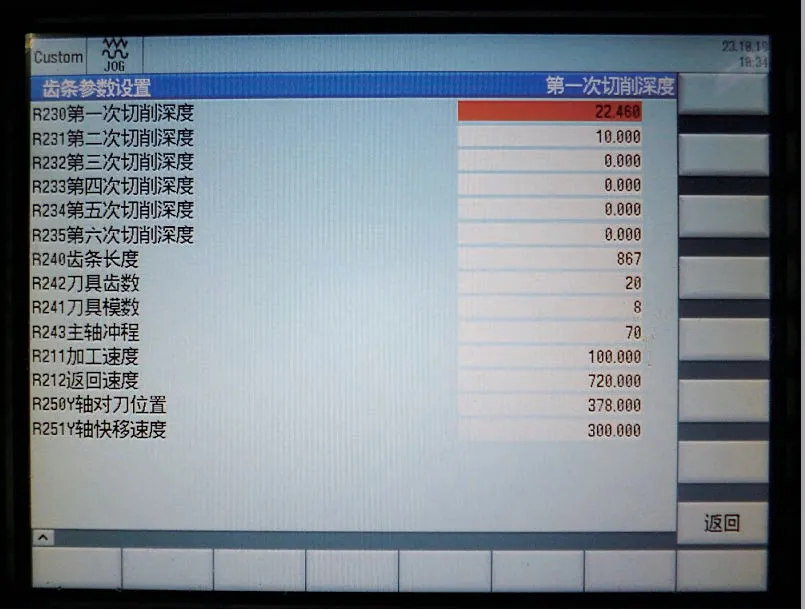
圖4 數控插齒機YK5180自帶模塊化編程軟件
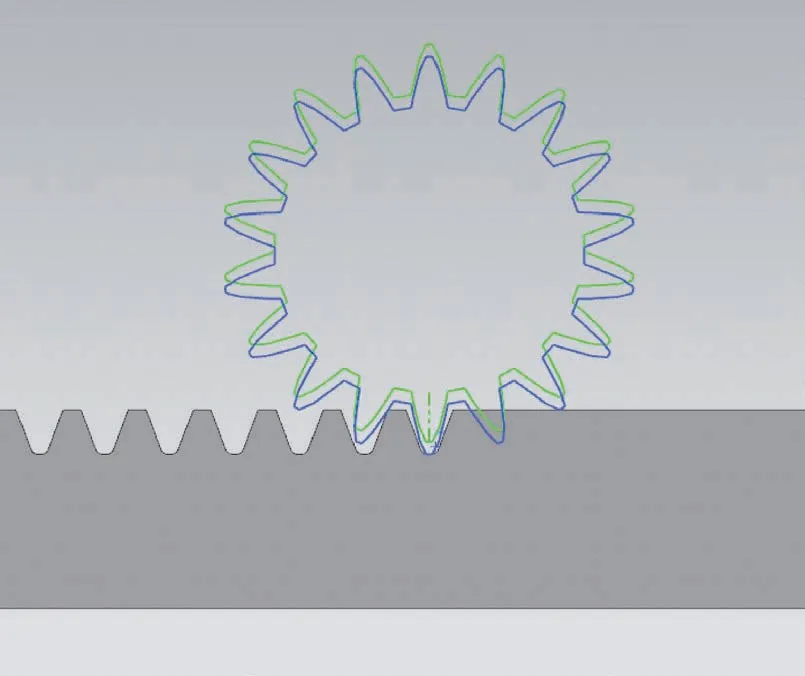
圖5 接刀位置示意
3 解決方案
3.1 宏程序編程
把原來用對話編程的方法,用編寫宏程序的方法代替[2],解決了原來一成不變的格式,改得更靈活,不僅可以隨意選擇起刀點,增加移動距離消除反向間隙,尤其是第二段加工進刀位置,需要先消除反向間隙再進刀加工,還可以在中間接刀位置每次退相應的距離,防止與后面未加工的位置發生碰撞,解決了原來對話編程解決不了的關鍵問題。新舊加工路線對比如圖6所示,齒條數控宏程序如圖7所示。
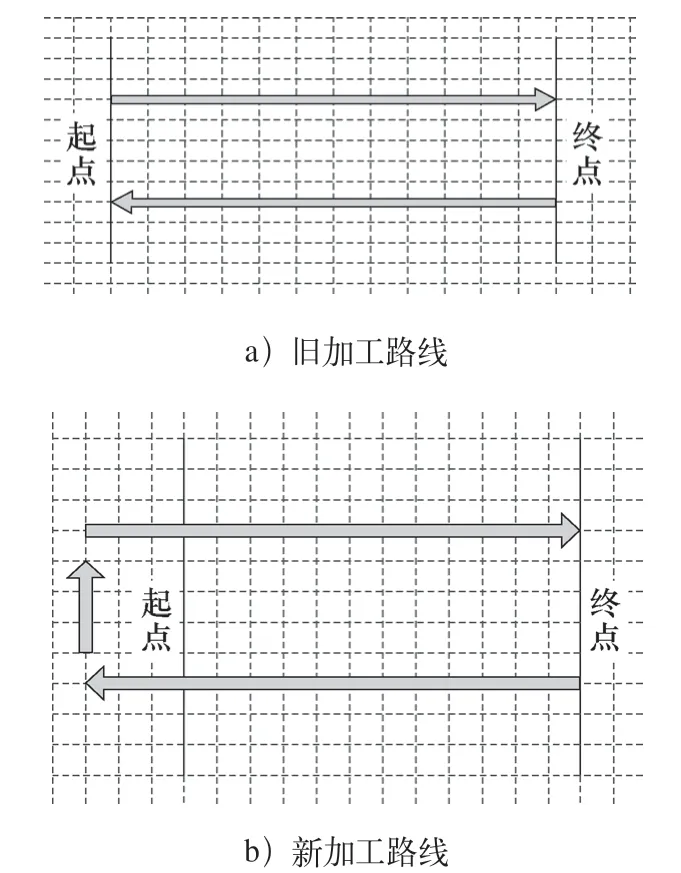
圖6 新舊加工路線對比
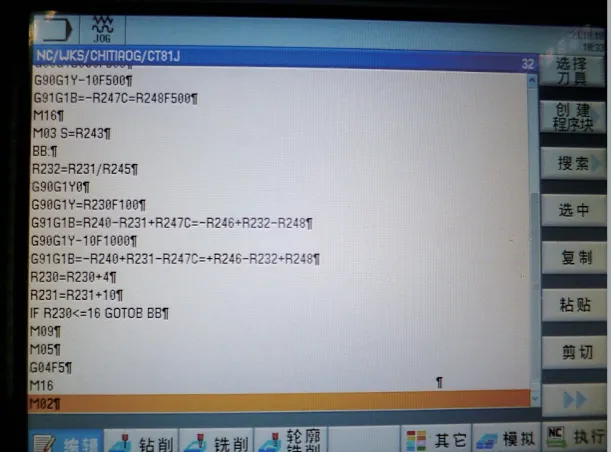
圖7 齒條數控宏程序
3.2 工裝設計
齒條的二次找正方法試驗過程如下所述。
(1)劃線找正+對表微調法 原理為:操作人員根據齒形對比在設備平臺上進行劃線(根據計算值進行劃線),然后在產品側面采用百分表找平產品,最后緊固齒條,加工試驗件如圖8所示。

圖8 加工試驗件(方法1)
試驗效果(見圖9):存在大范圍的錯齒現象。經過分析,導致錯齒的原因為人工劃線誤差較大和操作人員技能不適應此加工方案。

圖9 加工試驗件效果(方法1)
(2)簡易工裝對齒+對表微調法 原理為:操作人員使用簡易齒形定位工裝進行對齒(過程為先將簡易齒形定位工裝與第一段第一個齒對齊,固定住,將齒條松動,移動齒條直至第一段最后一個齒,也是第二段第一個齒,與簡易齒形定位工裝對齊),之后在產品側面采用百分表找平產品,緊固齒條。具體如圖10~圖12所示。
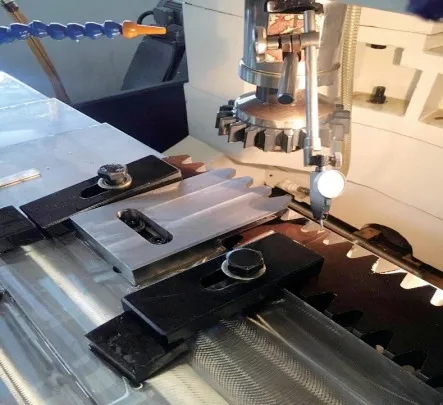
圖10 加工過程效果

圖11 加工試驗件(方法2)

圖12 加工試驗件效果(方法2)
試驗效果:局部有輕微錯齒現象。經過分析,導致錯齒的原因為定位工裝精度滿足不了齒形加工精度要求[3];人工移動齒條,目視找平齒形,技能不滿足要求;此次加工中數控程序軌跡未考慮到機床傳動間隙問題,目前數控加工軌跡為加工一段后,傳動系統歸零后直接進行加工(原數控程序未考慮設備的間隙補償),也間接導致了加工錯齒現象。
(3)齒條二次找正、接刀快換專用工裝法 綜合前兩次加工經驗,團隊決定設計專用二次找正、接刀工裝。同時,考慮產品批量生產加工需要,借用球鎖快速換產原理(球鎖軸具備定位+夾緊能力),在本工裝中設計、應用球鎖定位。
根據加工方案,數控插床加工齒形移動距離為整數齒(每次移動后都要保證一對齒在嚙合),因此移動工件的距離必須是整數倍齒距(X軸),且工件在Y軸上不得有偏移。綜合各方要求,團隊設計了齒條二次找正、接刀快換專用工裝(見圖13)。
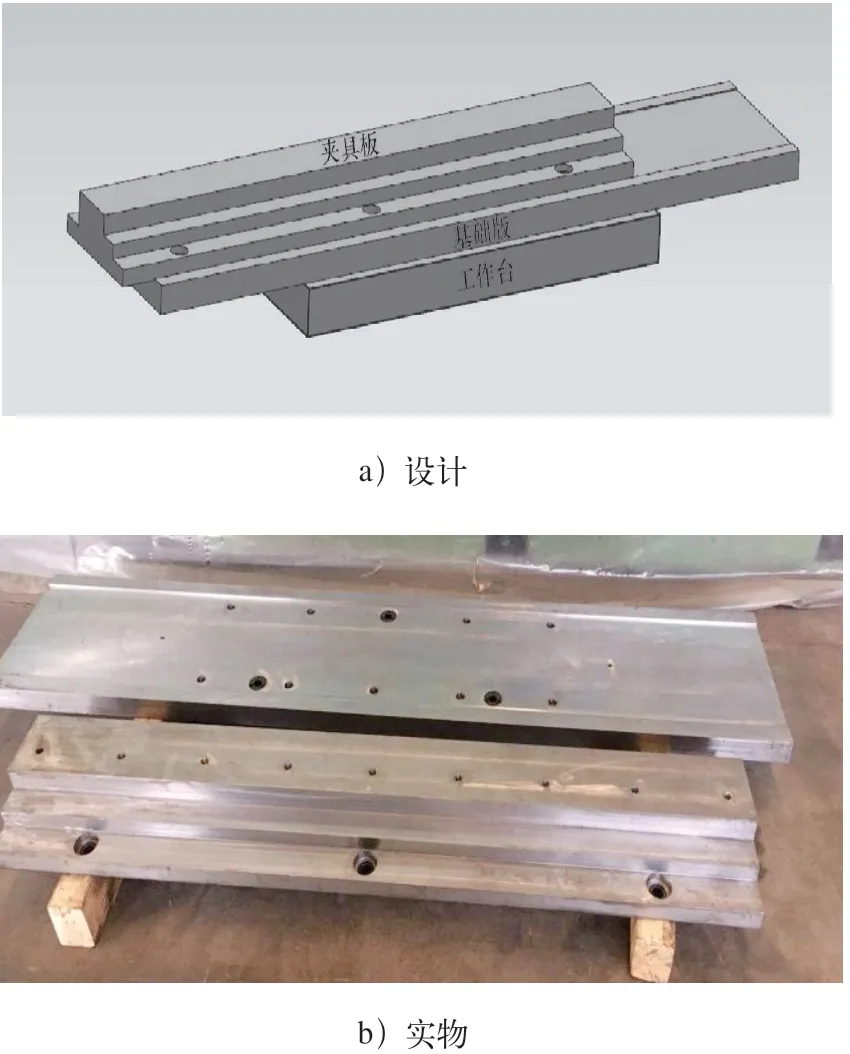
圖13 齒條二次找正、接刀快換專用工裝(基礎板+夾具板)
工裝生產完畢,項目團隊進行了加工試驗,其基本過程為:在工作臺上裝配基礎板,再將齒條第一段裝配于工裝上。工裝和產品第一段在工作臺的正常行程內加工(見圖14);第一段加工完畢后,將夾具板(含第一段產品,不動)移出工作臺行程,利用球鎖進行定位(每3個球鎖完成一段定位),將第二段移入工作臺行程內進行加工(見圖15)。齒條加工完成如圖16、圖17所示。
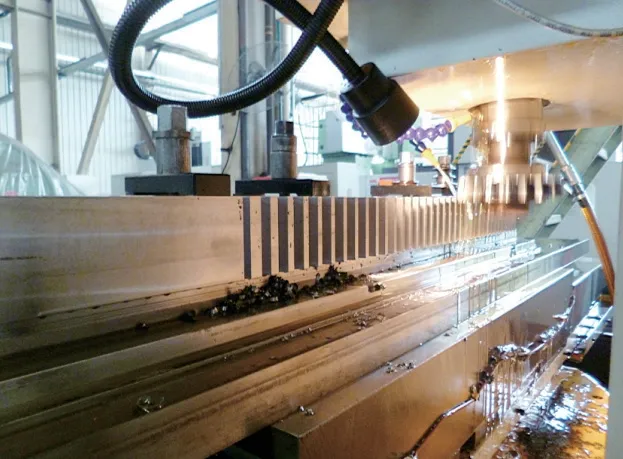
圖14 齒條第一段加工中

圖15 齒條第二段加工中

圖16 齒條加工完成(拆卸后)
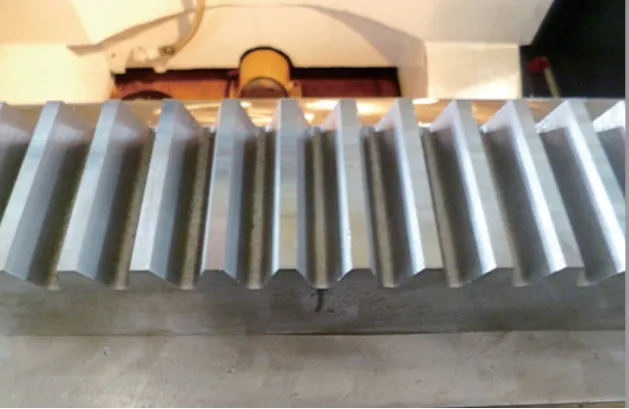
圖17 齒條加工完成(局部)
分析加工試件,發現齒條的齒形無錯齒、臺階等異常現象,符合圖樣要求。試驗取得了成功。在后續的加工中未出現異常現象,為企業節省購置新設備的費用,并且在其他類似超出行程的加工中可以借鑒。
4 結束語
通過本次試驗,解決了超出設備范圍加工的難題,使零件精度達到了設計要求,既解決了工裝定位精度問題,又解決了由于反向間隙引起的誤差,為以后加工類似產品找到了新的方法。
此方法及工裝可以應用到銑削、線切割等 領域。
20221117
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
