救援平臺車體結構-工藝一體化輕量化設計研究
2023-02-27 09:55:46侯步逸鞏銳王治國任博陳超康鐵宇李順李寶玉張文華
機械工程師 2023年2期
侯步逸,鞏銳,王治國,任博,陳超,康鐵宇,李順,李寶玉,張文華
(北京北方車輛集團有限公司,北京 100072)
0 引言
自然災害救援機器人平臺具備高機動、多地域水陸兩用、抗沖擊、抗跌落、高承載等能力,為其上的各種設備提供可靠工作平臺及安全有效的防護[1]。因此高可靠性救援機器人平臺的輕量化設計是需要解決的重要問題。針對救援機器人平臺輕量化的需求,開展高性能輕量化鋁合金車體的設計制造研究。本文從車體結構、焊接、板材加工、焊接質量控制、焊接殘余應力消除技術等方面進行研究,以實現整車輕量化設計的目標。
1 輕量化總體技術方案
車體結構輕量化的途徑主要有兩種:一種是從新材料入手,廣泛采用輕金屬或現代復合材料等低密度材料作為原料,以達到減重的目的;二是從優化設計入手,對現有結構進行優化設計,在保證承載能力和可靠性的前提下減輕其質量[2]。
針對救援機器人平臺研制需求,以鋁合金車體為研究對象,開展鋁合金車體設計、材料的機械加工與成形、焊接工藝、焊接質量檢測與控制、焊后應力消除技術等研究,通過救援機器人平臺全尺寸制造進行工程化驗證,形成了相應的設計規范與工藝規程。總體技術方案如圖1所示。
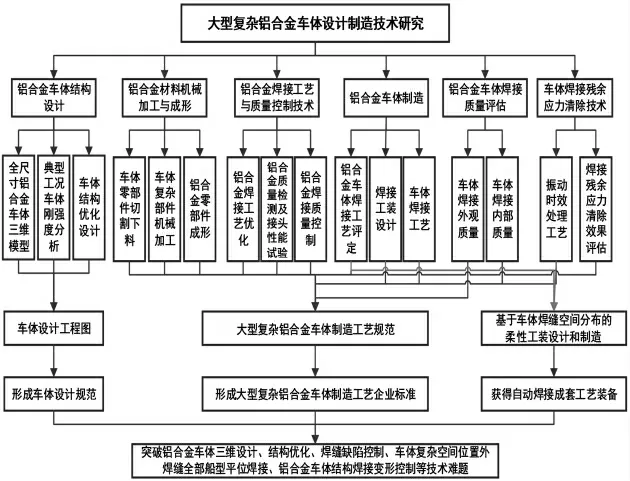
圖1 大型復雜鋁合金車體設計制造技術總體方案
2 鋁合金車體結構輕量化設計
2.1 全尺寸鋁車體三維建模
車體是由鋁板焊接而成的堅固殼體,可以為動力系統、行走系統、武器系統等其它分系統提供可靠的工作平臺、提高防護性能,為載員及各種設備提供安全有效的防護[3]。車體分為動力艙和載員艙,車體由前部甲板、側部甲板、頂部甲板、底部甲板、后部甲板、動力室隔板、桁架和各型縱、橫筋板等組成的一個密閉殼體。為了保證車體具有足夠的剛度、強度,在車體內部增加立柱、加強筋。
2.2 典型工況下車體剛強度有限元分析
為了保證車體的強度能夠滿足使用需求,在已有的三維模型基礎上,對車體施加車輛的典型工況并進行有限元仿真分析。車體采用厚度為12~30 mm不等的鋁板焊接而成,板厚相對于車體外形尺寸要小得多,因此可以視車體為薄殼結構,采用二維、三維單元混合建模的方法建立車體結構有限元模型(如圖2),并對不同載荷下的結構強度進行校核。
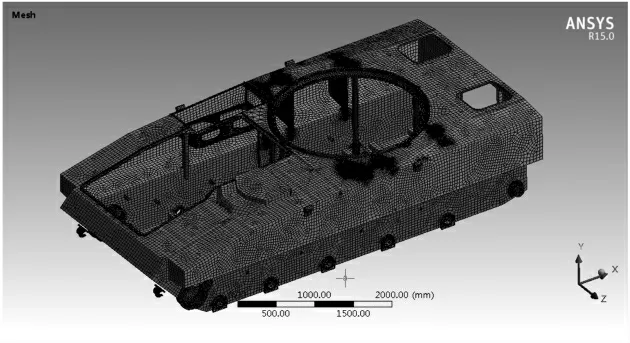
圖2 車體結構有限元模型
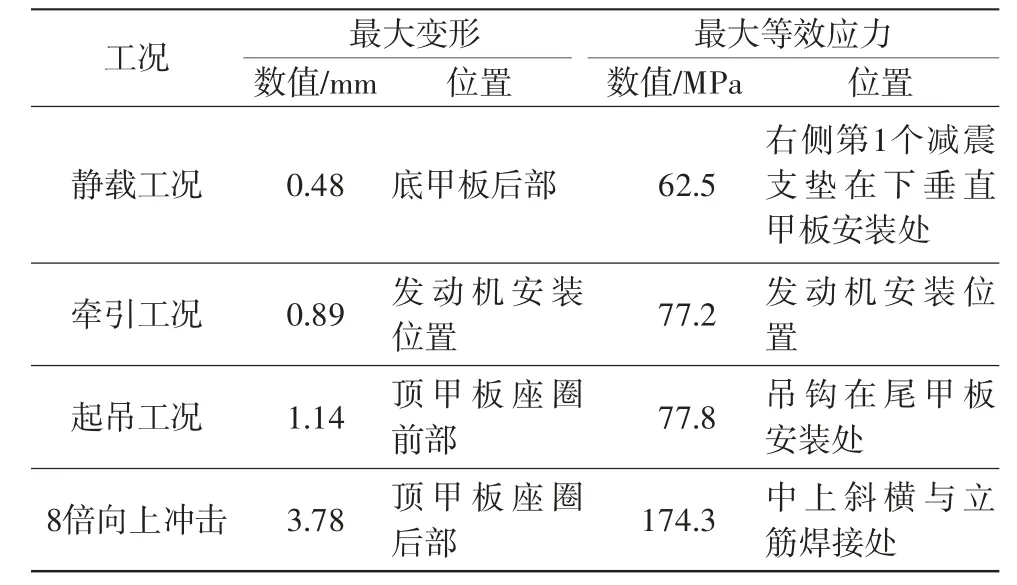
表1 各工況整車變形及應力結果
項目進行了4種工況的計算分析,可以得出結論:
1)靜載工況、牽引工況、起吊工況下,模型的最大應力均不超過240 MPa,變形不超過1.69 mm。因此,這3種工況下車體的剛度和強度均符合要求。
2)8倍向上沖擊工況為危險工況。最大沖擊應力達到了174.3 MPa,接近材料焊縫強度240 MPa,安全裕度較低。
2.3 車體結構優化設計
根據車體有限元分析結果,對車體關鍵承載結構進行了優化設計,采用結構拓撲優化的設計方法,對車體頂甲板座圈的主要承載部位的結構形式進行了拓撲優化設計,得到了創新設計的車體關鍵部位結構承載形式,如圖3所示。

圖3 車體關鍵承載部位拓撲結構形式
3 鋁合金車體工藝輕量化設計
3.1 鋁合金材料的機械加工與成形1)鋁合金零部件的切割下料。
車體鋁合金系鋁、鋅、鎂時效強化的高強度鋁合金。熱處理工藝為465 ℃/1 h,水中淬火,120 ℃/24 h人工時效。經過熱處理后的材料拉伸強度達到480 MPa左右,因此采用等離子等熱切割時,存在熱影響區和變形,熱影響區鋁合金甲板性能降低,需后續機加處理,對甲板變形需進行矯正處理。同時,也不適合采用剪床下料,容易造成鋁合金甲板下料的切割面產生裂紋[4-6]。
水射流切割不產生熱變形和熱影響區,不會改變被切材料的材質和性能;切口質量高,沒有毛刺、掉渣,薄金屬板的切邊不發生卷口現象;切口寬度小,有利于提高材料利用率;可以從材料上任意一點開始和中止切割,而且加工零件內部開孔也較容易。因此鋁合金采用高壓水切割進行板材下料和切割成形。
針對板材的特性,以常用的厚度為20 mm的鋁板進行了切割測試,通過對機床的切削性能參數的調整,優化了水射流切割工藝性能。
2)鋁合金零部件成形。
材料屬于超硬鋁合金,車體鋁合金防護件成形非常困難(抗拉強度為486 MPa,伸長率為3.5%左右),是鋁合金車體制造難點之一。經過大量技術攻關和驗證,首次提出和開展了鋁甲板材熱壓成型工藝技術研究,經過一系列系列研究實驗,達到了指標要求:a.產品成形后無裂紋現象;b.壁厚減薄量≤20%;c.回彈量滿足90°度要求。突破鋁合金成形技術瓶頸,填補了在鋁合金成形工藝方面的空白,在新型材料應用領域拓展新的空間,為新型號科研奠定了技術基礎。彎板成品如圖4所示。
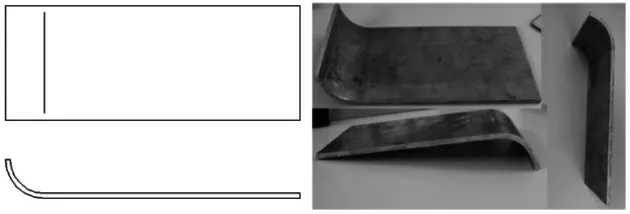
圖4 彎板成品
3.2 鋁合金焊接工藝與質量控制技術
1)鋁合金焊接工藝優化。
研究單、雙絲焊接工藝電弧特性、工藝參數、焊接順序、環境條件和焊縫變形的關系規律。通過焊接試驗初步確定焊接工藝規范,在部件焊接過程中,根據部件設計結構,優化焊接電流、焊接電壓、焊接速度、氣體流量等工藝參數。
通過鋁合金單、雙絲焊接工藝試驗,結合焊縫成形質量、內外部質量及接頭的力學性能等結果,得到的鋁合金單、雙絲焊接工藝參數。
2)鋁合金質量檢測及接頭性能試驗。
對焊接試板及5種典型焊接接頭進行X射線、宏觀金相、力學性能、外觀質量等檢測,評定焊縫質量,明確焊縫質量分布狀態,為優化焊接工藝和焊接缺陷控制提供數據支撐。
工藝優化前、后的X射線探傷結果如圖5所示。從中可以看出,焊接工藝優化前氣體保護不穩定,在收弧處容易出現氣孔(圖5(a)中左側邊緣有1處),經過焊接工藝優化并采取相應措施后未出現氣孔。
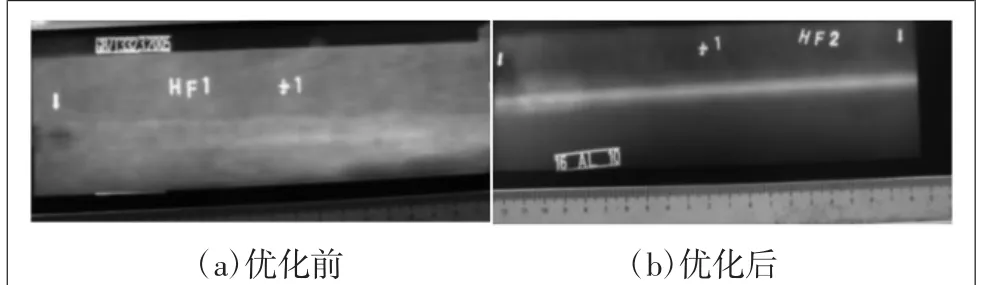
圖5 工藝優化前后X射線探傷結果
通過力學性能試驗檢測焊縫力學性能指標,通過端口檢查焊接缺陷,用以優化焊接工藝。對20 mm鋁板焊縫進行拉伸試驗,試件如圖6所示。
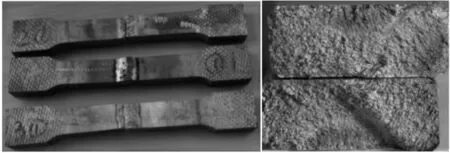
圖6 力學性能試驗試件及斷口
選取表面成形好,經無損檢測合格的試板制成拉伸試樣測試接頭的力學性能。按照GB/T 2651-2008標準,對所焊樣件進行力學性能檢測,檢測結果如圖7所示。
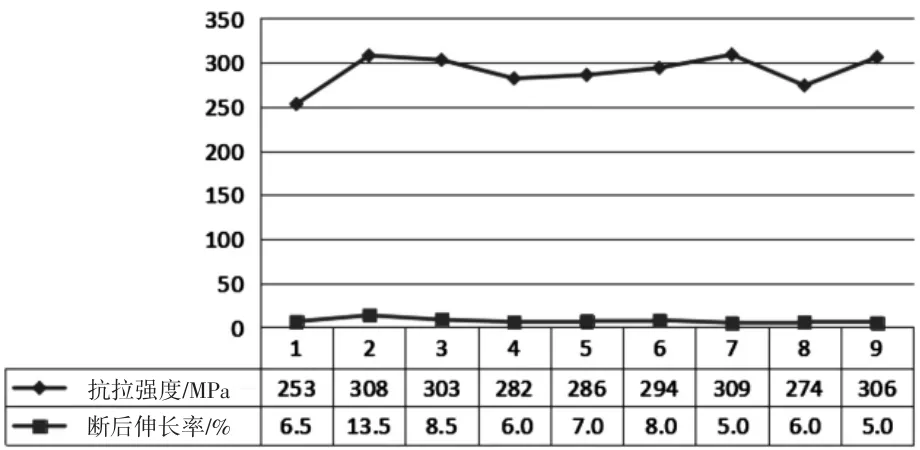
圖7 焊接接頭力學性能分布圖
試樣全部斷于焊縫,9塊樣件的平均抗拉強度為291 MPa,平均斷后伸長率為7.27%。
3)鋁合金焊接質量控制。
通過對氣孔、裂紋產生原因和機理的分析,制定鋁合金焊接過程中焊接質量控制措施。對研究過程中發現的缺陷進行分析,驗證焊接質量控制措施,并進行優化和補充完善。研究鋁合金車體焊縫焊前清理、手工焊焊接位置、焊接設備使用和維護、焊接工藝參數、焊接操作技巧、焊縫返修等對焊縫質量的影響。
通過研究發現,焊縫內部分散氣孔是發現最多的焊接缺陷,主要是因為操作者焊接操作不當,焊工經過培訓后,焊接時不夠熟練,焊槍傾角在焊接過程中發生變化,或焊接速度不均勻,造成熔池保護不穩定而產生。焊縫內部密集氣孔多發生在焊縫根部,也有的發生在整個焊縫內部。試板焊后經X射線檢測發現,整個焊縫內部產生氣孔,主要是與鋁合金表面清理效果和清理后被焊件表面微觀狀態有關;在用工具打磨鋁合金表面前,表面除油污等未處理干凈,在鋁合金表面存在其它雜質;焊接過程中對焊縫熔池保護不好,如焊接操作手法、焊槍姿態、焊接速度不正確等造成。焊縫根部密集氣孔主要是因為焊縫根部清理不干凈造成的。
結構拘束度是焊接裂紋產生的力學條件。結構拘束度過大,焊接性能良好的原材料也可能產生焊接裂紋。優化焊接順序和裝夾位置可減小拘束度。
在焊接過程中,由于焊件受到了不均勻的局部加熱和冷卻,使焊件產生了不均勻的體積膨脹和收縮,導致焊件內部產生了焊接殘余應力,而焊接殘余應力又是產生裂紋和變形的主要因素。
根據試驗結果、裂紋產生原因及機理分析,主要從選用合適材料、選用小拘束度結構、選用適當焊絲、采用對接雙面焊、采用合理補焊工藝、選用自動焊、控制環境溫度等幾個方面制定了裂紋具體控制措施。
3.3 鋁合金車體制造工藝
1)鋁合金車體焊接工藝評定。
針對車體典型焊接接頭設計了幾十種焊接結構形式,對其中的5種車體典型焊接接頭進行了焊接工藝優化試驗。結合焊縫成形、焊接變形、斷面宏觀金相的試驗結果,優化了焊接工藝參數。工藝優化后根據Q/LJJ 04127-2015標準要求進行檢測,5種車體典型焊接接頭樣件均符合標準要求,達到I級焊縫水平。
2)焊接工裝設計。
設計了一套模塊化車體組合工裝,該工裝由組合平臺、定位裝置和卡緊裝置組成,具有車體組合焊的快速制造能力,通過對車體結構的相似性及變化規律的研究分析,定位卡緊裝置設計為柔性可調整結構,利用導軌和T形槽在一定范圍內調整位置,當車體尺寸變化時,通過絲桿副等機構調整相應部件的位置,更換定位板等以適應不同車型的需要,節省了工裝制造時間等,保證了不同車型在同一裝置上的裝配精度。該工裝調整方便快捷,在多品種、小批量、多種車型頻繁交叉生產的情況下,滿足了車體組合焊快速響應制造的生產需求。研發了車體自動焊接全域空間柔性變位工裝裝備及雙絲焊系統。利用升降式頭尾架復合變位工裝實現了車體裝卡,通過縱軸旋轉加斜軸翻轉(即翻轉架底部露空)實現了車體底部焊縫船型位置調節,實現了鋁車體底甲板全位置焊接。
3)車體焊接工藝。
針對大型復雜薄殼車體的焊接質量要求和工藝結構特點,總體設計原則是盡量采用機器人自動焊接、平焊位置、船型位置、減少停弧次數。具體焊接結構設計要求為:a.對薄殼車體焊接結構特征整體分析,利用成組技術原理,將車體劃分為多個部件,利用工裝保證車體尺寸;b.盡量采用自動焊接、平焊位置、船型位置焊接部件,并研究部件裝配、點固、焊接工裝和工藝,控制焊接變形,保障焊接質量;c.車體裝配焊接工裝可實現外部焊道平焊位置和船型位置,全部可實現機器人自動焊接。
基于以上焊接結構設計原則,設計車體外焊縫實現平焊船型位置機器人自動焊接。通過車體組合設計解決了前橋零件裝配精度控制問題。
3.4 鋁合金車體焊接質量評估
1)車體焊縫外觀質量。車體焊縫外觀質量采用目視檢驗,檢驗內容包括外觀清理質量、幾何形狀、焊接缺陷、傷痕補焊等。經檢測,車體焊縫清理質量、幾何形狀、焊接缺陷、傷痕補焊符合要求,車體甲板焊接變形從15 mm/m降到3~4 mm/m,水平甲板長直焊縫變形從11 mm/m降到2~3 mm/m,達到設計要求。
2)車體焊縫內部質量。
根據鋁合金車體設計要求,需要檢測的關鍵焊縫有4種,其結構形式如圖9所示,主要檢測焊縫中是否存在氣孔、夾渣、未熔、未焊透和裂紋等缺陷。
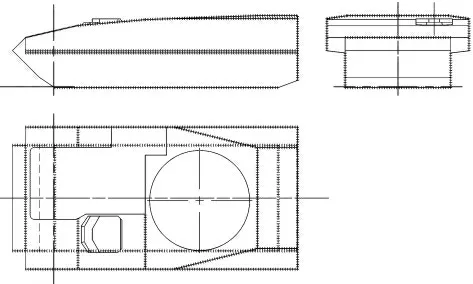
圖8 車體外部機器人焊接焊縫示意圖
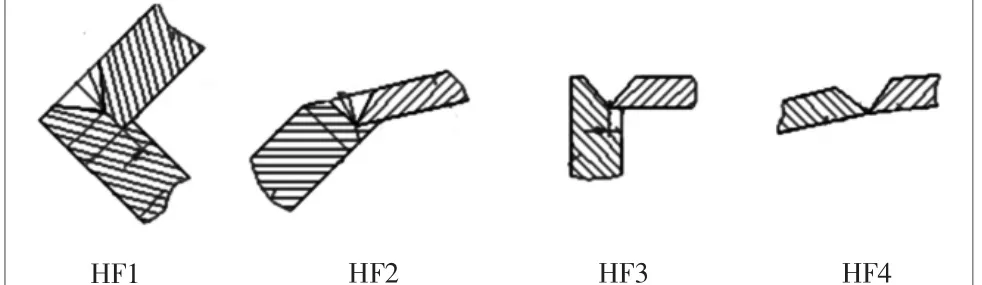
圖9 焊縫結構形式
鋁合金車體按GJB 1486標準規定的X射線照相的方法檢驗焊接接頭的內部焊縫質量,抽檢制造的鋁合金車體上述4種類型焊縫質量達到Ⅱ級以上。
3.5 鋁合金車體焊接殘余應力消除技術
1)振動時效處理工藝。利用時效專用橡膠墊將車體平穩地支撐起來,與地面隔離,減少振動能量向地面散失;將激振器通過弓形夾剛性地裝夾到車體剛度較強處。利用頻譜諧波時效設備對車體進行頻譜分析,找出車體的幾十種諧波頻率,并從中優選出7種諧波頻率備用;選擇5種諧波頻率進行時效處理,處理的5種頻率需符合WJ 2696-2008《中華人民共和國兵器行業標準》要求,頻率選擇完成后進行時效處理。
2)焊接殘余應力消除效果評估。檢驗振動時效的效果實際上就是檢測工件中殘余應力是否得以消除和均化,采用盲孔法殘余應力檢測儀對工件在時效前后分別做一次殘余應力檢測,通過對比兩次檢測數據,判斷時效效果。
對車體頻譜諧波時效前后的應力值進行檢測,時效后的殘余應力得到下降和均化,并且滿足WJ 2696-2008標準中6.2.2.4節的要求,即:用振前和振后的最大與最小應力平均值計算應力降低率。車體時效后,應力下降,檢測結果為58.9%。
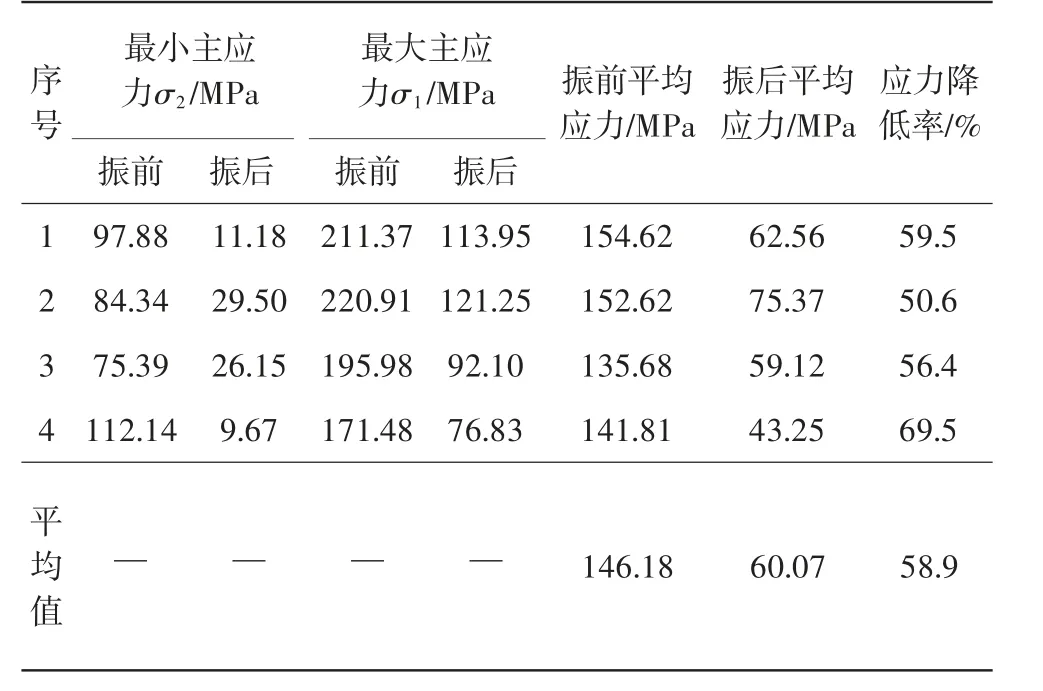
表2 車體典型位置應力檢測表
4 結語
為了實現救援機器人平臺的總體輕量化設計研制目標,研究了救援車體結構工藝一體化的輕量化設計技術,首先提出了鋁合金車體輕量化的總體技術方案。在此基礎上,對車體結構優化設計、材料的機械加工與成形工藝、焊接工藝與焊接質量控制、車體加工制造工藝、車體焊接質量評估、車體焊接殘余應力清除等開展研究。從結構和工藝設計、加工制造等多維度共同實現了車體輕量化的設計目標。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
