冷擠壓軸類件桿部彎曲原因分析及改進(jìn)
2023-02-28 04:36:58余意姚燕陜西法士特齒輪有限責(zé)任公司
鍛造與沖壓 2023年3期
關(guān)鍵詞:變形
文/余意,姚燕·陜西法士特齒輪有限責(zé)任公司
我公發(fā)司現(xiàn)總某一長度軸短鍛,件毛,坯其圖鍛要件求圖為見圖32 11,.1-+1粗m3車m時,實測僅318mm甚至更短,銑雙端面時帶黑皮。

圖1 某一軸鍛件毛坯圖
設(shè)計本批鍛件返修工藝,可選用以下方案:
⑴自由鍛拔長φ56mm 對應(yīng)的桿部。但由于自由鍛拔長尺寸精度難以控制,此類鍛件自由鍛拔長時桿部單邊加工余量需達(dá)5mm,而此鍛件桿部加工余量僅2.665mm,無法再次自由鍛拔長;
⑵熱擠壓φ56mm 對應(yīng)的桿部。熱擠壓方案雖然可行,但熱擠壓完成后需要增加一次正火工序;
⑶冷擠壓φ56mm 對應(yīng)的桿部。
綜上所述,最終選用冷擠壓φ56mm 對應(yīng)的桿部的方案來返修本批鍛件。
返修工藝、模具設(shè)計及應(yīng)用
針對上述冷擠壓φ56mm 對應(yīng)的桿部的返修方案,設(shè)計冷擠壓件圖(圖2),將原φ56mm 桿靠近軸端約60mm 部分冷擠壓至φ54mm,此時,桿部伸長量約為4.5mm,可滿足返修需求。此時,斷面縮減率Z=[(d0-d1)/d0]×100%≈7%。用簡易計算法計算冷擠壓力F=Aproj×k(其中,Aproj在正擠壓時等于積壓件的大端直徑和末端直徑之間的環(huán)形面積,k 為材料因子,在此取2400N/mm2),計算得F ≈414.7kN,可選用公司現(xiàn)有的400t 油壓機(公稱壓力4000kN)返修本批鍛件。返修工序為:箱式爐整體加熱(100℃)→蘸高分子冷擠壓潤滑劑(30s)→冷卻→冷擠壓。
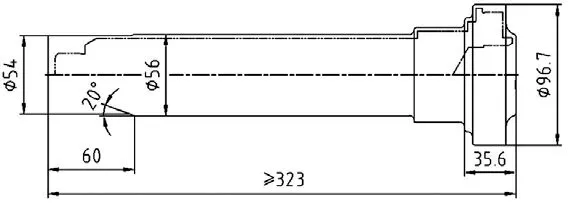
圖2 冷擠壓件圖
由于僅用于返修本批鍛件,故設(shè)計了簡易冷擠壓模具(圖3),其中,上模板、下模座、頂桿均為現(xiàn)有模具,僅冷擠壓模和頂桿定位塊需投制。冷擠壓模靠壓板固定在下模座上。為方便后續(xù)分析,定義冷擠壓凹模(圖4)φ57mm 處為入口導(dǎo)向段,20°處為入口角,φ54mm×5mm 為工作帶,φ55mm 處為出口導(dǎo)向段。
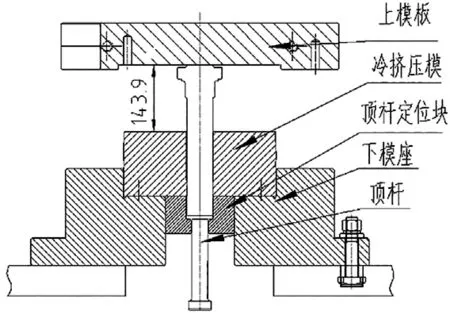
圖3 簡易冷擠壓模安裝示意圖
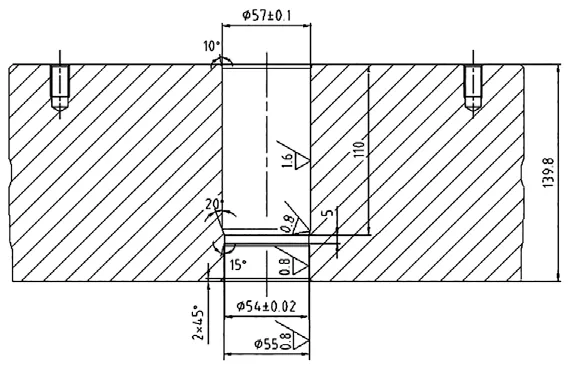
圖4 冷擠壓凹模圖
模具投制安裝完成后,經(jīng)現(xiàn)場試制,發(fā)現(xiàn)φ56mm 對應(yīng)的桿部可以被冷擠壓到φ54mm,長度也可滿足不小于323mm 的要求。但冷擠壓出來的毛坯(圖5)仍存在以下問題:

圖5 冷擠壓件
⑴φ56mm 的桿部明顯彎曲,實測直線度達(dá)2mm,φ54mm 對應(yīng)的軸端面也明顯傾斜;
⑵20°入口角處有明顯金屬堆積。
問題分析及改進(jìn)
問題分析
⑴冷擠壓后桿部彎曲及軸端面傾斜的問題,其主要原因有以下三個方面。
①坯料由入口導(dǎo)向段放入時,間隙偏大,不能保證坯料在擠壓過程中保持在垂直狀態(tài),從而冷擠壓力容易發(fā)生偏斜,極易導(dǎo)致擠壓件彎曲。
②冷擠壓時要求坯料能夠均勻的擠出擠壓凹模工作帶,若工作帶部分模具加工精度難以保證,工作帶高度不均勻(圖6),就會引起摩擦阻力分布不均勻,從而使金屬流動速度不同,也容易導(dǎo)致擠壓件彎曲。并且工作帶部分不宜過長,否則會增加工作帶對擠壓件的摩擦力,且容易發(fā)生材料粘模。
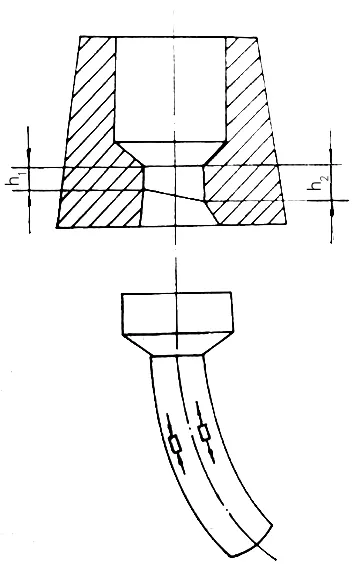
圖6 擠壓凹模工作帶高度不均勻引起彎曲
③出口導(dǎo)向段直徑也不能太大,不能完全放開,起不到導(dǎo)向作用,因為擠壓過程中,各種因素的影響,難免導(dǎo)致擠壓件彎曲,此時,就需要出口導(dǎo)向段起到導(dǎo)向且糾正的作用。出口導(dǎo)向段也不宜過短,否則在頂出過程中,也可能會導(dǎo)致擠壓件彎曲。
⑵對于入口角處有金屬堆積的問題,其主要與擠壓凹模入口角大小有關(guān)。當(dāng)金屬進(jìn)入凹模入口附件的變形區(qū)時,沿著模具表面造成流線彎曲,而一旦擠出凹模出口就不再變形。變形區(qū)的大小和形狀,在穩(wěn)定變形時基本上是不變的,金屬相繼沿著同樣的流線流動。假如入口形狀和潤滑狀態(tài)是完全理想的,則擠出金屬的變形情況是均勻的[圖7(b)],且不會產(chǎn)生剪切變形,這就是擠壓時的理想變形。但實際上凹模表面與金屬毛坯之間總是有摩擦的,而且由于凹模入口形狀的影響,擠壓件中間部分的金屬流動比外表面要快,結(jié)果造成網(wǎng)格橫線彎曲。其彎曲程度和凹模表面的摩擦及入口角的大小有關(guān)。當(dāng)凹模入口角大時,很有可能出現(xiàn)“死區(qū)”[圖7(e)]。該區(qū)金屬因受到約束而不易變形,從而在凹模入口角處出現(xiàn)金屬堆積現(xiàn)象。
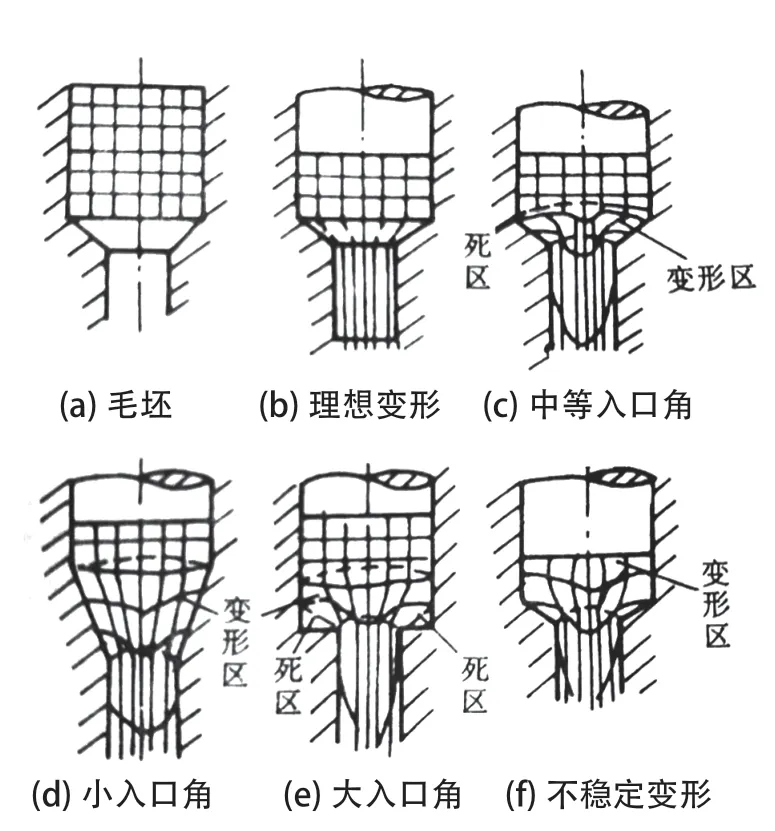
圖7 正擠壓過程中的變形
擠壓凹模改進(jìn)
針對上述分析,重新設(shè)計冷擠壓凹模(圖8),測量坯料φ56mm 處的實際尺寸,將入口導(dǎo)向段設(shè)計為φ56.6mm,入口角改為10°,工作帶長度由5mm 改為3mm,出口導(dǎo)向段改為φ54.1mm,與工作帶間隙僅為0.05mm,并加長出口導(dǎo)向段長度。在其他條件均不變的情況下,將重新設(shè)計冷擠壓模安裝后試制,獲得了合格的冷擠壓件(圖9),桿部同軸度可控制在0.5mm 左右,且未見端面傾斜和入口角堆料情況。
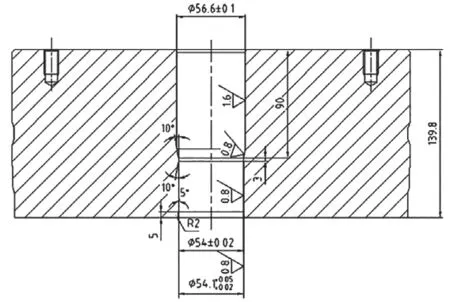
圖8 改進(jìn)后冷擠凹模

圖9 改后冷擠壓件
結(jié)論
本文通過分析某軸冷擠壓返修方案及模具設(shè)計和生產(chǎn)中存在的問題及改進(jìn),得出如下結(jié)論:
⑴冷擠壓作為軸類鍛件長度短的返修方案是可行的;
⑵在冷擠壓模具設(shè)計時,工作帶不宜過長,對于擠壓件材料為鋼鐵材料時,工作帶長度一般取2 ~3mm;
⑶在冷擠壓模具設(shè)計時,出口導(dǎo)向段直徑不宜過大,一般取出口導(dǎo)向段直徑D1比工作帶直徑D 大0.1 ~0.4mm。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
