基于電子齒輪箱非圓齒輪齒距誤差補償研究
2023-03-08 02:12:10郭振,夏鏈,韓江
合肥工業大學學報(自然科學版) 2023年2期
關鍵詞:模型
郭 振, 夏 鏈, 韓 江
(1.合肥工業大學 機械工程學院,安徽 合肥 230009; 2.安徽省智能數控技術及裝備工程實驗室,安徽 合肥 230009)
非圓齒輪結合了一般齒輪和凸輪的優點,能夠實現非勻速比傳動,廣泛應用于輕工業及儀器儀表行業[1]。齒輪在產生過程中,對多軸之間的聯動有嚴格的要求[2]。傳統齒輪加工依靠機械式的齒輪箱來保持各軸之間的傳動比關系,因此齒輪的加工精度受到傳動齒輪加工精度和安裝精度的影響。
文獻[3]根據滾齒機滾齒加工過程的理論模型,提出一種新的軟件定義的滾齒機電子齒輪箱代替機械式齒輪箱;文獻[4]以滾刀節線和非圓齒輪節曲線保持純滾動為依據,推導出非圓齒輪滾齒加工聯動數學模型,并通過仿真進行了驗證;文獻[5]根據非圓齒輪滾齒加工模型,推導了工件轉角誤差和滾刀轉角誤差對非圓齒輪齒距影響的誤差公式,但其計算過程過于復雜。因為齒輪加工涉及到多軸聯動,所以存在多軸同步控制的問題[6]。文獻[7]提出了一種簡單的圓柱斜齒輪節距誤差和螺旋線輪廓誤差的估計方法,并結合這種估計方法提出一種電子齒輪箱交叉耦合控制器體系結構。
本文根據非圓齒輪滾齒加工數學模型,構建非圓齒輪滾齒加工電子齒輪箱運動控制模型,并從幾何角度分析推導電子齒輪箱展成控制誤差所引起的非圓齒輪齒距誤差;建立電子齒輪箱非圓齒輪齒距誤差補償控制器,并把齒距誤差補償控制器添加到電子齒輪箱運動控制模型中,通過仿真實驗分析對比補償前、后的控制效果。
1 非圓齒輪運動控制模型
1.1 非圓齒輪滾齒加工數學模型
沿滾刀軸線做剖切面,滾刀加工非圓齒輪可以看作齒條刀具加工非圓齒輪,如圖1所示。
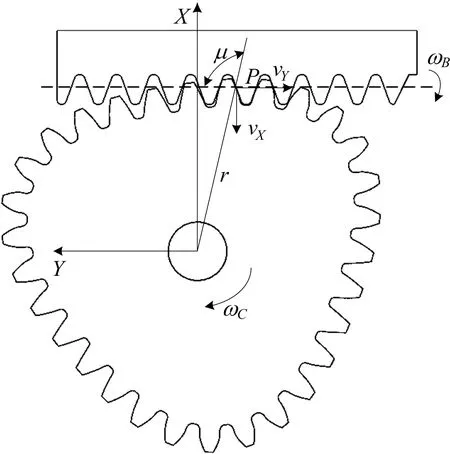
圖1 非圓齒輪滾齒加工端面圖
圖1中:點P為齒條中線與非圓齒輪節曲線相切點;r為對應極徑;μ為極切角;ωB為滾刀轉速;ωC為齒坯轉速。
由幾何關系可知,非圓齒輪節曲線與刀具齒條切點處的速度在X方向和Y方向的分量為:
vX=rωBcosμ
(1)
vY=rωCsinμ
(2)
滾刀的回轉除形成切削速度外,還可形成投影工具齒條在法面內的移動速度,此速度由滾刀回轉實現,即
(3)
其中:k為滾刀頭數;m為非圓齒輪端面模數;β為非圓齒坯螺旋角。
由(2)式和(3)式得非圓齒坯展成速度為:
(4)
為了形成工具斜齒條,刀具齒條和工件在法平面內要有相對速度Δvn。當滾刀以速度vZ沿齒坯軸向運動時,由嚙合點處滾刀與齒坯的法向速度相等可得:
Δvn=vZsinβ
(5)
為補償Δvn,令工件的附加轉速為ΔωC,有:
Δvn=rΔωCsinμcosβ
(6)
由(5)式和(6)式得到工件的附加轉速為:
(7)
由(4)式和(7)式得到的工件最終轉速為:
(8)
由(1)式和(4)式可得滾刀與齒坯之間的徑向進給速度為:
(9)
綜上所述,非圓齒輪滾齒加工運動模型為:
vZ=kZ
(10)
其中:kZ為常數;當β=0時,表示加工非圓直齒輪;滾刀螺旋升角與工件齒輪螺旋角的旋向相同時取“+”,旋向相反時取“-”。
1.2 非圓齒輪電子齒輪箱運動控制模型
電子齒輪箱按結構可以分為主從式結構和平行式結構。主從式電子齒輪箱是從動軸對主動軸的跟隨控制,主動軸轉速經編碼器檢測后傳遞到電子齒輪箱模塊,作為從動軸的控制信號。平行式電子齒輪箱是對每個運動軸進行獨立控制,但如果其中一個軸受到干擾,就不能很好地與其他軸保持同步運動。而主從式結構在主動軸受到干擾的情況下,從動軸能夠跟蹤主動軸的變化[8],因此本文采用主從式的電子齒輪箱結構。
對于非圓齒輪滾齒加工,在加工過程中參與運動的軸有4個,分別為滾刀軸B軸、齒坯旋轉軸C軸、相對齒坯徑向往復運動的徑向進給軸X軸和為滾切出全齒寬的軸向運動軸Z軸。在切削加工時,一般滾刀軸B軸給予恒定轉速,當伺服電機編碼器采集到B軸轉速后作為基準信號傳遞給處理器,經過電子齒輪箱模塊轉換為從動軸X軸的控制信號,從動軸C軸的控制信號由B軸和Z軸的控制信號共同經過電子齒輪箱模塊轉化得到。
建立主從式非圓齒輪滾齒加工電子齒輪箱結構,如圖2所示。

圖2 非圓齒輪滾齒加工電子齒輪箱結構圖
2 非圓齒輪齒距誤差數學模型
非圓齒輪誤差是類比圓柱齒輪的誤差項來定義[9]的,分為齒距誤差、齒廓誤差、齒向誤差等。本文主要研究在非圓齒輪加工中,電子齒輪箱展成控制誤差導致的非圓齒輪齒距誤差。齒距誤差為在非圓齒輪節曲線上實際齒距與理論齒距之差,其反映的是一齒內的轉角誤差,主要對齒輪工作時的準確性產生影響。
對于非圓齒輪滾齒加工,首先考慮從動軸徑向進給軸X軸運動誤差對齒距的影響,具體如圖3所示。
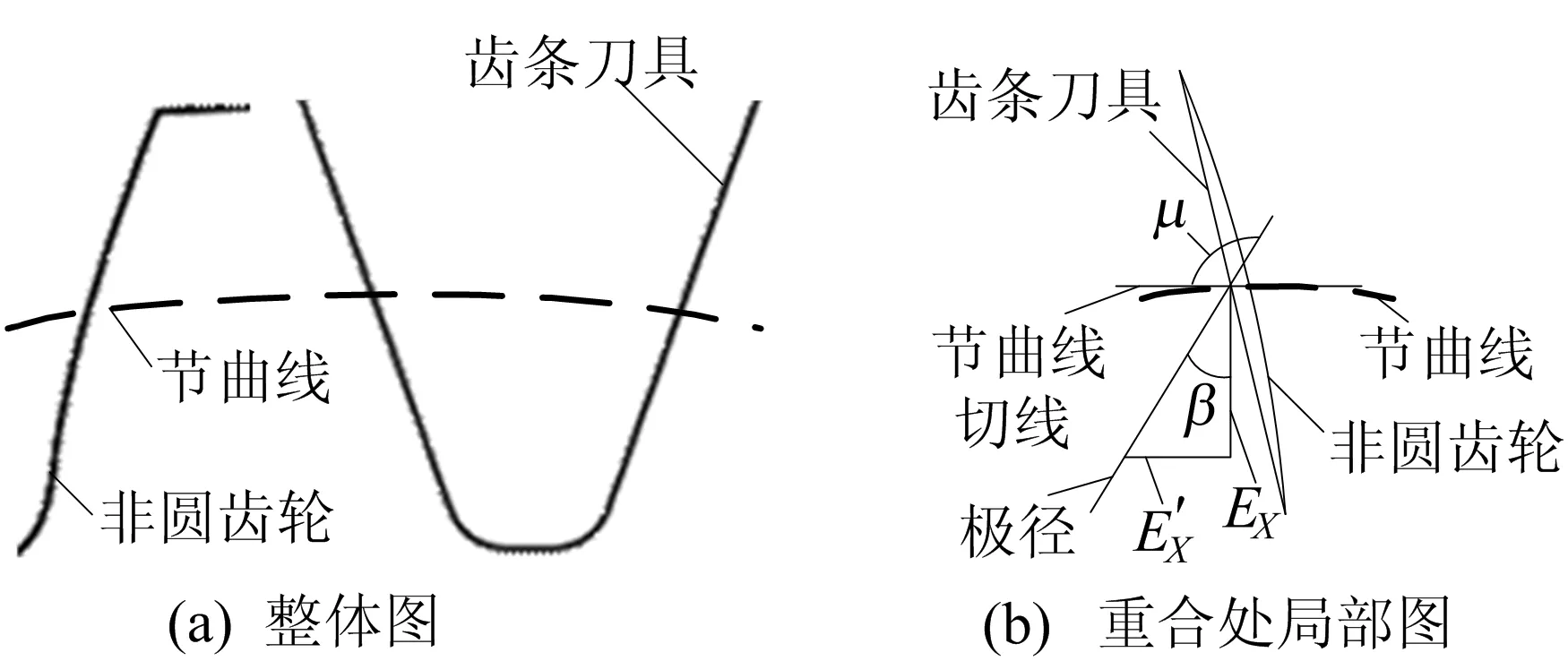
圖3 X軸運動誤差對齒距的影響
圖3b中,EX為徑向進給軸X軸的位置跟蹤誤差,其對非圓齒輪齒距的影響為在節曲線切線上的分量EX′。由幾何關系可得:
EX′=EXtanβ
(11)
其中,β=μ-90°,μ為極切角。
其次考慮齒坯軸C軸轉角誤差對最終加工的非圓齒輪齒距的影響,如圖4所示。
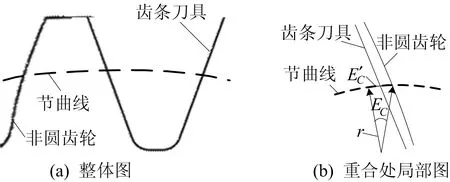
圖4 C軸的跟蹤誤差對非圓齒輪齒距的影響
圖4b中,EC為非圓齒坯軸C軸的位置跟蹤誤差,其對非圓齒輪齒距的影響為在節曲線上的弧長EC′。由幾何關系可得:
EC′=rEC
(12)
其中,r為非圓齒輪嚙合點處的極徑。
根據(11)式和(12)式可得滾刀徑向進給軸X軸的跟蹤誤差和齒坯軸C軸跟蹤誤差對非圓齒輪齒距的影響Fp,即
Fp=EX′+EC′=EXtanβ+rEC
(13)
3 非圓齒輪齒距誤差補償仿真模型
3.1 非圓齒輪齒距誤差補償控制數學模型
根據推導的非圓齒輪加工中齒距誤差公式,構建非圓齒輪齒距誤差補償控制數學模型。
將齒距誤差數學模型重寫如下:
Fp=EX′+EC′=EXtanβ+rEC
(14)
其中:EX為X軸位置跟蹤誤差;EC為C軸位置跟蹤誤差;r為非圓齒坯節曲線極徑。
為了減小或者消除X軸和C軸運動誤差導致的齒距誤差,一種方法是對齒坯軸C軸補償相應的量ΔEC,即令:
Fp=EXtanβ+r(EC+ΔEC)=0
(15)
有
(16)
簡化為:
ΔEC=kXEX+kCEC
(17)
另一種方法是對X軸引入補償量ΔEX,使齒距誤差為0,即
Fp=(EX+ΔEX)tanβ+rEC=0
(18)
同理可得:
ΔEX=kCEC+kXEX
(19)
由(19)式可知,因為正切函數位于分母位置,導致補償量ΔEX變動特別大,會引起X軸的位置波動較大,所以本文只針對C軸進行補償控制。
3.2 電子齒輪箱控制誤差補償仿真模型
根據文獻[10]建立伺服控制系統模型,如圖5所示。

圖5 伺服控制系統模型
圖5中:Ka為電流環增益;Kt為電機轉矩系數;J、B分別為電機軸等效轉動慣量和等效摩擦黏性系數;u為輸入電壓信號;Tm為驅動轉矩;Tf為干擾轉矩;ω為電機轉速。
以非圓直齒輪滾齒加工電子齒輪箱仿真為例,建立滾刀軸B軸、齒坯軸C軸和徑向進給軸X軸三軸聯動模型,以B軸為主動軸,C軸和X軸為從動軸。根據構建的非圓齒輪滾齒加工電子齒輪箱結構圖以及非圓齒輪齒距誤差補償控制數學模型,在MATLAB/Simulink環境中建立非圓齒輪滾齒加工電子齒輪箱齒距誤差補償控制仿真模型,如圖6所示。
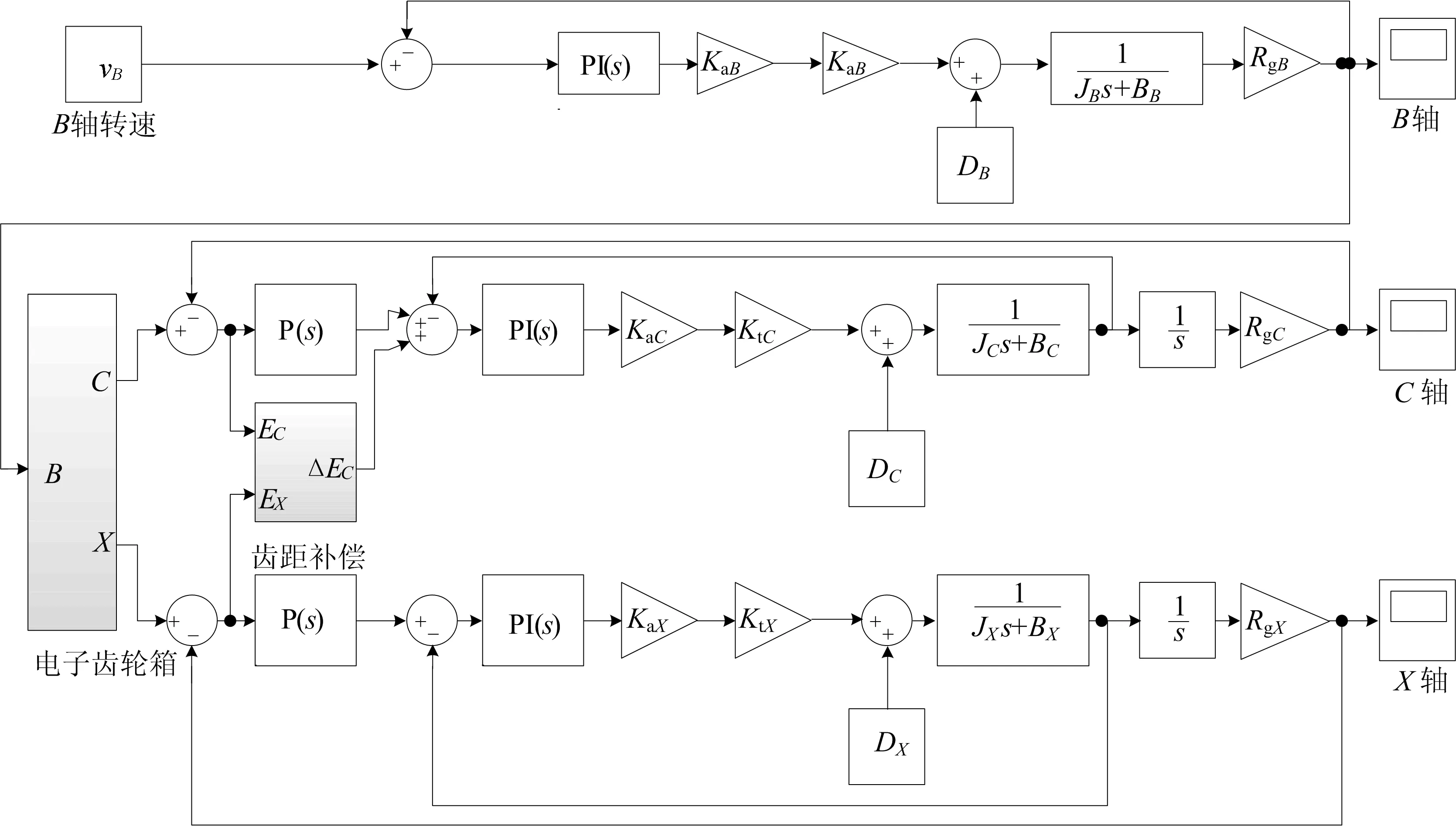
圖6 非圓齒輪滾齒加工電子齒輪箱齒距誤差補償控制仿真模型
圖6中:KaB、KaC、KaX為各軸電流環增益;KtB、KtC、KtX為各軸電機轉矩常數;JB、JC、JX為各軸等效慣量;BB、BC、BX為各軸等效黏性阻尼系數;DB、DC、DX為各軸干擾信號;RgB、RgC、RgX為各軸速度或位移轉換系數。
本文中,B軸采用速度控制方式,C軸和X軸分別采用位置環和速度環雙環控制方式,速度環采用比例積分PI控制器,位置環采用比例P控制器。
以滾切二階橢圓齒輪為例,其節曲線方程可為:
(20)
其中:a為長半軸,取26.48 mm;e為偏心率,取0.2;n為階數,取2。
選取各軸相關電機參數[11],見表1所列。
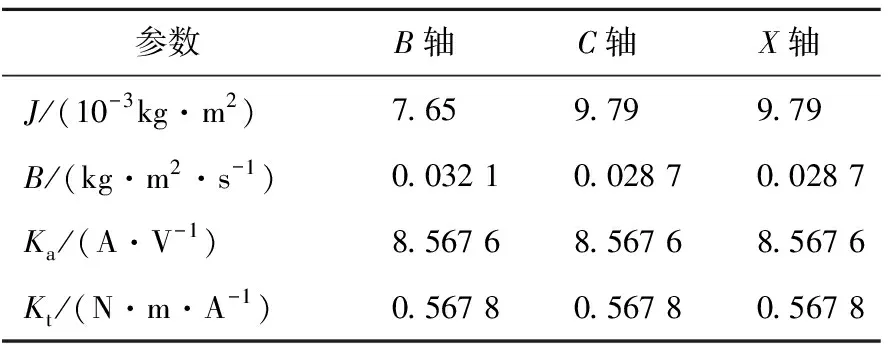
表1 電子齒輪箱運動軸仿真參數
根據圖6建立的仿真模型及表1設定好的相應參數,考慮到實際加工非圓齒輪滾刀轉速較低,令主軸B轉速為100 r/min,在Simulink環境下進行仿真實驗,并設定運行采樣周期為1 ms,分別得到補償前、后位置跟蹤誤差和齒距誤差,如圖7、圖8所示。
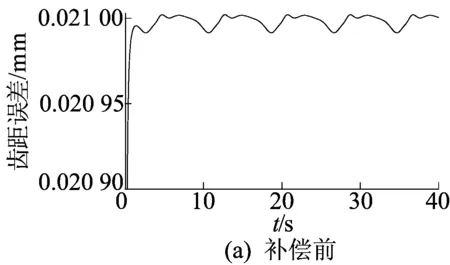
圖8 補償前、后齒距誤差的對比
補償前、后電子齒輪箱控制性能對比見表2所列。
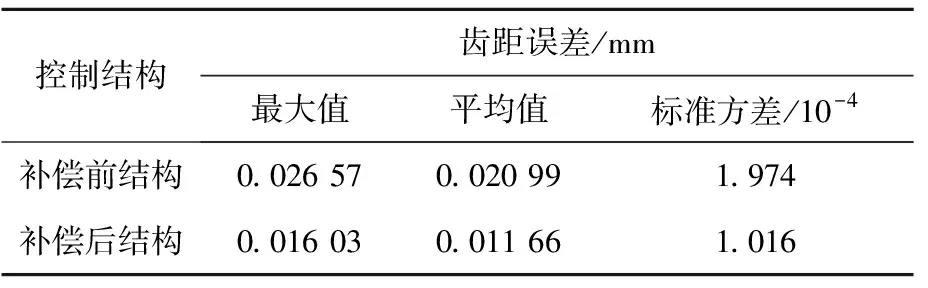
表2 補償前、后電子齒輪箱控制性能對比
從圖7可以看出,補償后的C軸跟蹤誤差明顯減小,而補償后的X軸位置跟蹤誤差沒有變化。這是因為仿真實驗只是對C軸進行補償來降低齒距誤差,所以對X軸的控制性能沒有造成影響。

圖7 補償前、后C軸和X軸位置跟蹤誤差的對比
從表2可以看出,補償后齒距誤差的最大值由0.026 57 mm降到0.016 03 mm,平均值由0.020 99 mm降到0.011 66 mm。
4 結 論
(1)本文根據非圓齒輪滾齒加工數學模型,構建了非圓齒輪滾齒加工電子齒輪箱運動控制模型,并從幾何角度分析推導了電子齒輪箱展成控制誤差所引起的非圓齒輪齒距誤差。
(2)根據構建的非圓齒輪齒距誤差關系式,建立電子齒輪箱非圓齒輪齒距誤差補償控制器,并將其添加到電子齒輪箱運動控制模型中,構建出非圓齒輪滾齒加工電子齒輪箱齒距誤差補償控制仿真模型。
(3)研究結果表明,補償后的非圓齒輪的齒距誤差降為補償前的60.33%,補償后的非圓齒輪的齒距誤差平均值降為補償前的55.56%。同時也提升了從動軸C軸的跟蹤精度,由于只對C軸進行補償來降低齒距誤差,對X軸的控制性能沒有造成影響。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
