熱沖壓模冷卻水路設計及仿真研究
2023-03-10 03:48:30裴孜藝王冰濱王子健
模具工業 2023年2期
關鍵詞:有限元
裴孜藝, 王冰濱, 王子健
(蘇州大學 沙鋼鋼鐵學院, 江蘇 蘇州 215131)
0 引 言
近年來為實現汽車輕量化,提升汽車碰撞安全性,發展超高強度鋼熱沖壓技術已成為主流趨勢。超高強度鋼熱沖壓成形技術憑借其成形載荷小、回彈量小、成形精度高等優勢廣泛應用于汽車車身關鍵結構件和安全零部件制造中,如汽車A柱、B柱、防撞梁等。隨著市場競爭日益激烈,縮短生產周期已成為當今汽車行業發展的主要方向,因此模具冷卻系統的重要性也日益突出。熱沖壓模主要通過模具零件工作表面與板料的接觸帶走板料的熱量,實現板料在模具內淬火,因此模具零件材料的熱導率對冷卻速率起著關鍵作用[1]。
通過整體均勻加熱獲得完全馬氏體狀態下的結構件具有較高的拉伸強度和硬度,但其在失效前的延展性卻較低,這在一定程度上限制了其應用。因此研究人員希望獲得具有定制性能的制件,如B柱和其它可能承受沖擊載荷的部件,需要使其具有較高的延展性,起到緩沖吸能的作用,使駕駛者和乘客的安全得到保護[2],高強度鋼熱成形制件變強度工藝也就應運而生。在該背景下從冷卻水路的設計與加工、模具零件材料對溫度場的影響、模具零件溫度場對成形制件性能和尺寸的影響等方面進行了描述。
1 冷卻水路設計與加工
熱沖壓模應具有良好的成形和冷卻能力,能使高溫板料產生均勻塑性變形的同時,還要保證成形制件淬火時快速、同步地降溫。通過軟件分析發現由于冷卻水路設計的不合理,圖1所示水路上、下兩端的流速大于其它地方的流速,為得到外形尺寸精確、組織為全馬氏體的合格熱沖壓制件,需要對熱沖壓模進行合理的冷卻水路設計與加工。
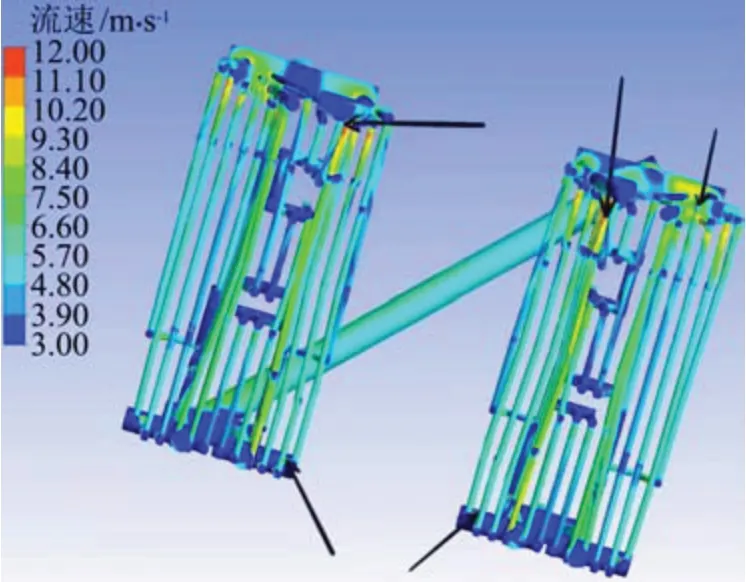
圖1 熱沖壓模冷卻水路流速分析
熱沖壓模設計的關鍵在于冷卻水路的設計[3],如圖2所示,冷卻水路設計主要考慮管道和模具零件表面距離(x和a)、管道間距(s)、管道直徑等參數。HUNG T H等通過有限元分析和分數因子法建立經驗方程,研究冷卻水路參數對板料冷卻速度和冷卻均勻性的影響,發現模具零件表面到冷卻管道邊緣的距離以及冷卻管道邊緣之間的距離對板料冷卻速率有影響,冷卻管道邊緣之間的距離是影響冷卻均勻性的主要參數[4]。設計水路時應盡可能減小管道與模具零件表面距離以及冷卻管道的間距,以便將熱量快速地從板料傳遞給冷卻介質。由于模具中凸模比凹模冷卻慢,在熱沖壓模中凸模設計應引起重視[5],可以通過設計小直徑的冷卻管道,布置在靠近模具零件表面的凸起區域,并且增加管道的數量,使模具對板料進行均勻冷卻[3]。減小管道半徑的同時應滿足強度要求,以獲得更好的淬火效果,并減少模具制造成本以及加工難度。袁俞哲等以模具零件型面溫度均勻度、最高溫度、平均溫度為優化目標,通過響應面法(RSM)建立預測模型,并運用NSGA-II遺傳算法獲得了最優水路結構設計參數組合[6]。

圖2 冷卻水路設計參數
熱沖壓模制造的關鍵在于如何將設計的冷卻管道加工,開設冷卻管道的方式有多種,在目前生產中,主要采用鉆孔、鑄造和鑲拼3種加工方式。其中鉆孔的方式應用最為廣泛,它是通過在模具零件內部加工一系列空腔結構作為冷卻管道。鑄造方式則是采用與模具零件型面相對應的隨形布置冷卻管道,然后通過向已預埋一系列優質鋼管的砂型內澆注熔融態材料,并待其在鋼管周圍完全凝固后形成冷卻管道。鑲拼方式是通過銑刀在凸凹模非工作表面內開設一系列溝槽,槽深及形狀由模具零件表面形狀決定,并將模塊上的溝槽部分拼合組成冷卻管道。表1所示為3種冷卻管道加工方式的優缺點對比,在模具制造時可根據不同的工況進行選擇[1,7]。

表1 3種冷卻管道加工的優缺點對比
熱沖壓模冷卻管道應具有較好的定位靈活性,而熱沖壓模的設計一般采用直型水道設計方案,該方案由于加工方面的限制,無法均勻冷卻形狀復雜的制件。隨形冷卻水路設計可以提高熱沖壓模冷卻均勻性[8,9]。M E PALMIERI等提出了一種熱沖壓模內隨形冷卻水路的設計方法,并以22MnB5汽車B柱為例進行了研究,發現管道之間距離為9 mm、模具零件表面與管道中心之間距離為12 mm時的水路結構最佳,能夠有效減少淬火時間[10]。YUN S等提出一種組合直冷卻水路(SCC)和隨形冷卻水路(CCC)的混合冷卻水路設計方法(MCC),以改善拼接毛坯熱沖壓模的冷卻性能,圖3所示為SCC、CCC和MCC的結構[11]。劉雪飛等設計了縮小B柱加強件的3種熱沖壓冷卻系統,如圖4所示,并通過數值模擬對比分析發現鉆孔式隨形冷卻為最優方案,冷卻效果最好[12]。HU P等研究發現在低雷諾系數下,蛇形隨形冷卻水路的設計效果優于其它設計,而在高雷諾系數下,縱向隨形冷卻水路的設計效果最好[13]。
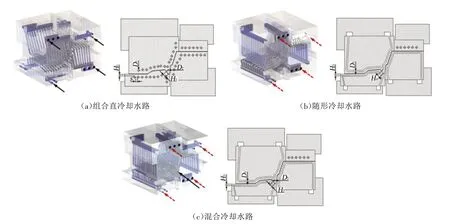
圖3 3種冷卻水路結構

圖4 縮小B柱加強件的3種冷卻水路布置
通過直接能量沉積工藝,可以對冷卻水路通道進行更加靈活的設計。A KOMODROMOS等研究了熱沖壓模近表面冷卻水路的制造工藝,發現熱沖壓模的冷卻能力不僅與冷卻水路的位置和尺寸有關,而且與管道的幾何形狀有關,如圖5所示[14]。D CHANTZIS等提出了一種點陣結構熱沖壓模增材制造方法,可以在模具零件工作表面與冷卻水路之間的傳熱不受影響的情況下,減少從冷卻管道到模具本體的傳熱,提高生產效率和冷卻效率[15]。

圖5 板料最終溫度與完全馬氏體轉變所需時間的影響
由于冷卻管道的幾何形狀受制造、強度和剛度的限制,僅對冷卻管道的直徑和布置進行優化,這樣不會使凸模和凹模表面得到均勻的溫度分布,為實現溫度均勻分布,還應采用不同的冷卻水流量[5]。增大冷卻水流量,冷卻作用明顯,而冷卻水流量過大,可能導致熱成形件產生裂紋,因此選擇合理的冷卻水流量是提高沖壓制件性能的關鍵[3]。曹曉擎等通過對比不同冷卻水流速的模具和冷卻水路的溫度場(見圖6),發現在55 L/min的冷卻水流量可以獲得較好的冷卻效果[16]。劉迪輝等針對多腔熱沖壓模冷卻水流量分配問題提出冷卻水流量分配方法,設計了可變管道參數的U形件熱沖壓工藝仿真模型,研究結果表明,冷卻水流量的調整對成形件最后溫度的影響顯著[17]。

圖6 不同冷卻水流量的模具溫度
2 材料對溫度場的影響
為了提高冷卻速率和實現成形件表面更均勻的溫度分布,研究者致力于開發和優化設計模具冷卻系統的模型[18],然而有些模型計算量大,不適用于幾何形狀復雜的模具,且設計的模具冷卻系統加工和維修費用高,增加了制造成本,同時還存在冷卻能力的極限問題。目前加快冷卻速率的另一種方法是使用高熱導率的模具材料[19],通過提高模具材料的熱導率以提升模具的冷卻能力。此外模具的服役條件對模具使用壽命有較大影響,熱作模具鋼的主要失效原因是熱疲勞,而熱疲勞是由模具溫度不均勻而產生的內應力所致[20],有必要研究模具材料對熱沖壓過程中模具溫度變化的影響。
采用不同的模具材料進行熱沖壓時,模具各部分的溫度變化規律基本相同,而使用高熱導率的模具材料可以將熱量更順利地從高溫區轉移至低溫區,縮短模具達到熱平衡的時間[21],因此使用高熱導率模具材料能夠有效提高模具的冷卻效率,加快熱沖壓生產節拍、提高生產效率。與傳統熱作模具鋼相比,高熱導率材料能夠降低模具的最高溫度,使其保持在較低溫度,并有效提升模具內溫度分布均勻性,降低模具熱應力,延長模具的熱-機械疲勞壽命[21-23]。A ABDOLLAHPOOR等通過研究發現使用低電導率的模具材料Macor?保持在175 ℃時得到的性能類似于模具材料AISIH11保持在450 ℃得到的性能,這表明使用低電導率的模具材料可以降低所需的模具溫度以獲得一定的相分數和硬度,在這種情況下可以節約能源[24]。
3 溫度場對成形制件性能和尺寸的影響
為了在不對現有設備進行大幅度改動的情況下,實現板料不同部位產生不同組織,即高強度鋼熱成形制件變強度工藝,通常采用模具分塊加熱方式[25,26],因此研究模具溫度對成形制件力學性能與尺寸的影響具有重要意義。
冷卻速率對組織的影響如圖7所示[27],成形制件硬度的降低是由于模具溫度升高引起貝氏體體積分數增加[2]。LEI C X等研究了不同模具溫度對熱沖壓方杯形件顯微組織和力學性能的影響,發現模具溫度越高,板料的冷卻速度越小,冷卻效果越差,成形件的抗拉強度下降[28]。ZHANG Z等測量了不同模具溫度下Usibor1500P硼鋼的力學性能,并使用掃描電鏡和色調蝕刻法來量化不同模具溫度下實現的淬火相,發現隨著模具溫度的升高,馬氏體含量從85%減少到30%,而貝氏體從12%增加到55%,鐵素體也有少量增加,同時硬度值和抗拉強度下降,而延伸率上升[29]。陳揚等研究了模具溫度對22MnB5熱沖壓零部件組織和性能的影響,如圖8所示,發現為避免出現貝氏體組織而導致塑性和韌性惡化,熱沖壓模軟區的加熱溫度應高于500 ℃[30]。CHEN L W等研究了150 ℃到500 ℃的模具加熱溫度對CSC-15B22鋼板性能的影響,發現模具加熱到350 ℃時,成形制件所能吸收的沖擊能量最大[31]。包麗等研制了一種新型熱沖壓分區式加熱模具,沖壓件加熱區、過渡區、低溫區的硬度值依次增大[27]。
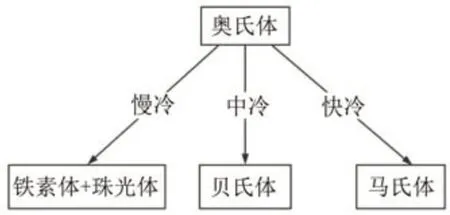
圖7 冷卻速率對組織的影響
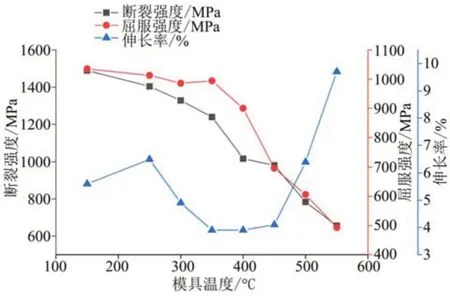
圖8 不同模具溫度下 22MnB5 的力學性能
在大的成形力和溫度急劇變化的共同作用下,回彈量是成形制件精度和質量的關鍵影響因素。張志強等分析了不同模具溫度下Usibor1500P硼鋼板在加熱區、過渡區以及低溫區的回彈規律,發現馬氏體組織越多回彈越大,貝氏體組織越多回彈越小[32],因此適當提高模具溫度,可有效提高成形后制件尺寸精度。
預測熱沖壓過程中的組織轉變對控制成形制件性能和加工精度有較好的作用。薛飛等通過圖像處理法和有限元計算法分別對不同模具溫度制件成形后組織含量進行了預測,經對比發現2種方法所得結果相近[33]。有效地預測變強度熱沖壓制件的組織與力學性能,對指導優化生產和試驗過程具有重要意義。
4 模具溫度場仿真模擬
制件的組織和性能與成形過程中模具內的溫度場有關聯,為了準確預測成形制件性能,規避設計缺陷,縮短開發周期,需采用有限元數值模擬技術對熱沖壓過程溫度場進行分析。在熱沖壓工藝中,模具零件和板料之間的界面傳熱系數(IHTC)是熱沖壓模冷卻仿真模型中重要的參數,其精度將影響溫度場的計算精度。
目前求解IHTC或TCR(接觸熱阻)的主要方法有4種:經驗模型法、熱平衡法、逆熱傳導分析法、有限元優化反算法[34,35]。郝新等提出了一個描述熱沖壓試驗過程中換熱系數的理論模型,該模型建立了換熱系數與接觸面粗糙度、界面壓力等參數之間的關系,且對于描述換熱系數簡單易行[36]。然而經驗模型的計算結果依賴于材料硬度等參數的測量準確度,只有在接觸壓強為0時能得到良好驗證,所得IHTC誤差較大[37]。熱平衡法基于板料散失的所有熱量都被模具吸收的假設[38],廖錚瑋等考慮馬氏體相變影響,采用數值積分對熱平衡方程進行求解,獲得了與板料溫度和接觸壓強相關的IHTC曲線[39]。逆熱傳導分析法是利用逆熱傳導分析獲得板料與模具零件之間的熱流密度,并用其計算IHTC。LI Y等通過有限元仿真和試驗對反熱傳導(IHC)和有限元法優化(FEM-OPT)2種方法進行分析比較,發現IHC方法對溫度的預測精度較高[40]。有限元優化反算法則是利用有限元軟件建立仿真模型,在模型中定義了整體的等效IHTC,利用優化程序調用有限元模型進行熱沖壓傳熱分析,并不斷調整有限元模型中的邊界條件,最終使模擬數據和試驗測量數據之間的差異最小。胡平等在考慮了空氣間隙、熱電偶響應時間、相變潛熱等因素的基礎上,應用有限元反算法求解IHTC,得到IHC與壓強的關系[41]。
模具溫度場是熱沖壓過程中重要的物理場,獲得準確的熱沖壓模溫度場,有助于指導模具隨形冷卻水路的優化設計。LEI C等通過CFX對淬火過程進行數值模擬,分析了模具的冷卻效果,關注接觸熱阻對熱沖壓淬火過程的影響,有效預測熱沖壓淬火過程中模具的溫度分布,但數值模擬采用的是瞬態熱分析過程,沒有考慮成形時的導熱過程[42]。辛志宇等分析對比了流固耦合分析方法和第三類邊界條件法的計算效率與求解精度,發現2種方法得到的模擬結果接近,前者能夠有效反映冷卻管道內的流速及溫度分布,但后者的計算模型更簡單,計算效率更高[43]。LIN T等基于MpCCI(基于網格的并行碼耦合接口)進行熱-流體仿真和熱-流體-機械耦合仿真,對模具的冷卻效果進行分析,并用試驗結果進行驗證[44]。賀斌等基于通用結構仿真分析軟件ABAQUS與流體仿真軟件STAR-CCM+進行FEM-CFD弱耦合的熱沖壓過程循環仿真,最終獲得模具的穩定溫度場分布[45]。劉碩等通過軟件ABAQUS進行了熱力耦合仿真,并對凹、凸模溫度場進行分析[46]。為了減少有限元模擬的時間,CHEN J等采用響應面法,建立了分段有限元模型,與整個U形構件模型相比,計算時間節省了92.6%,有限元模擬的計算效率顯著提高[47]。劉迪輝等基于LS-DY?NA軟件在成形仿真和模溫分析方面的長處以及Fluent軟件在流體分析方面的優勢,提出一種考慮實際流場分布差異影響的模溫分析方法(見圖9),通過與實測溫度進行對比發現該方法仿真精度較采用平均傳熱系數的仿真方法更高,能夠用于復雜制件及多腔模具的模溫分析[48]。

圖9 考慮實際流場的熱成形模溫分析流程
為保證獲得性能梯度分布的熱成形制件,劉雪飛等基于Deform軟件建立了B1500HS超高強度鋼相變-溫度-硬度多物理場耦合模型,分析保壓淬火過程模具的冷卻效果[12]。L BAO等利用軟件AN?SYS Maxwell15.0對區域感應加熱沖壓過程板料的溫度場進行電磁場和熱場的耦合計算,且模擬結果與試驗數據基本一致[49]。
5 結束語
在國內已投入應用的超高強度鋼熱沖壓技術,使國內汽車制造業在安全性、環保、節能等各方面都有了質的飛躍,一定程度上突破了國外的技術壟斷,降低了制造成本,推動了國內高端汽車制造業的發展,并在此基礎上發展了一批先進的熱成形材料及其應用技術,當然還存在一些值得關注的研究方向。
(1)目前國內常用的熱沖壓模材料仍以進口為主,且價格昂貴,熱沖壓模材料是限制國內汽車零部件制造商利益與發展的重要因素,應開展對熱沖壓模材料的研制,以實現模具材料的國產化。
(2)熱沖壓工藝的數值模擬涉及熱-力-相多場耦合問題,因此如何在理論與試驗的基礎上,建立精確的仿真模型,并實現高效的熱沖壓過程仿真是值得深入探討的課題。
(3)用于汽車重要安全結構件的熱成形鋼及其成形工藝,還要滿足不同車身安全性能、不同使用環境的要求,因此實現高強度鋼熱成形制件性能定制要求的變強度技術具有較大的發展潛力。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
