基于SAPH440熱軋酸洗材料汽車副車架上片成形優化分析
2023-03-10 03:48:32廖博文譚必丁陸軍合
模具工業 2023年2期
廖博文, 譚必丁, 陸軍合
(湖南湖大艾盛汽車技術開發有限公司 柳州分公司, 廣西 柳州 545006)
0 引 言
汽車車架由多個零部件組合而成,每個零部件結構會根據性能、輕量化要求以及成本價格而選用不同型號材質的板材。這些零部件在生產過程中,因材料性能、板材厚度、零件結構復雜程度等,給實際汽車制造增加了難度[1]。在汽車追求輕量化的條件下熱軋酸洗材料作為一種高強度鋼,可以有效的代替普通強度鋼板,提高白車身的安全性能。熱軋酸洗材料屈服應力大于305 MPa,以其具備高強度特性、良好的韌性、良好的沖壓性能以及焊接性能得到了汽車企業的使用[2]。熱軋酸洗材料降低了在設計階段因零件問題而引起的開裂、起皺等缺陷,減少了模具研合調試時間,保證了新車型的上市時間[3]。現以某車型的汽車副車架上片為例,介紹了熱軋酸洗材料在汽車副車架上片的成形性,根據CAE分析結果,對存在問題缺陷的區域進行優化[4]。通過理論分析結果對零件進行可行性評估,了解零件成形中存在的風險問題,結合實際生產調試對風險問題進行跟蹤,證明熱軋酸洗材料在汽車車架上應用的可靠性。
1 副車架上片沖壓有限元模擬分析
1.1 零件結構介紹
某車型副車架上片如圖1所示,外形尺寸為504 mm×974 mm×163 mm,料厚為2.5 mm,前后立壁面拔模角度較小,在沖壓方向上只有3°左右,整體結構復雜,中間是擴張U型結構,方形材料成形時流動困難,需要增加1副落料模,零件兩端的凸臺開裂風險較大。
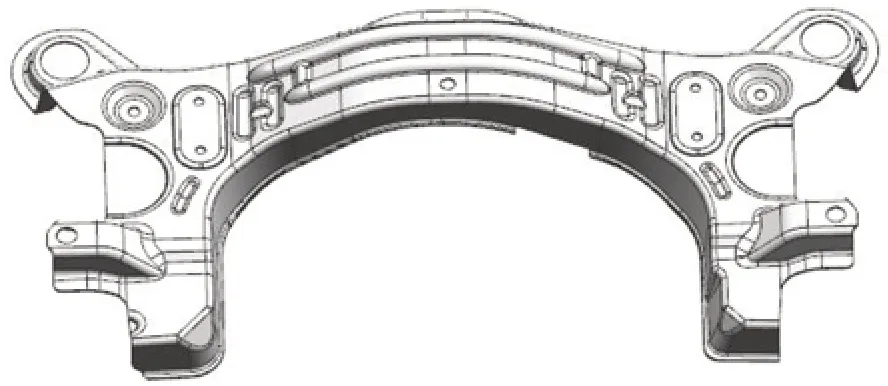
圖1 零件數模造型
成形零件選擇SAPH440熱軋酸洗材料,屬于高強度鋼,Q/BQB 310-2018 《汽車結構用熱連軋鋼板及鋼帶》[4]對SAPH440的成分規定如表1所示,對其力學性能要求如表2所示。

表1 SAPH440 化學成分 w/%

表2 SAPH440 力學性能
1.2 副車架CAE模擬仿真分析
1.2.1 導入設置
將零件以IGES格式導入軟件中,調整其角度使其滿足沖壓成形角度要求,定義板料材質SAPH440,厚度2.5 mm,完成零件導入的初步設定,材質參數設置如圖2(a)所示。
以零件重心為基準,旋轉X、Y、Z軸角度,調整符合零件成形要求的沖壓方向,即沖壓角度下直接拉深的區域無負角,如果存在負角區域則需進行翻邊或者整形處理,白色面為0~3°拔模角度,中間淺色區域為負角度區,如圖2(b)所示

圖2 導入零件參數設置
1.2.2 工藝模面設計
根據副車架的結構復雜程度,初步規劃零件成形工序為4道:拉深、修邊、整形、沖孔,如圖3(a)所,并在CAE仿真軟件中設置全工序排序。
CAE仿真軟件工序的工藝面設計與實際工序順序相反,即先從最后工序開始模面處理,然后處理倒數第2道工序模面,依此類推,這種設計方法方便提前處理整形型面和翻邊型面,保證拉深型面為無負角狀態,以滿足零件成形性分析要求。
在工藝補充面設計過程中,首先將零件邊界光順,提高構建工藝補充的效率;其次通過適當增加控制線來調整壓料面到零件的距離,使其與零件最低點距離保持在10 mm左右,同時要求壓料面與零件邊界隨形設置,過渡圓角做到R50 mm,如圖3(b)所示;最后根據分析結果,對起皺和開裂區域進行優化設計工藝補充面,將凹圓角做到R12 mm,凸圓角做到R15 mm,側壁拔模角做到15°,轉角做到R30 mm,尖點做倒R15 mm的球角,優化后如圖3(c)所示。

圖3 CAE仿真工藝面參數設置
1.2.3 仿真分析結果
仿真分析結果如圖4所示,副車架上片在拉深過程中,拐角過渡急劇位置發生鼓起,如圖4(a)所示,到底后起皺數值最大值達到了0.188 mm,如圖4(b)所示 ,CAE分析評估起皺風險較高。
U型結構內部板料流入量受限,此結構為擴張型拉深,板料減薄率達到31.4%,凸臺內側立壁面最大減薄率達到37%,如圖4(c)所示,減薄1.714 mm,如圖4(d)所示,CAE分析評估開裂風險較大。
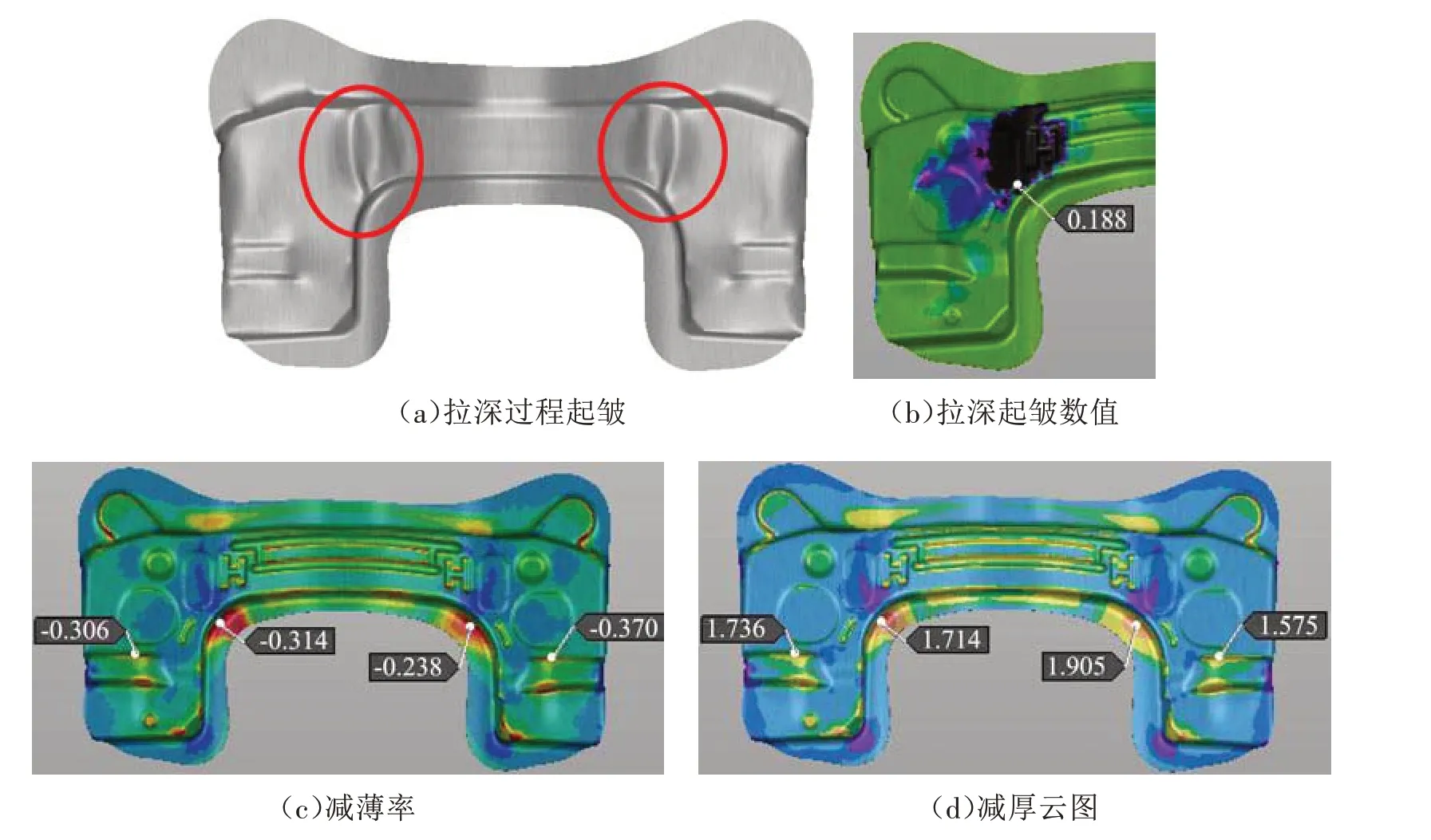
圖4 仿真分析結果
1.2.4 零件數據優化
如圖5所示,根據CAE仿真分析結果判斷,零件過渡急劇的區域需要優化變緩,即過渡面的高度方向的落差控制在80 mm左右,水平方向的距離控制在230 mm,并在起皺位置增加5 mm高的凹/凸筋緩解起皺。開裂風險區域在不影響搭接關系時,將尖點位置倒三角面,面積做到980 mm2、開裂R角做到R10 mm、側壁面做到車身Z向15°,以降低現場調試模具難度和零件開裂風險。
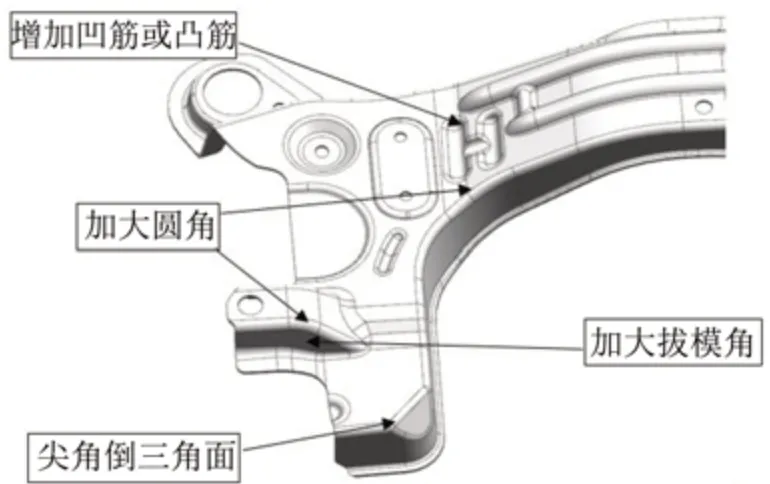
圖5 數模造型更改
1.2.5 數據優化的CAE分析結果
零件優化后CAE分析結果如圖6所示,副車架在拉深過程中,拐角過渡位置鼓起降低,如圖6(a)所示,到底后起皺數值最大值為0.067 mm,如圖6(b)所示,CAE分析評估起皺有改善,滿足造車要求,但起皺無法完全消除。
U型結構內部位置優化落料線、工藝和零件后,拉深開裂得以解決。板料最大減薄率控制在18.9%以內,凸臺區域優化零件后內側立壁面減薄控制在17.8%以內,如圖6(c)所示,最小厚度控制在2.026mm以上,凸臺區域最小厚度控制在2.069 mm以上,如圖6(d)所示,CAE分析評估滿足沖壓成形性要求。
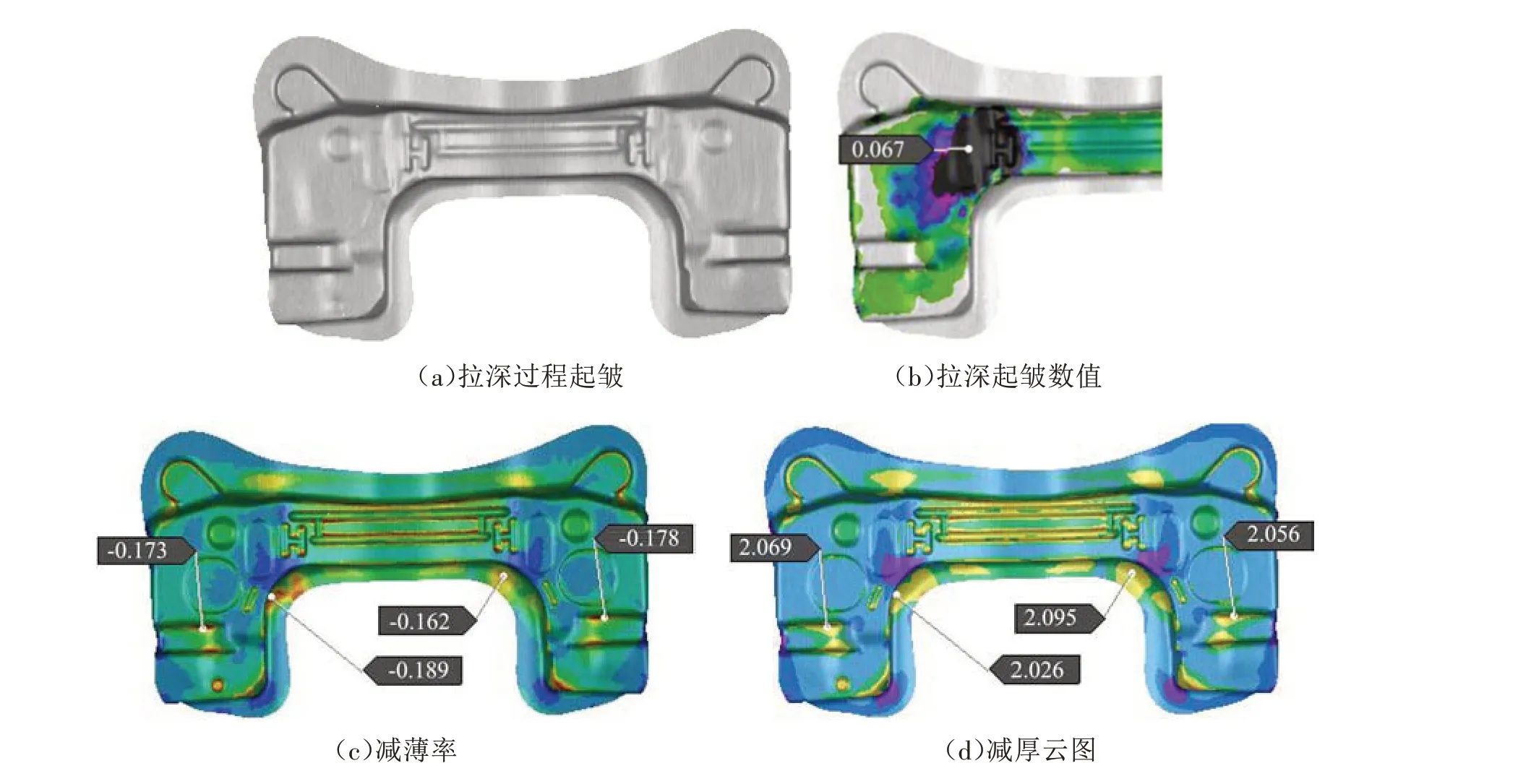
圖6 優化后仿真分析結果
2 零件現場狀態
2.1 首次出件問題及優化策略
如圖7(a)所示,橢圓處凸包內側存在開裂是因為拉深時板料減薄導致,通過打磨凸模可消除該處缺陷;U型結構擴張撕裂如圖7(b)橢圓處所示,需要調整凸凹模間隙;變化急劇拐角處拉深起皺如圖7(c)橢圓處所示,需確保裝配面的平面度及面輪廓度符合設計要求。上述缺陷與前期CAE仿真分析結果判斷一致,考慮首次出件結果,需要繼續對模具零件進行拋光研合到位,以完全消除這些缺陷。

圖7 首次出件零件狀態
2.2 模具研合完成后零件狀態
為檢查模具是否合格,在完成全部工序生產后需要對零件尺寸精度進行測量,主要檢測零件的整體外觀,確保整體外觀沒有明顯的劃痕、起皺、開裂等缺陷,之后再使用檢具檢測零件尺寸精度,即基準、孔、型面、邊界的檢測,如圖8所示。對最終模具研合后成形的零件檢測,結果表明零件的合格率均在 92%以上,符合造車要求。

圖8 模具完成研合后零件狀態
3 結束語
基于CAE仿真軟件對熱軋酸洗SAPH440材料成形進行仿真,以某車型副車架上片為例,研究了SAPH440材質對副車架上片成形性的影響。在造型階段,通過CAE仿真分析板料的成形性,根據分析結果判斷板料成形的缺陷,前期將工藝模面和零件結構進行優化,能夠在模具鑄造前及時判斷SPAH440材質成形的可行性。對于CAE分析結果暴露的問題,通過調整板材厚度和工藝實現副車架上片的成形,避免后期因要更換材質而帶來的損失,同時縮短了模具開發周期,提高了設計的可靠性。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
現代企業(2015年2期)2015-02-28 18:45:09
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
