柔性組合鉆具的設(shè)計(jì)和使用
2023-03-15 04:11:36郭曉東
客車(chē)技術(shù)與研究 2023年1期
關(guān)鍵詞:深度
姜 霞, 郭曉東
(1.常德中車(chē)新能源汽車(chē)有限公司, 湖南 常德 415000; 2.沈陽(yáng)百傲化學(xué)有限公司, 沈陽(yáng) 110000)
目前國(guó)內(nèi)客車(chē)木地板大部分采用沉頭自攻螺釘固定,木地板傳統(tǒng)的安裝方式為先用麻花鉆鉆出螺釘?shù)卓祝缓蟾鼡Q直柄锪孔鉆锪出沉頭螺釘?shù)姆ㄌm面錐形沉孔,再安裝沉頭自攻螺釘并緊固。鉆一個(gè)固定孔需更換鉆頭反復(fù)操作兩次才能完成,導(dǎo)致地板固定工位是整車(chē)流轉(zhuǎn)下線的瓶頸工位。由于鉆、锪孔分兩次操作,同軸度也無(wú)法保證,而且锪孔沒(méi)有限位裝置,易受操作人員技能水平影響,使得锪孔深度一致性差,嚴(yán)重影響后期地板革安裝質(zhì)量。用此傳統(tǒng)安裝方式既無(wú)法達(dá)到產(chǎn)能需求,質(zhì)量也不達(dá)標(biāo)。因此,為提高木地板的固定效率和質(zhì)量,本文設(shè)計(jì)了兩種柔性組合鉆具,并已申請(qǐng)實(shí)用新型專(zhuān)利。
1 柔性組合鉆具設(shè)計(jì)方案
組合鉆具鉆、锪孔一次加工完成,同軸精度高,有锪孔限位裝置,锪孔進(jìn)給深度軸向可實(shí)現(xiàn)柔性調(diào)整,保證锪孔深度一致性。組合鉆具主體材質(zhì)選用含鈷類(lèi)高速鋼,具有高硬度、紅硬性及高溫硬度,韌性好,價(jià)格低。
1.1 組合鉆具設(shè)計(jì)方案一
組合鉆具[1-3]分三部分組成:麻花鉆、锪孔鉆、柄部,如圖1所示。圖中d為麻花鉆直徑,dk為锪孔鉆外徑,k為锪孔深度,γ0為锪孔鉆前角(前刀面與基面之間的夾角),α0為锪孔鉆后角(主后刀面與切削平面之間的夾角)。為保證切削性能,設(shè)置γ0=3°,α0=16°。由于锪孔時(shí)切削面積小,標(biāo)準(zhǔn)锪孔鉆的切削刃數(shù)目多,容屑槽小,排屑困難,無(wú)法保證锪孔質(zhì)量。為避免產(chǎn)生積屑現(xiàn)象影響結(jié)構(gòu)強(qiáng)度,通過(guò)驗(yàn)證,锪孔鉆切削刃數(shù)量由原來(lái)的4齒優(yōu)化為3齒,切削平穩(wěn)排屑順暢。
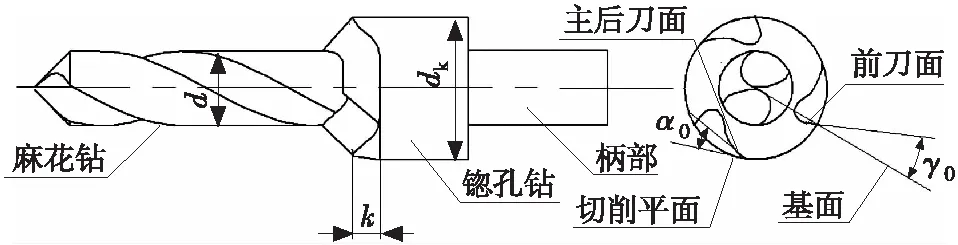
圖1 組合鉆具示意圖
組合鉆具依據(jù)地板沉頭自攻螺釘Q2746332(如圖2所示)螺紋規(guī)格按間隙配合確定尺寸,尺寸參數(shù)見(jiàn)表1。
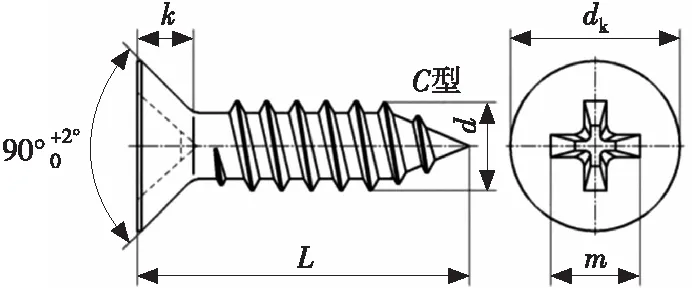
圖2 沉頭自攻螺釘示意圖
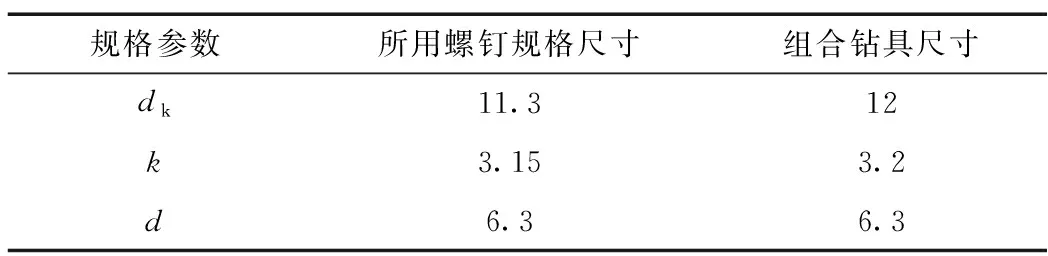
表1 組合鉆具尺寸表 mm
操作時(shí)利用組合鉆具中的麻花鉆鉆出地板安裝螺釘?shù)卓祝@具中部锪孔鉆锪出沉頭螺釘法蘭面錐形沉孔,柄部為電鉆夾持部份,傳遞動(dòng)力,實(shí)現(xiàn)鉆锪孔。
該方案的優(yōu)點(diǎn)是鉆锪孔一次完成,保證鉆锪同軸精度要求。缺點(diǎn)是鉆锪一體設(shè)計(jì),加工難度大,若底部切削刃斷裂或锪孔切削刃損壞,鉆具均無(wú)法正常使用,通用性差,增加成本。
1.2 組合鉆具設(shè)計(jì)方案二
對(duì)方案一進(jìn)行優(yōu)化設(shè)計(jì),如圖3所示[4-6],整套鉆具由5個(gè)部件構(gòu)成,包括麻花鉆、锪孔鉆、锪孔限位器和锪孔限位器緊定螺釘、锪孔鉆緊定螺釘。
1) 麻花鉆。按螺釘規(guī)格選取標(biāo)準(zhǔn)Φ6.2 mm麻花鉆,通過(guò)麻花鉆的切削部分鉆出地板安裝底孔。
2) 锪孔鉆。锪孔鉆的中部開(kāi)有定位螺紋孔,緊定螺釘穿過(guò)螺紋將锪孔鉆固定在麻花鉆上,锪孔鉆的切削刃由標(biāo)準(zhǔn)直柄锪鉆的4個(gè)切削刃優(yōu)化為3個(gè)。利用锪孔鉆切削刃锪出沉頭螺釘法蘭面錐形沉孔。
3) 锪孔限位器。锪孔限位器中部開(kāi)有定位螺紋孔,緊定螺釘穿過(guò)螺紋將锪孔限位器固定在锪孔鉆上。利用锪孔限位器端面對(duì)锪孔深度的限位作用,達(dá)到锪孔深度的標(biāo)準(zhǔn)統(tǒng)一。
4) 锪孔鉆緊定螺釘。完成锪孔鉆與麻花鉆的連接固定。
5) 锪孔限位器緊定螺釘。完成锪孔限位器與麻花鉆、锪孔鉆之間的連接固定;通過(guò)調(diào)整限位器緊定螺釘可柔性調(diào)節(jié)锪孔進(jìn)給深度尺寸,以達(dá)到木地板螺釘緊固后螺釘頭部與地板平面配合狀態(tài)一致性。
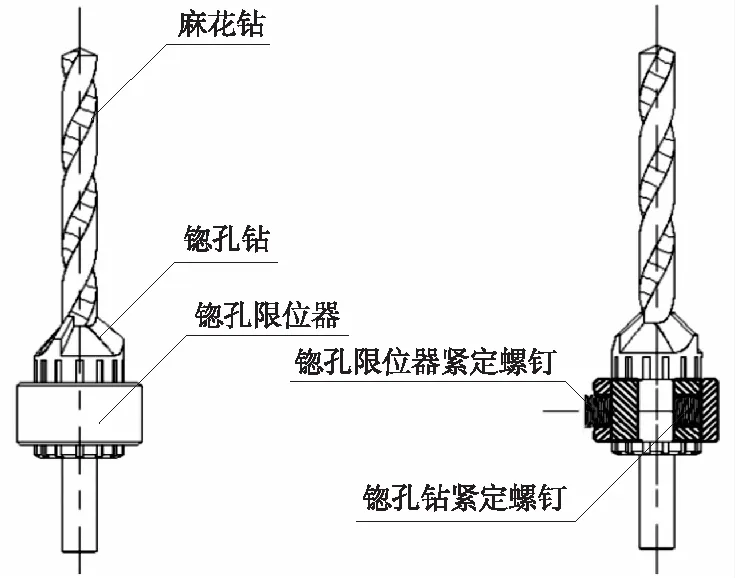
圖3 柔性組合鉆具結(jié)構(gòu)圖
該方案的優(yōu)點(diǎn)是組合鉆具直接裝夾在電鉆上,裝夾方便,操作簡(jiǎn)單,使鉆、锪孔在同一步驟內(nèi)完成,不僅可以保證锪出沉孔與鉆出的安裝底孔的同軸精度要求,組合鉆具中的锪孔限位器還能通過(guò)限位螺釘精確調(diào)整锪孔進(jìn)給深度[7-8],保證锪孔尺寸標(biāo)準(zhǔn)一致性,從而保證沉頭螺釘安裝后頭部與地板表面齊平狀態(tài)一致。缺點(diǎn)是組合鉆具加工成本較高。
該方案通過(guò)驗(yàn)證,已在我公司推廣使用。
2 組合鉆具使用及效果
2.1 組合鉆具組裝及使用
先將锪孔鉆通過(guò)锪孔鉆緊定螺釘沿軸向緊固在麻花鉆上,再根據(jù)锪孔進(jìn)給深度將锪孔限位器通過(guò)锪孔限位器緊定螺釘緊固在锪孔鉆上。柔性鉆組合鉆具組裝完成后將麻花鉆鉆柄垂直插入到電鉆的三塊咬合柱正中間,用專(zhuān)用電鉆鑰匙擰緊柔性鉆組合鉆具。
鉆孔時(shí),用麻花鉆的切削刃部分鉆出底孔尺寸,通過(guò)麻花鉆的導(dǎo)向,帶動(dòng)锪孔鉆切削刃锪出沉頭螺釘法蘭面錐形沉孔,達(dá)到鉆、锪孔一次完成,并通過(guò)锪孔限位器端面的限位作用,達(dá)到锪孔進(jìn)給深度的標(biāo)準(zhǔn)統(tǒng)一。
2.2 柔性組合鉆具使用對(duì)比分析
柔性組合鉆具中的麻花鉆和锪孔鉆可單獨(dú)修磨或更換,鉆锪孔只需一次完成,相對(duì)于原兩道工序的加工方式,節(jié)省了更換鉆頭工序的操作時(shí)間。此柔性組合鉆具不僅限于地板安裝使用,還可推廣在客車(chē)內(nèi)外飾其他部件的沉頭預(yù)制孔,如地板壓條沉頭預(yù)制孔等。以12 m城市客車(chē)為例,整車(chē)木地板固定螺釘數(shù)量約600個(gè),地板壓條固定螺釘約200個(gè),每年節(jié)約生產(chǎn)成本約14.7萬(wàn)元。計(jì)算公式如下:
螺釘數(shù)量(600+200)×節(jié)約時(shí)間(10/3 600 h)×工時(shí)費(fèi)用(22元)×年產(chǎn)量(3 000臺(tái))≈14.7萬(wàn)元
另外,锪孔限位器軸向可柔性調(diào)節(jié)進(jìn)給深度,達(dá)到锪孔深度標(biāo)準(zhǔn)統(tǒng)一,歸避了以往由于固定螺釘歪斜導(dǎo)致螺釘頭部與地板平面配合狀態(tài)不一致,地板螺釘凸出造成地板革鼓包破損現(xiàn)象,地板質(zhì)量有所提升。
3 結(jié)束語(yǔ)
使用柔性組合鉆具可提高生產(chǎn)效率,降低工人勞動(dòng)強(qiáng)度,解決了企業(yè)生產(chǎn)中存在的瓶頸問(wèn)題,锪孔質(zhì)量也顯著提升,是客車(chē)沉頭螺釘固定預(yù)制孔的一次革新,也為今后切削刀具的設(shè)計(jì)提供了參考。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂(lè)學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57