
風冷系統在厚大斷面球墨鑄鐵上的應用
2023-03-17 01:34:56趙紅霞柴樹繁李杰徐小光
金屬加工(熱加工) 2023年3期
關鍵詞:檢測
趙紅霞,柴樹繁,李杰,徐小光
齊齊哈爾重型鑄造有限責任公司 黑龍江齊齊哈爾 161005
1 序言
隨著科技的發展,厚大斷面球墨鑄鐵在不同領域應用比較廣泛,由于該材質的凝固特性,采用常規生產方法時,無損檢測和內部球化率檢測很難滿足要求,從而導致鑄件報廢。
我公司為美國生產的大型球磨機進出料端蓋毛重37t,最大輪廓尺寸為φ4386mm×1826mm,最大高度2400mm,一般壁厚172mm,最大壁厚246mm,最大熱節圓直徑為300mm,其模數分布如圖1所示。

圖1 端蓋鑄件模數分布
單鑄試塊力學性能檢測按ASTMA 536:2004《球墨鑄鐵》規定,澆注75mm的Y形試塊,力學性能為Rm>560MPa,Rp0.2>358MPa,A≥10%。附鑄試塊要求Rm>500MPa,Rp0.2>320MPa,A≥5%。
鑄件進行無損檢測,技術條件中規定不允許存在裂紋及超過φ2mm當量的縮孔、φ3mm當量夾渣缺陷。因此,為滿足產品要求,我們在生產前進行了模擬試驗。
2 試驗方法
2.1 冷卻方法的試驗
采用0.5t中頻感應電爐熔煉鐵液,采用樹脂砂造型,在鑄型上部加保溫磚模擬鑄件在相同壁厚冷卻條件下凝固時間。采用4種冷卻方式進行鑄件模擬,熱電偶設置位置如圖2所示,冷卻曲線如圖3所示。

圖2 熱電偶設置位置

圖3 4種材料冷卻曲線
1)采用石墨冷鐵,石墨厚度與鑄件壁厚之比為0.5∶1。
2)采用掛砂冷鐵,冷鐵與鑄件的重量之比為0.7∶1。
3)采用掛砂冷鐵+冷卻水。
4)采用石墨冷鐵+空冷,石墨厚度與鑄件壁厚之比為0.8∶1。
從圖3可看出,曲線3、曲線4可以滿足要求,考慮到水冷裝置比較復雜,安全性要求較高,因此采用曲線4冷卻方式,在滿足要求的同時,裝置不復雜,也較安全。
2.2 球化劑的試驗
釔基重稀土鎂合金的特點是抗球化衰退能力強,由于釔基重稀土的價格較貴,因此采用釔基重稀土鎂合金與輕稀土硅鐵鎂合金復合,這樣既能滿足產品設計要求,又能節約成本。為此,澆注尺寸為300mm×300mm×300mm試塊,采用樹脂砂三箱造型。
球化劑配比:球化劑總加入量為1.8%,其中Mg8Re3球化劑占80%,釔基重稀土合金球化劑占20%;孕育劑為1.0%。
爐料配比:生鐵75%,廢鋼25%。
球化處理溫度為1486℃,澆注溫度為1307℃。
在距試塊中心位置分別為50mm、100mm、150mm取樣,其檢測結果見表1。

表1 試塊金相組織、球化級別及石墨大小
3 試驗條件
采用樹脂砂造型,熔煉設備為20t無芯工頻感應電爐和20t保溫電爐,兩個20t和一個10t球墨鑄鐵專用堤壩包及各種檢測儀器。生鐵采用Q10專用球墨鑄鐵生鐵,采用釔基重稀土合金球化劑和Mg8Re3球化劑,脫硫劑采用工業純堿Na2CO3,涂料為鋯石粉醇基快干涂料。
4 鑄造工藝設計
4.1 冒口的設計
冒口的作用是提供鐵液收縮和補縮所需的液體,因此冒口是保證鑄件質量的重要條件之一[1]。
鑄件的模數計算式為
式中M——鑄件模數(cm);
V——鑄件體積(cm3);
S——鑄件冷卻表面積(cm2)。
由端蓋鑄件結構特點可知,各部散熱模數不一樣,將鑄件分為5個區域(見圖1)。
通過計算得:MⅠ=6.8cm、MⅡ=13.87cm、MⅢ=8.49cm、MⅣ=11.75cm、MⅤ=15.75cm。
根據生產經驗,厚大斷面球墨鑄鐵一般冒口的模數為:M冒=(1.1~1.2)M,因此M冒達到14.1cm即可,實際冒口為15.75cm。
4.2 造型工藝
采用樹脂砂造型,石墨冷鐵+風冷進行強制冷卻,如圖4所示。

圖4 風冷系統示意
采用半封閉澆注系統(見圖5),根據經驗確定內澆道為φ40mm×16mm,截面積為202.2cm2,各組元的面積比為∑F直∶∑F橫∶∑F內=1.3∶2.7∶1。
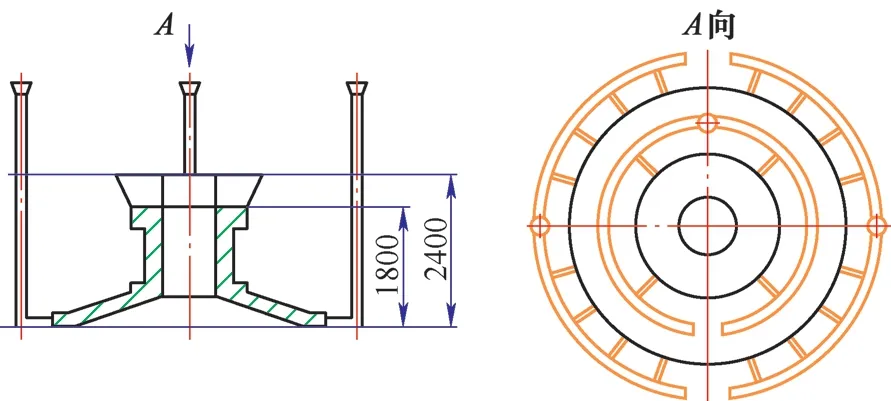
圖5 澆注系統示意
4.3 風冷系統的設計
為保證鑄件內部的散熱,在鑄件內部采用風冷系統,風壓為825~770mmH2O(1mmH2O≈9.8Pa),采用風量為4320~5180m3/h的風機。風冷系統中,在進風口安裝閥門來控制進風量,風冷效果較好,出風口溫度控制在120℃左右。
4.4 化學成分及澆注方案
合理的化學成分對球墨鑄鐵的力學性能和鑄造性能有著重要的影響,通過試驗,目標化學成分[2]為:wC=3.3%~3.5%,wSi=2.2%~2.6%,wMn=0.4%~0.8%,wP≤0.06%,wS≤0.02%,wRe=0.03%~0.05%,wMg=0.04%~0.07%。
微量元素:Zn、Cr、M、V、Ti、Pb、Bi、Sb、Sn、As總量(質量分數)<0.1%,每種元素不應超過臨界規定值[3]。
4.5 鐵液熔煉工藝及處理方案
采用1臺20t中頻感應電爐,1臺20t保溫電爐,需要熔煉鐵液50t。采用3個澆口箱進行澆注,使用2臺75t橋式起重機和1臺50t橋式起重機進行操作,兩者不相互影響。
具體操作如下。
將75%生鐵、25%廢鋼依次加入爐內熔化,使爐內溫度升到1500℃進行短時間精煉,達到去氣、去雜質作用。鐵液成分調好后,用工業純堿Na2CO3包內沖入法第一次脫硫,加入量為0.5%。脫硫后合入20t保溫電爐。
具體倒包流程如圖6所示。

圖6 鐵液倒包流程
球化、孕育、脫硫處理如下。
1)第一包:保溫電爐20t鐵液用75t橋式起重機先處理,球化劑采用輕、重稀土復合沖入法,加入量為1.6%~1.8%,其中Mg8Re3球化劑占80%、釔基重稀土合金球化劑占20%。
采用多次孕育方法,75SiFe孕育劑加入量為1.0%,其中包內孕育0.3%、隨流孕育0.5%、浮硅孕育0.2%,加入0.1%鋇硅鐵進行澆注時瞬時孕育。
包內球化劑和孕育劑加好后,再加入工業純堿0.5%Na2CO3進行第二次脫硫,且與球化孕育同時進行,處理溫度為1470~1480℃。
采用0.01%微量元素Bi,來增加石墨球數,細化組織。Bi在二次出鐵時隨流加入[4,5]。
鐵液扒渣干凈后吊到澆口箱位置,等待澆注。
2)第二包:熔化爐10t鐵液用50t橋式起重機操作處理,處理溫度為1450~1470℃,鐵液扒渣干凈后吊到澆口箱位置,等待澆注。
3)第三包:熔化爐20t鐵液用75t橋式起重機操作進行處理,處理溫度為1440~1460℃,鐵液扒渣干凈后吊到澆口箱位置,等待澆注。澆注溫度為1320~1350℃。
4)澆注順序:第一包鐵液和第三包鐵液同時澆注,兩包鐵液澆注至一半時,第二包鐵液開始澆注。
5 試驗結果
75mm Y形試塊和附鑄試塊理化檢測結果見表2。

表2 力學性能和金相組織檢測結果
6 結束語
生產厚大斷面球墨鑄鐵件時,采用快速冷卻、輕重稀土球化劑復合處理是行之有效的辦法。快速冷卻加快了凝固速度,縮短凝固時間;重稀土球化劑抗衰退時間長,鐵液在3h內凝固,球化率均能穩定在70%以上。生產實踐證明,我公司為美國生產的大型球磨機進出料端蓋,經過廠家驗收,無損檢測所有缺陷均未有超過φ2mm當量,力學性能和金相組織均合格,達到技術要求,得到用戶好評。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
