
負角度鈦合金飛機蒙皮零件成形工藝研究及數值模擬
2023-03-17 01:34:56何曉健朱麗張曉巍吳偉平王玨
金屬加工(熱加工) 2023年3期
關鍵詞:工藝
何曉健,朱麗,張曉巍,吳偉平,王玨
沈陽飛機工業(集團)有限公司 遼寧沈陽 110850
1 序言
由于鈦合金質量輕、比強度和比斷裂韌度高、疲勞強度高、低溫韌性良好、耐腐蝕性能強等優異的綜合性能,因此在航空航天、汽車、造船等工業部門獲得廣泛使用。同時,因為鈦合金板材強度很高,因此在常溫下成形時變形抗力大,易開裂,回彈嚴重,成形困難,故多采用熱成形工藝進行成形。
本文以TC4鈦合金板材的熱拉深成形和熱成形工藝為研究對象,擬采取兩種成形工藝相結合的方式來突破雙側負角度零件難加工、無法脫模的難題。期間設計熱拉深模具1套、熱成形模具2套,并結合成形工藝仿真來驗證該方案是否具備可行性。
2 零件工藝性分析
2.1 零件結構特點
該負角度鈦合金零件為某飛機的整流蒙皮,如圖1所示,采用厚度δ=0.8mm的TC4板材成形,零件成形后外廓尺寸約為465mm×350mm×35mm。零件結構有如下特點。
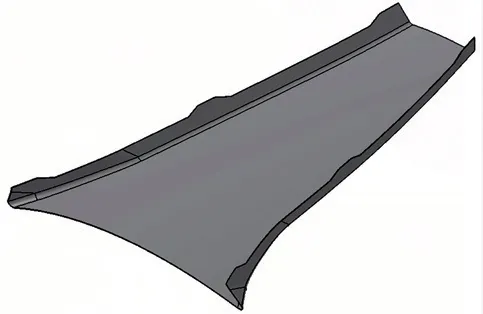
圖1 整流蒙皮零件
1)零件外形較復雜,腹板和彎邊均為雙曲面。
2)零件前端兩側均存在負角度區域(見圖2),且角度最小處約為40°(見圖3)。
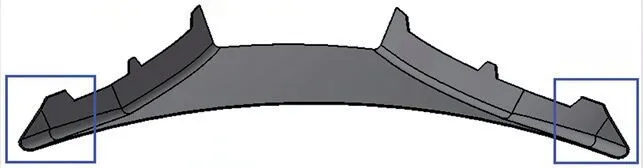
圖2 前端兩側負角度區域

圖3 負角度區域角度
2.2 零件工藝性分析
1)零件前端兩側彎邊與腹板之間均存在負角度區域,且角度過小,無法通過一次成形制備該零件。
2)彎邊與腹板之間圓角半徑為4.2mm,大于4倍板材成形最小彎曲半徑。
3 工藝方案討論
1)兩側負角度的鈦合金槽形零件很難通過一次熱成形。外形簡單的負角度零件可通過機床的水平側壓裝置輔助完成,但大型熱成形設備沒有側壓裝置;部分負角度零件可使用帶有將豎直力轉化為橫向力裝置的模具成形[1],而此零件腹板和彎邊均為二次曲面,且夾角為變角度,因此方案不可行。
2)經對數模進行分析,蒙皮零件關于縱向剖面對稱,單從工藝角度考慮,可采用左右兩側分段成形,再通過激光焊接為整體的方法進行成形。但該零件設計方案為整體成形,沒有焊接信息,且焊接會造成零件性能有一定的下降,焊接變形也需熱校形來消除,因此所需模具數量沒有減少。
3)采用分步成形法,采取兩種成形工藝相結合的方式來突破雙側負角度零件難加工、無法脫模的難題,采取先預成形、再終成形的兩步成形工藝方法,即先進行熱拉深成形[2,3],形成沒有負角度彎邊的槽形零件,然后分別對兩側負角度區域進行熱成形,得到最終零件。
4 成形過程模擬
通過工藝方案討論,分步成形方法工藝性較好,成形精度可以保證,可進行進一步研究討論。該工藝路線的成形過程模擬順序為:數模預處理→板料預成形→零件終成形→成形模擬仿真。
4.1 數模預處理
依據零件數模,提取零件外型面,隨后識別負角度區域,在零件彎邊上負角度和開角之間設置分離面,移除原負角度一側彎邊,隨后做出與腹板夾角>90°的工藝補充面,結合模具的分模面,最終形成預成形模具(即熱拉深成形模具)的模面,如圖4所示。
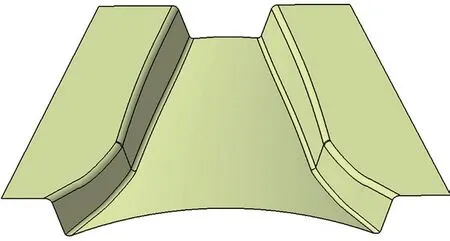
圖4 熱拉深成形模具模面
4.2 板料預成形
板料預成形即鈦合金槽形零件的熱拉深成形。熱拉深模具由凸模、凹模、壓邊圈和導向板等組成,如圖5所示。利用凸凹模和壓邊圈的吊裝棒和壓板槽在設備上安裝定位,設備頂桿推壓邊圈上行與凹模夾緊合模,之后凹模、板料和壓邊圈下行與凸模合模成形腹板和無負角度彎邊的形狀。
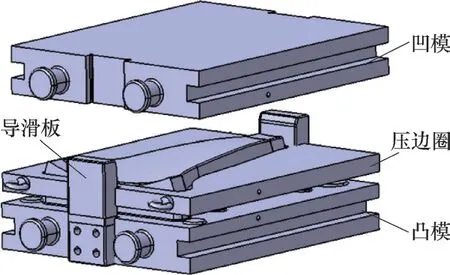
圖5 熱拉深成形模具模型
4.3 零件終成形
零件的終成形通過使用熱成形的方法,對前端負角度區域分別進行成形。熱成形模具由上模、下模和導向板組成,如圖6所示。共需終成形模具2套,分別對兩側的負角度區域進行成形。
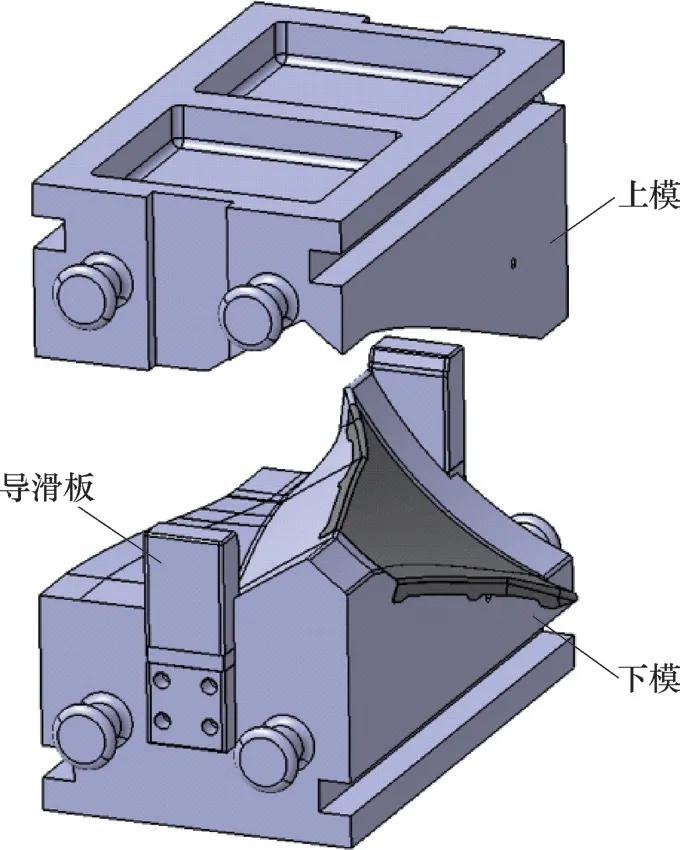
圖6 熱成形模具模型
4.4 數值模擬
熱成形工藝仿真,是利用PAM-STAMP等鈑金成形仿真軟件,將模具和板料模型轉化為有限元模型,通過輸入工藝參數和邊界條件后,提交計算機進行計算,以云圖和數據的形式顯示熱成形過程和結果的相關信息。工藝仿真可以預測板料成形趨勢及各種缺陷產生的位置和程度,可判斷工藝方案或工裝設計的合理性。
在本工藝方案中,使用PAM-STAMP 2G 2012軟件分別對預成形和終成形過程進行成形工藝仿真。
首先,對熱拉深過程進行工藝仿真,進行成形仿真前處理,包括熱拉深模具和板料模型導入、建立局部坐標系、調整網格法線方向,以及設定上模、下模和壓邊等成形屬性等。
工藝參數方面,設定熱拉深成形的溫度為750℃,摩擦系數為0.12,壓邊力為50kN。
其次,選擇求解器并進行求解計算,得到計算結果。通過模擬過程可以發現,當凸模剛開始上行10mm時,前端凸模圓角處等效塑性應變開始出現,如圖7a所示;當凸模上行20mm時,凸模圓角等效應變分布范圍增大,延凸模圓角方向延伸,如圖7b所示;當凸模行程為35mm時,凸模圓角等效應變繼續增大,凹模圓角處也出現塑性應變,如圖7c所示;當上模上行約50mm時,板料完全貼模,應變達到峰值,如圖7d所示。在整個熱拉深模擬過程中,等效應變均值較小,基本沒有產生缺陷的趨勢。
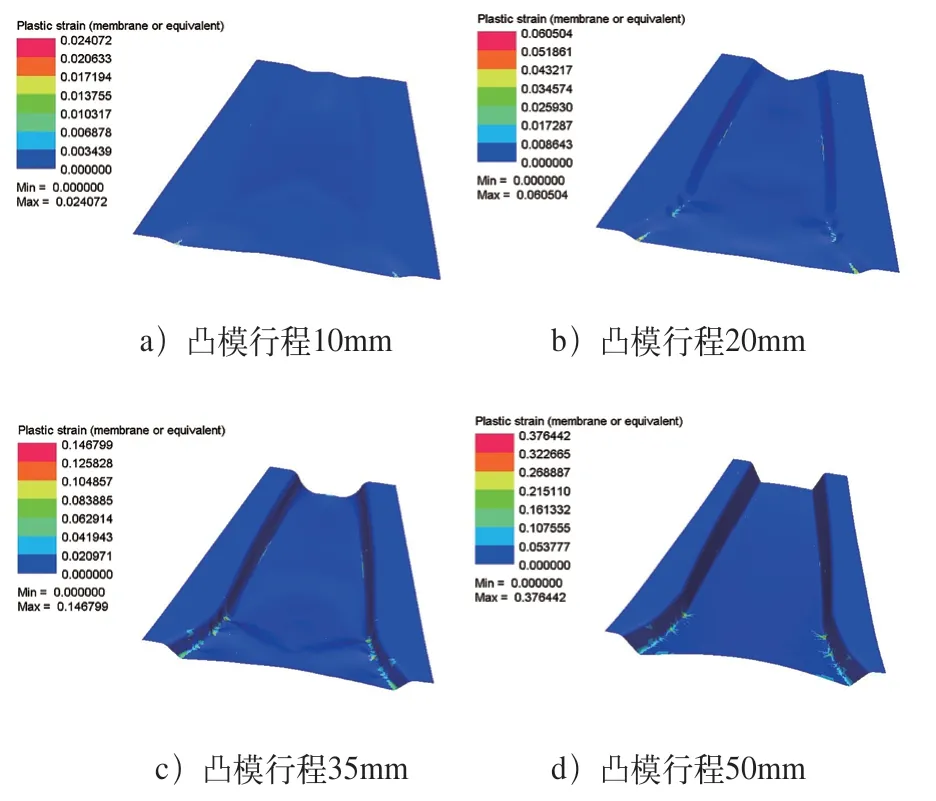
圖7 熱拉深過程等效塑性應變分布
同時,依據模擬結果,熱拉深成形后零件厚度分布較為均勻,沒有出現明顯的減薄或增厚現象,如圖8所示。拉深成形力隨凸模位移增加呈近似線性增大,如圖9所示。
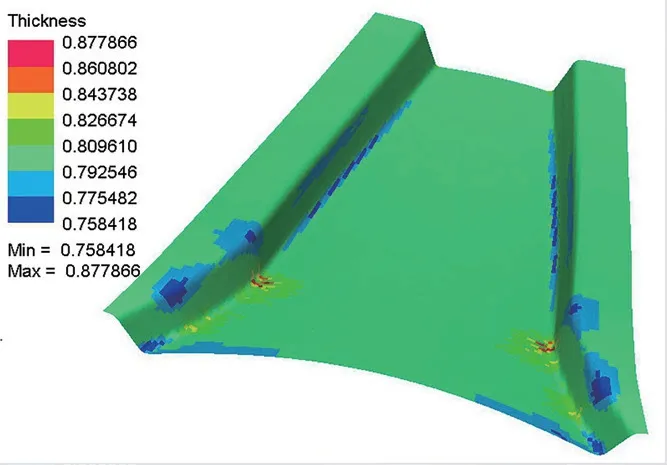
圖8 熱拉深成形厚度分布
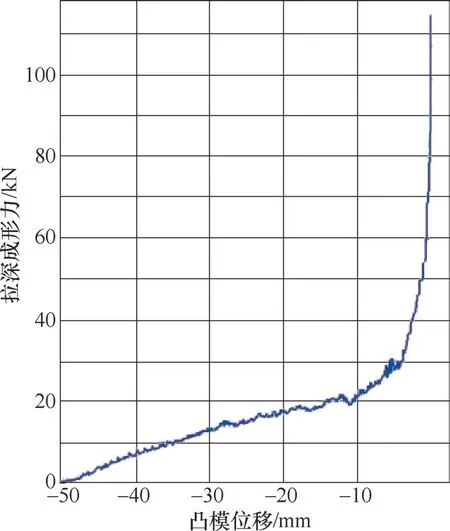
圖9 拉深成形力與凸模位移關系
最后,進行負角度區域的熱成形工藝仿真。將上一步熱拉深成形模擬結果以及熱成形模具模型導入到PAM-STAMP 2G 2012軟件中并進行前處理,熱成形溫度設定為750℃,進行求解計算,仿真結果如圖10所示。依據模擬結果,零件厚度分布均勻,沒有褶皺、破裂等缺陷,貼膜度高,滿足設計條件的要求。
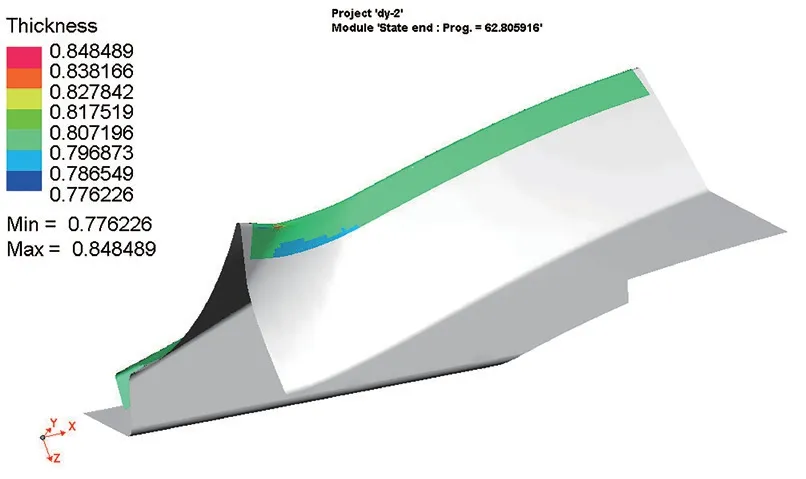
圖10 熱成形厚度分布
5 結束語
通過上述研究,探索了一種利用分步成形的方法制備雙側負角度飛機蒙皮零件。這種分步成形的方法,可有效地解決負角度鈦合金蒙皮零件難以成形的問題;同時,采取先熱拉深、后熱成形的方法,可以提高蒙皮零件最終成形精度,提高產品質量。結合上述二級模擬仿真結果證明,該蒙皮零件成形效果良好,故方案可行。實際成形過程需熱拉深模具1套,熱成形模具2套。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
