麻繩測量繞線一體化裝置設(shè)計*
2023-03-20 07:52:54張秋杰覃秀鳳莫建恒申會明
南方農(nóng)機 2023年7期
張秋杰,覃秀鳳,莫建恒,申會明
(1.廣西職業(yè)技術(shù)學(xué)院,廣西 南寧 530026;2.廣西劍麻集團山圩劍麻制品有限公司,廣西 南寧 530026)
中國麻紡織歷史悠久,麻繩是古人最早使用的麻紡織品之一。麻紡織用的原材料中麻類纖維資源豐富,具有纖維長、強度高、伸長小、吸濕與放濕快等特點。傳統(tǒng)制作工藝過程將葉纖維或硬質(zhì)植物纖維分扯、緝理、績成紗線,再搓成繩索[1-3]。麻繩可供航海、水產(chǎn)、工業(yè)、林業(yè)、國防等部門作栓系、傳動、捆扎、拖曳之用,在紡織工業(yè)中占有重要的地位。根據(jù)產(chǎn)品規(guī)格和用途,麻繩需要將數(shù)根或數(shù)十根紗經(jīng)制股機(股線搓繩機)合股加拈,工序中通常會用到繞線裝置[4-6]。現(xiàn)有的繞線裝置十分小眾,多使用光桿排線器,其特點是不改變光桿的方向即可實現(xiàn)轉(zhuǎn)向與無級調(diào)速[7-9],但精確直線進給量很難保證,無法應(yīng)用于載荷大、精度要求高的場合,且結(jié)構(gòu)損壞維護成本高,市場上鮮有自動化程度高的一體化繞線設(shè)備[10-11]。現(xiàn)有的麻繩繞線裝置大多結(jié)構(gòu)單一[12],僅能對麻繩進行繞線收納,無法對麻繩直徑進行測量,在繞線過程中需要額外的設(shè)備進行直徑測量,使用時十分不便。基于此,課題組研究設(shè)計了一套由PLC 控制的精密測量與排線一體的自動化排線裝置。
1 裝置機械結(jié)構(gòu)
為實現(xiàn)上述目的,課題組設(shè)計了一種便于測量繞線的一體化裝置機械結(jié)構(gòu),機械結(jié)構(gòu)示意圖如圖1 所示,繞線機構(gòu)結(jié)構(gòu)示意圖如圖2 所示,截面結(jié)構(gòu)示意圖如圖3 所示,機械結(jié)構(gòu)包括:箱體、輸送測量機構(gòu)、定位機構(gòu)、繞線機構(gòu)、驅(qū)動機構(gòu)、聯(lián)動機構(gòu)。

圖1 機械結(jié)構(gòu)示意圖

圖2 繞線機構(gòu)結(jié)構(gòu)示意圖
輸送測量機構(gòu)包括儲線輥、支撐輥和測距傳感器,儲線輥與箱體轉(zhuǎn)動連接,設(shè)置在箱體內(nèi)部一側(cè);支撐輥設(shè)置在箱體中間;測距傳感器設(shè)置在支撐輥上方。定位機構(gòu)包括螺桿、移動塊和導(dǎo)線桿,螺桿設(shè)置在箱體內(nèi)部,與支撐輥相互平行;移動塊設(shè)置在螺桿上;在移動塊頂端設(shè)有兩個相互平行的導(dǎo)線桿。繞線機構(gòu)包括固定輪、移動輪和收線桿,固定輪設(shè)有兩個,兩個固定輪對稱設(shè)置在箱體內(nèi)部另一側(cè);移動輪設(shè)置在收線桿上,移動輪可以方便調(diào)節(jié),便于根據(jù)麻繩直徑對收線桿寬度進行調(diào)節(jié);移動輪中間設(shè)有與收線桿結(jié)構(gòu)相互對應(yīng)的通孔,移動輪與收線桿滑動連接,收線桿設(shè)置在固定輪內(nèi)側(cè),收線桿兩端分別與固定輪固定連接。驅(qū)動機構(gòu)包括電機、驅(qū)動齒輪和氣缸,電機設(shè)置在固定輪底端;驅(qū)動齒輪設(shè)置在電機輸出軸上,固定輪側(cè)面設(shè)有與驅(qū)動齒輪相互嚙合的齒槽;氣缸與電機相鄰設(shè)置,電機輸出軸與移動輪固定連接。聯(lián)動機構(gòu)包括聯(lián)動齒輪和聯(lián)動軸,若干個聯(lián)動齒輪為錐形齒輪且相互嚙合,分別設(shè)置在螺桿和固定輪末端;聯(lián)動軸設(shè)置在聯(lián)動齒輪之間,聯(lián)動機構(gòu)可以在使用時使收線桿與作為定位結(jié)構(gòu)的導(dǎo)線桿保持同步運行,使收線過程中導(dǎo)線桿與收線進度保持一致。
2 裝置工作過程
裝置工作過程就是將搓繩機合股的麻繩精密、均勻地排布到收線桿上[13]。如圖3 所示,開始將儲線輥儲存的麻繩依次穿過支撐輥和導(dǎo)線桿,最終纏繞至收線桿,測距傳感器通過監(jiān)測麻繩與測距傳感器之間的距離從而獲取麻繩直徑數(shù)據(jù),進而通過氣缸控制移動輪位置,使麻繩保持最佳纏繞效果。導(dǎo)線桿可以調(diào)節(jié)麻繩位置,PLC 控制步進電機驅(qū)動器驅(qū)動電機使驅(qū)動齒輪帶動固定輪進行轉(zhuǎn)動,收線桿隨之轉(zhuǎn)動并將麻繩進行收納。在使用過程中,固定輪通過聯(lián)動機構(gòu)使螺桿保持同步轉(zhuǎn)動,導(dǎo)線桿控制麻繩在纏繞過程中的位置,使麻繩與纏繞進度保持一致。限位桿和螺桿共同作用使移動塊移動,移動步距為測量得到的麻繩直徑,保證收線桿可以緊密收線。

圖3 截面結(jié)構(gòu)示意圖
3 控制系統(tǒng)設(shè)計
測量繞線一體化裝置的控制系統(tǒng),如圖4 所示。控制單元由一塊觸摸屏、PLC 和驅(qū)動器構(gòu)成;測量單元由測距傳感器連接PLC 構(gòu)成;繞線單元由步進電機驅(qū)動,同步帶動排線機構(gòu)和收線輪。觸摸屏界面包括實時數(shù)據(jù)窗口、補償窗口、數(shù)據(jù)導(dǎo)出窗口、報警窗口和排繩窗口,實時數(shù)據(jù)窗口可以實時監(jiān)控、顯示及記錄麻繩直徑測量數(shù)值;補償窗口可以進行原點補償和彈簧誤差補償,用以修正麻繩測量數(shù)值。其中,原點補償修正的是兩個原點滾筒的機械誤差,彈簧誤差補償修正的是由于彈簧壓力導(dǎo)致麻繩發(fā)生的形變誤差。數(shù)據(jù)導(dǎo)出窗口用以導(dǎo)出檢測數(shù)據(jù)文件;報警窗口顯示數(shù)據(jù)超差或者排繩機構(gòu)過載等報警信息;排繩窗口設(shè)置排繩速度、直徑,有自動模式和手動模式可以選擇,手動模式下由正向點動、負向點動和回零按鈕控制排繩導(dǎo)向桿移動,自動模式下分別通過啟動按鈕和復(fù)位按鈕控制。為確保設(shè)備安全,有急停按鈕用以保護人員安全[14],窗口還會實時顯示工作臺移動的位置和速度。該控制系統(tǒng)主要的電氣硬件配置如表1 所示。

表1 電氣硬件配置表
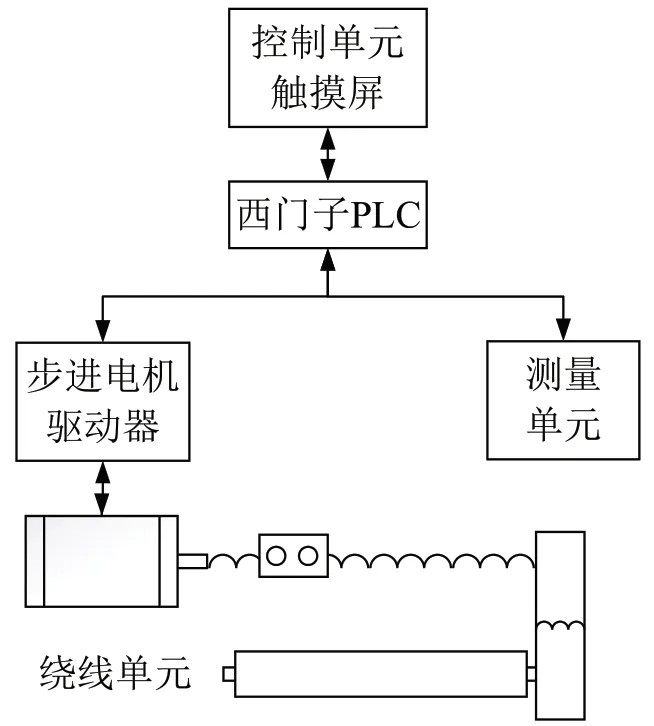
圖4 測量繞線一體化裝置的控制系統(tǒng)
4 系統(tǒng)程序設(shè)計
公司生產(chǎn)麻繩的常規(guī)直徑為0.5 mm~6.5 mm,采用圓筒形、錐形紙筒繞線。系統(tǒng)繞線程序設(shè)計流程如圖5 所示,觸摸屏開機初始化并讀取PLC 中的設(shè)置值,包括測量單元麻繩測量上、下限值和補償值,繞線單元導(dǎo)向桿絲桿運動速度和步距值。點動模式可以對測量單元及繞線單元進行參數(shù)值修改,該模式下的繞線機構(gòu)導(dǎo)線桿移動步距按照設(shè)定值進行設(shè)置,碰到限位桿處的限位開關(guān)時換向運動。自動模式下繞線機構(gòu)導(dǎo)線桿將讀取到的麻繩直徑測量值作為移動步距,自動回零后建立坐標(biāo)系,并根據(jù)量程設(shè)定值進行換向運動。
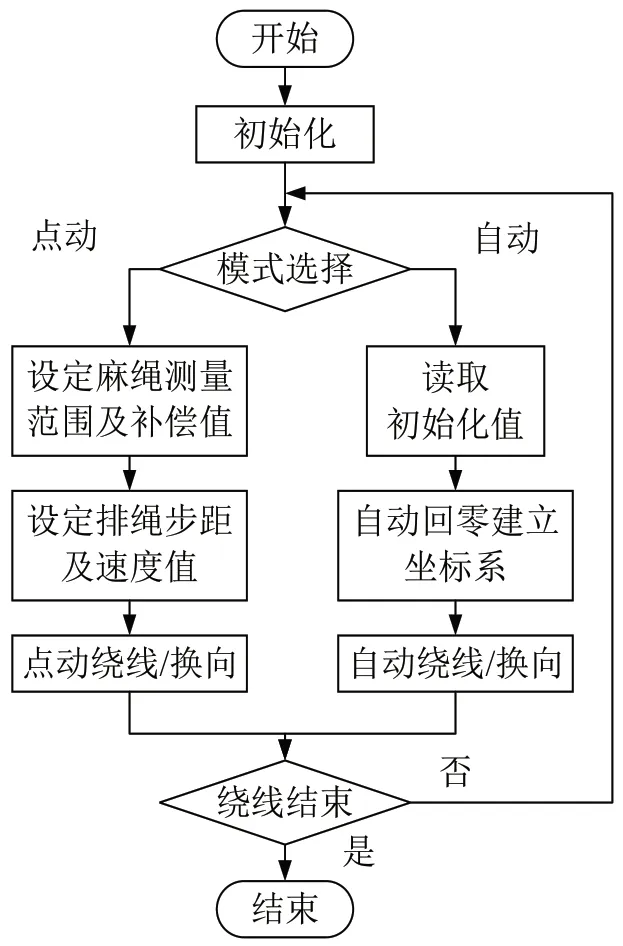
圖5 系統(tǒng)繞線程序設(shè)計流程
5 結(jié)語
該裝置屬于麻繩測量繞線設(shè)備技術(shù)領(lǐng)域,通過測量單元可以在對麻繩進行輸送纏繞的同時對麻繩的直徑進行便捷測量,提高了工作效率。通過聯(lián)動機構(gòu)設(shè)置的步距及速度可以使繞線機構(gòu)與定位機構(gòu)保持同步運行,使放線端與收線端保持同步。該一體化裝置已經(jīng)在公司生產(chǎn)車間投入使用,具有一定的應(yīng)用參考價值。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
中國艦船研究(2014年5期)2014-05-14 06:43:09