面向廓形質量的鋼軌打磨模式優化決策方法
2023-03-29 02:54:02姜曼楊岳丘文生鄧銀強
鐵道科學與工程學報 2023年2期
關鍵詞:質量
姜曼,楊岳,丘文生,鄧銀強
(1. 中南大學 交通運輸工程學院,湖南 長沙 410075;2. 廣鐵鐵路(集團)公司 廣州大型養路機械運用檢修段,廣東 廣州 511400)
鋼軌打磨是改善輪軌關系、提升列車運行品質、改善與消除病害的主要技術手段,通過鋼軌打磨可以有效去除鋼軌表面損傷缺陷,使輪軌匹配關系恢復至理想狀態[1-3],延長鋼軌的使用壽命。目前,現場鋼軌打磨作業大多依靠工程技術人員的經驗,根據服役鋼軌廓形病害類型從已有打磨模式庫中選取合適的打磨模式,受到主觀經驗的影響,對于同一條打磨線路,可能會出現多種打磨策略[4-5],這不僅增大了作業的工作量,而且無法準確控制鋼軌打磨質量,嚴重時可能導致不良廓形的出現,對列車運行安全造成重大影響。因此,科學合理地確定打磨模式成為鋼軌打磨領域的熱點研究問題,UHLMANN 等[6-7]分析了鋼軌打磨的影響因素,通過對比不同工藝參數組合對打磨結果的影響,提出了符合鋼軌打磨條件的鋼軌打磨策略;GRASSIE[8]綜合考量打磨周期、作業質量及經濟性的影響,提出了RCF(Rolling Contact Fatigue)方法,該方法對鋼軌波磨和內側剝落等問題起到了改善作用。王軍平[9-11]等對打磨量與打磨參數進行了研究,在此基礎上建立了打磨列車在不同打磨角度和打磨功率下的數值計算模型,實現了打磨模式的個性化生成。上述方法均在一定程度上提高了打磨模式與待打磨鋼軌的匹配度,但受實際線路情況復雜、打磨列車車型不同、各區段鋼軌的實際廓形或病害差異等因素的影響,按照現有研究方法或人工選擇的打磨模式進行鋼軌打磨,形成的鋼軌實際廓形往往不能很好地與鋼軌目標廓形匹配,因此亟需研究一種考慮線路實際情況、面向廓形質量的鋼軌打磨模式決策方法。由于打磨模式的優劣取決于打磨后鋼軌廓形的質量,因此本文以鋼軌打磨廓形質量指數(GQI,Grinding Quality Index)作為評判打磨模式優劣的指標,采用NURBS 自由曲線造型方法描述鋼軌打磨前后的廓形,通過分析鋼軌打磨列車多個砂輪對鋼軌的作用機理,構建包含打磨模式參數的鋼軌打磨廓形預測模型,實現鋼軌打磨廓形及其質量指數GQI 的準確預測;在此基礎上,設計鋼軌打磨模式優化決策算法,實現最優鋼軌打磨模式的快速科學決策,從而有效控制鋼軌打磨質量,提升鋼軌打磨模式的決策效率。
1 基于NURBS 的鋼軌打磨廓形質量指數計算
1.1 鋼軌廓形的NURBS描述
鋼軌廓形曲線是鋼軌打磨廓形質量指數數值計算的重要依據,由于服役中的鋼軌在輪軌作用力及自然環境的影響下廓形形狀復雜,特征點缺失,普通曲線擬合方法難以支持鋼軌打磨質量評估過程中的指標計算,NURBS 曲線擬合方法用非均勻樣條替代了傳統短線段,在幾何精度、連續性和代碼長度等方面都具有更高的優越性[12]。一條三次NURBS曲線定義為[13]:
其中u為節點矢量,Ni,3(u)為B 樣條基函數,ωi為權因子,di為控制頂點,i=0, 1, 2, …,n。
提取鋼軌軌頭斷面廓形的坐標信息Pi{xi,yi} (i=0, 1, 2, …,n)作為構建NURBS曲線的型值點,用來進行軌頭斷面廓形的NURBS 曲線的反向求解,其對應的節點矢量為由弦長參數化法和Cox-deBoor 遞推公式[13]計算得到B樣條基函數,由此建立求解控制頂點di的目標方程組:
更改權因子可以實現曲線的局部修改,初始權因子取1,由控制頂點di與B 樣條基函數即可構建符合打磨后鋼軌軌頭斷面廓形特點的NURBS 參數模型C1(u)。
1.2 鋼軌打磨廓形質量指數的計算
鋼軌打磨廓形質量指數可以定量反映鋼軌打磨后斷面廓形與打磨目標廓形的偏差,以此衡量不同鋼軌打磨模式的打磨質量[14],偏差的準確計算是求解GQI的核心。如圖1所示,鋼軌的非工作側邊LZ與鋼軌下顎角CZ具有較明顯的形狀特征且受到的損傷較小,以2個線段為基準,將鋼軌打磨后斷面廓形與打磨目標廓形對齊。按照測點選取準則[14]在打磨目標廓形的軌頂和工作邊的軌側上選取N個采樣點,相鄰采樣點的橫坐標數字化增量為0.7 mm,采樣點Pi處的法線與打磨后斷面廓形曲線CL(u)有且僅有一個交點Qi,交點與采樣點間的距離|PiQi|即為打磨后斷面廓形在采樣點處的偏差。

圖1 鋼軌廓形質量指數計算基本原理Fig. 1 Calculation principle of rail profile quality index
偏差|PiQi|小于某一閾值Δ 的采樣點總數記為nr<Δ,則鋼軌打磨廓形質量指數GQI 的基本計算公式為:
準確計算打磨后斷面廓形和打磨目標廓形的偏差是精確計算GQI的關鍵步驟,為便于N個采樣點處法線方程的連續計算,利用采樣點坐標信息構建打磨目標廓形的NURBS 模型CT(u),對于3 次NURBS 參數曲線CT(u),在任意一點ui處的1 階導矢是:
則第i個采樣點(xi,yi) 處的法線方程為:y-yi=-(x-xi)/C'(u),若(m0i,n0i)和(m1i,n1i)分別為法線方程上確定的2點參數坐標,dui和dvi為廓形曲線CL(u)的控制頂點,則求解交點Qi(u,v)的目標函數應為[11]:
其中,F(t)為含有B 樣條基函數的非線性方程,應用區間分析的思想[15],利用方向包圍盒(OBB,Oriented bounding box)算法快速定位含有交點的包圍盒,將其作為區間迭代的預設區間,在預設區間內應用Newton 區間迭代算法進一步求解交點區間,在交點區間內給定初值,通過牛頓迭代法求出零點,即采樣點處法線與打磨后斷面廓形曲線的交點Qi。依次計算N個采樣點處的偏差|PiQi|,設定閾值Δ,篩選出符合|PiQi| <Δ 的采樣點個數nr<Δ,代入式(3)即可求得打磨后的鋼軌打磨廓形質量指數GQI。
2 面向鋼軌打磨廓形質量指數的打磨模式優化決策
2.1 鋼軌打磨模式及打磨過程分析
鋼軌打磨列車是鋼軌打磨施工的主要技術裝備,其在每股鋼軌上方設有24 個可調整角度的打磨砂輪,打磨砂輪的擺角、排列順序、打磨功率等工藝參數均可進行調整,這些工藝參數的組合可以編制為不同的打磨模式,改變砂輪擺角、打磨功率及其排列順序這3個打磨模式參數,可以控制砂輪的打磨狀態。針對不同種類的鋼軌病害,鐵路養護部門根據鋼軌的最終打磨狀態將打磨模式進行分組,在打磨施工前需根據鋼軌的病害從相應的打磨模式組中選出一種打磨模式進行作業。
圖2 為打磨列車的工作過程示意圖,如圖所示,砂輪沿鋼軌呈縱向排列,單個磨頭砂輪與鋼軌軌頭部分接觸,砂輪以轉速n旋轉,在正壓力Fn的作用下對鋼軌進行磨削作業。若列車行進速度vt和打磨功率P恒定,當打磨時間t足夠小時,砂輪直接作用于鋼軌斷面廓形,砂輪在鋼軌斷面上的磨削面積S為S=K0P34/v5/4t,K0是在行進速度v0,打磨功率p0時進行的磨削實驗后確定的常量,因此打磨功率P可用目標磨削面積Sy表示,由此打磨模式可通過設定砂輪擺角、排列順序及目標磨削面積來控制。

圖2 鋼軌打磨過程示意圖Fig. 2 Diagramatic sketch of rail grinding process
2.2 面向打磨模式的鋼軌打磨廓形質量指數預測
從2.1 小節的分析可知,鋼軌的最終打磨狀態由所選擇的打磨模式決定,通過預測并對比采用模式組內不同打磨模式進行作業后的鋼軌打磨廓形質量指數,即可從模式組中篩選出最適合待打磨鋼軌的打磨模式。由1.2 小節可知,GQI 利用打磨后斷面廓形與打磨目標廓形的偏差通過公式(3)進行求解,在尚未打磨的情況下無法對GQI 進行計算,因此實現對打磨后鋼軌斷面廓形的精確預測是對比GQI進而確定最優打磨模式的前提。
為實現打磨后鋼軌斷面廓形的預測,從幾何角度分析單個砂輪的打磨過程的數學關系,將多個砂輪的打磨過程簡化為單個砂輪以打磨模式設定的擺角順序和功率循環作業于同一鋼軌斷面[16]。單個砂輪與鋼軌軌頭的接觸幾何關系如圖3所示。
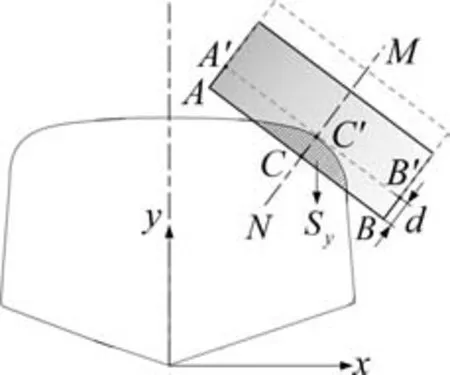
圖3 打磨砂輪與鋼軌軌頭幾何關系Fig. 3 Geometric relationship between grinding wheel and rail head
擺角為θ的打磨砂輪底部在鋼軌斷面上投影為一段直線段,起始位置為A'B',在C'點與鋼軌廓形相切,打磨砂輪以一定進給步長對鋼軌斷面進行磨削,即直線段沿砂輪軸線MN從初始位置A'B'不斷移動到AB,移動的距離為打磨深度d,砂輪與廓形重疊的陰影部分為目標磨削面積Sy[17]。圖4 陰影部分為第i個砂輪在鋼軌斷面上的實際磨削面積Si,設定砂輪打磨功率下的目標磨削面積為Siy,若Si與Siy的差值滿足|Siy-Si|≤ε時,砂輪停止沿MN方向的進給,結束單個砂輪的打磨作業。
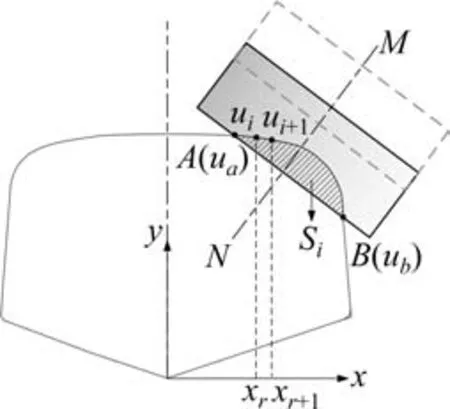
圖4 打磨后斷面廓形預測的基本原理Fig. 4 Basic principle of profile prediction after grinding
為求解實際磨削面積Si,構建鋼軌斷面廓形的NURBS曲線模型C0(u),則磨削面積的求解可以轉化為NURBS 曲線與直線的積分差值計算,鋼軌廓形曲線與砂輪底部端線相交于A 和B2 點,其節點矢量為ua和ub,為提高計算效率,將內節點區間[ui,ui+1]∈[ua,ub]內的NURBS 曲線轉化為Bézier 曲線, 單段 Bézier 曲線參數形式為Pi(t)=(x(t)),y(t)),0 ≤t≤1, 對應的4 個權因子為{ωi0,ωi1,ωi2,ωi3},控制頂點為{di0,di1,di2,di3},單段Bézier曲線以多項式形式表示為:
則內節點區間[ui,ui+1](對應參數區間[lr,lr+1])內的打磨面積為:
單個砂輪磨削面積Si可以由區間[ua,ub]范圍內的內節點區間打磨面積累計求得,經過打磨后的鋼軌斷面廓形由直線段AB及其兩端初始斷面廓形組成,以測點選取準則在直線段AB上提取采樣點,更新鋼軌斷面廓形NURBS曲線Ci(u)。若磨削面積Si滿足|Siy-Si|≤ε,根據打磨模式參數中設定的砂輪排列順序,下一個砂輪繼續進行作業,直到24個砂輪全部作用完成,最終的廓形曲線C24(u)即為圖1中的鋼軌打磨后斷面廓形,由此實現了鋼軌打磨后斷面廓形的預測。結合1.2 所提出的GQI數值計算方法,在鋼軌打磨目標廓形上選取N個采樣點,依次計算采樣點處鋼軌打磨后斷面廓形與打磨目標廓形的偏差,代入公式(2)即可求解GQI,從而評估打磨模式的打磨質量。
2.3 鋼軌打磨模式優化決策算法
針對同一類鋼軌病害,相應模式組中的多種打磨模式均具有改善作用,但打磨效果因鋼軌表面損傷情況不同有所差異,為最大限度修復鋼軌損傷、延長鋼軌壽命,需要從多種打磨模式中篩選出最適合當前鋼軌的打磨模式。鋼軌打磨廓形質量指數可以量化打磨模式與待打磨鋼軌的匹配程度,通過對比不同打磨模式下的GQI,即可為不同損傷情況的待打磨鋼軌篩選出最優打磨模式。鋼軌打磨模式決策本質上是不同打磨模式下的GQI尋優的過程,首先需要構建鋼軌打磨模式尋優過程的穩定數學模型。以鋼軌打磨廓形質量指數為打磨質量的評價指標,建立如式(8)的鋼軌打磨模式的尋優函數:
式中:Mj為模式組中的第j種打磨模式,記為Mj(αi,Siy,)(i=1,2,…,24;j=1,2,…,M), 其 中αi(i=1,2,…,24)為砂輪擺角,Siy(i=1,2,…,24)為砂輪目標打磨面積。
對于同一鋼軌斷面,打磨列車底部24 個砂輪以其縱向排列順序依次對其作用,以砂輪底面直線推進模擬砂輪作用過程,單個角度砂輪完成打磨后更新鋼軌廓形,以便下一個角度砂輪計算,直至所有砂輪完成打磨過程,根據最終的鋼軌打磨斷面廓形計算當前打磨模式下的GQI,更換打磨模式參數,計算j種打磨模式下的GQI,最大值對應的打磨模式即為最優打磨模式。基于以上分析,可形成如下的鋼軌打磨模式優化決策算法:
1) 輸入待打磨鋼軌廓形離散數據,構建鋼軌斷面初始廓形NURBS曲線表達式C0(u)。
2) 判斷待打磨鋼軌的主要病害,從鋼軌打磨模式庫中讀取與之匹配的M種打磨模式,模式參數為Mj(αi,Siy)(i=1,2,…,24;j=1,2,…,M)。
3) 根據第j種打磨模式,設定打磨模式參數,砂輪序號為i,砂輪擺角為αi,構造砂輪底面直線參數化方程Li,砂輪直線推進步長h,目標打磨面積為Siy,誤差閾值為ε。
4) 砂輪直線以步長h推進,計算鋼軌斷面廓形曲線與砂輪底面直線Li圍成的磨削面積Si。若|Siy-Si|≤ε,則更新打磨后的廓形曲線Ci(u),反之,推進步長迭加,重新計算Si。
5) 更新砂輪序號,重復執行3)至24 次,得到24 個砂輪打磨后的鋼軌廓形曲線C24(u),計算該打磨模式下的鋼軌打磨廓形質量指數GQIj。
6) 更新打磨模式,重復執行3)~5),將M個打磨廓形質量指數由大到小排序,其排列順序即為優化決策排序,排名第1的打磨模式即為當前鋼軌打磨作業中的理論最優打磨模式。
3 鋼軌打磨模式優化決策實例分析
3.1 鋼軌斷面廓形數據采集
為驗證鋼軌打磨模式優化決策算法的有效性,以京廣線岳陽段某一位置的一段已產生病害的鋼軌為實驗對象,應用SmartRay 非接觸式鋼軌廓形激光檢測裝置對打磨作業前鋼軌斷面的實際廓形進行測量,圖5為現場實驗圖,激光線對應的測量數據即為鋼軌廓形原始坐標信息。
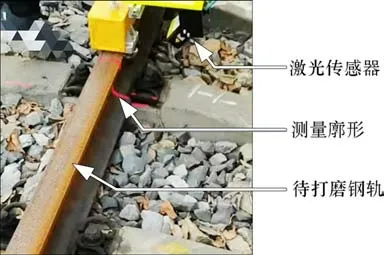
圖5 鋼軌數據采集實驗現場Fig. 5 Experimental site of rail profile data acquisition
實驗中采集的數據點數量巨大,為提高計算效率,結合鋼軌數據點的曲率信息,應用k-余弦曲率采樣法對鋼軌廓形原始數據進行篩選。如圖6為篩選后的鋼軌廓形數據點,可以看出,軌頭左側軌距角處磨損較少,為圓滑曲線,右側軌距角處出現尖角狀凸起,為輪軌作用所形成的肥邊,因此該段鋼軌出現的主要傷損類型為肥邊。
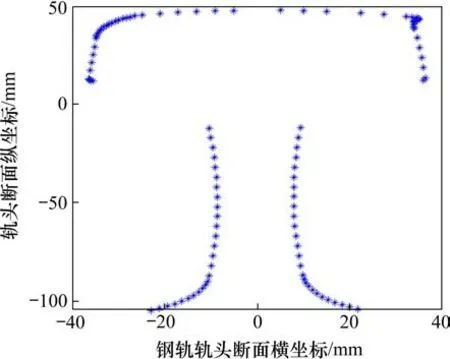
圖6 篩選后的鋼軌廓形數據Fig. 6 Filtered rail profile data
3.2 鋼軌打磨模式決策
根據該病害情況,從打磨模式庫中選取針對肥邊的7種打磨模式,如圖7所示,其中:圖7(a),7(c)為打磨1車的41號、45號、47號和49號4種打磨模式的參數,圖7(b),7(d)為打磨5 車的42 號、46 號和48 號3 種打磨模式的參數,圖中每條曲線代表了一種打磨模式;由圖7(a)和7(b)可以看出:砂輪打磨功率集中分布在55,60 和65 kW,打磨功率越大打磨能力越強;由圖7(c)和7(d)可以看出:砂輪擺角主要分布在40°至50°。
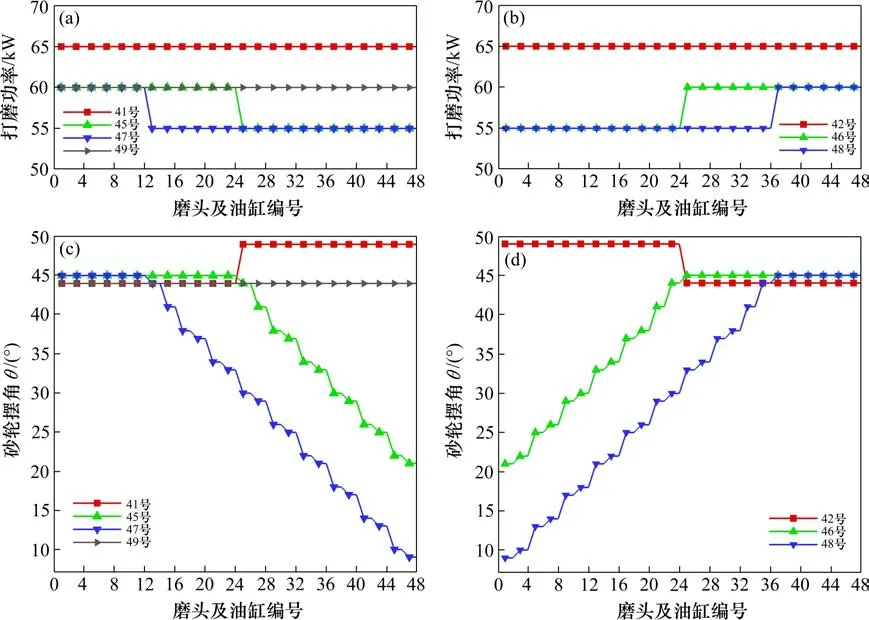
圖7 肥邊修復打磨模式參數Fig. 7 Grinding pattern parameters of fat edge repair
針對鋼軌肥邊病害的4 種典型打磨模式,即:41&42 號、45&46 號、47&48 號(組合打磨模式)和49 號(單打磨模式),對圖6 所示的篩選后鋼軌廓形離散點進行NURBS 建模,將其作為算法初始模型,應用3.3 節所述的鋼軌打磨模式優化決策算法,計算得到4種打磨模式下的鋼軌打磨廓形質量指數及打磨模式優化決策排序,結果如表1 所示,可以看出47&48號為最優打磨模式。
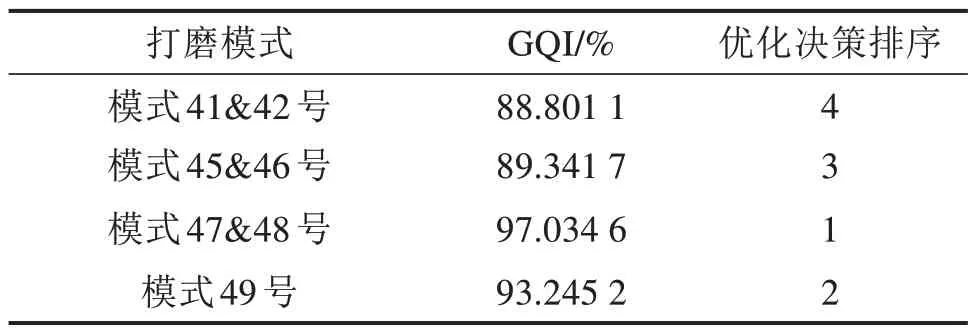
表1 不同打磨模式下鋼軌打磨廓形質量指數Table 1 GQI in different grinding patterns
應用2.1和2.2節所述的方法,計算4種打磨模式下的鋼軌打磨廓形與目標廓形的偏差并對其進行可視化,如圖8所示,可以看出,肥邊打磨模式下砂輪主要作用于鋼軌軌頭內側,主要打磨偏差集中于廓形橫坐標為[20, 36]區域,打磨模式47&48號對應的鋼軌打磨廓形偏差最小。
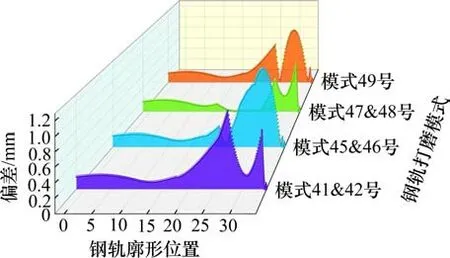
圖8 不同打磨模式下鋼軌打磨廓形與目標廓形偏差圖Fig. 8 Deviation diagram of rail grinding profile and target profile under different grinding patterns
分別采用以上4 種打磨模式進行鋼軌打磨實驗,并對打磨后的鋼軌廓形進行檢測,實驗結果表明,采用打磨模式47&48 號的打磨廓形與打磨目標廓形最為接近,說明本文方法滿足鋼軌打磨的實際工程需求,從而實現鋼軌打磨模式的最優決策。
4 結論
1) 提出一種基于NURBS 的鋼軌打磨廓形質量指數的精確計算方法。采用NURBS 曲線擬合方法構建鋼軌斷面廓形參數模型,推導了GQI 求解函數關系,利用方向包圍盒和區間迭代算法進行了精確求解。
2) 提取了打磨列車作用于鋼軌時砂輪與鋼軌廓形接觸的數學關系,并依此設計了一種以砂輪擺角和打磨功率為變量的鋼軌打磨廓形預測算法,實現了不同打磨模式下的鋼軌打磨廓形預測。
3) 以GQI 為評判指標,設計一種鋼軌打磨模式優化決策算法。通過構建鋼軌打磨模式的尋優函數,結合鋼軌打磨模式參數,應用NURBS 數值計算方法,實現了鋼軌打磨模式的優化決策。
4) 進行鋼軌打磨模式優化決策算法的實驗驗證。通過采集某區段肥邊病害情況下的鋼軌廓形數據,對4種打磨模式下的鋼軌打磨廓形及GQI進行預測,并對打磨模式進行最優決策,驗證了本文方法是切實可行的。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54