膝部氣囊(KnAB)模塊定型工藝驗(yàn)證與裝備設(shè)計(jì)
2023-03-30 07:02:46劉罡蘆晶
時(shí)代汽車 2023年6期
劉罡 蘆晶
1.采埃孚亞太集團(tuán)有限公司 上海市 200030 2.天合富奧汽車安全(長春)有限公司 吉林省長春市 130015
1 引言
在時(shí)代不斷進(jìn)步和發(fā)展的背景下,我國經(jīng)濟(jì)水平得到了極大的發(fā)展,人們的生活質(zhì)量越來越高[2],隨著汽車技術(shù)的飛速發(fā)展,汽車已經(jīng)漸漸成為人們?nèi)粘I钪凶钪匾拇焦ぞ撸塑嚰榜{駛體驗(yàn)也越來越受到人們的關(guān)注,汽車的舒適性、安全性必然是未來發(fā)展的趨勢,為了保證汽車的舒適性、安全型性設(shè)計(jì)布局需求,膝部安全氣囊需要設(shè)計(jì)成更小的折疊體積,避免占用較大的駕駛員側(cè)操作空間,影響整車人體工程學(xué)等方面的布局,目前膝部氣囊模塊定型工藝的方式大致可分為:無需壓裝,手動(dòng)機(jī)械式壓裝,機(jī)械自動(dòng)壓裝和熱定型技術(shù)。
1)無需壓裝形式適用于客戶需用黑盒子空間充足,膝部氣囊模塊裝配后體積未超出黑盒子要求;
2)手動(dòng)機(jī)械式壓裝可以在無需壓裝的基礎(chǔ)上,利用杠桿原理,使用人力較小的降低模塊體積,對操作者不友好且穩(wěn)定性過度依賴操作者熟練度,可滿足少部分產(chǎn)品設(shè)計(jì)以及客戶需求;
3)機(jī)械自動(dòng)壓裝使用倍力氣缸對氣袋模塊進(jìn)行壓裝,設(shè)備提供遠(yuǎn)超于人力的壓裝力值,可較大的降低模塊體積,但受壓裝時(shí)間與次數(shù)的影響極其明顯,可滿足絕大多數(shù)的產(chǎn)品設(shè)計(jì)以及客戶需求;
4)熱定型技術(shù)利用溫度與壓力,在3)的基礎(chǔ)上進(jìn)一步壓縮模塊的體積,利用溫度與夾具提供的夾緊力作用下將氣袋形狀定型,使其按照夾具腔體形狀定型,用于后續(xù)的裝配。可滿足所有產(chǎn)品設(shè)計(jì)以及客戶需求。
熱定型技術(shù)相對于其他三種方式,產(chǎn)品設(shè)計(jì)兼容性高,定型后模塊體積小,自動(dòng)化程度高,產(chǎn)品一致性好,對包裹殼體的包容度高(可使用非金屬材料制造成的殼體),較傳統(tǒng)采用金屬或者塑料殼體方式,織物殼體的應(yīng)用,物料清單(Bill of Material,BOM)成本低。
2 總體設(shè)計(jì)
2.1 設(shè)計(jì)理念
氣袋折疊后,折痕處存在外應(yīng)力,氣袋內(nèi)部纖維織物存在內(nèi)部應(yīng)力(圖1),用于包裹氣袋的殼體需要承受氣袋帶來的作用力。但隨著膝部氣囊放置空間的減小,當(dāng)前主流的冷壓力定型已經(jīng)無法滿足此要求。所以,如何消除氣袋折疊后外部應(yīng)力與內(nèi)部應(yīng)力成為了解決此問題的關(guān)注焦點(diǎn)。
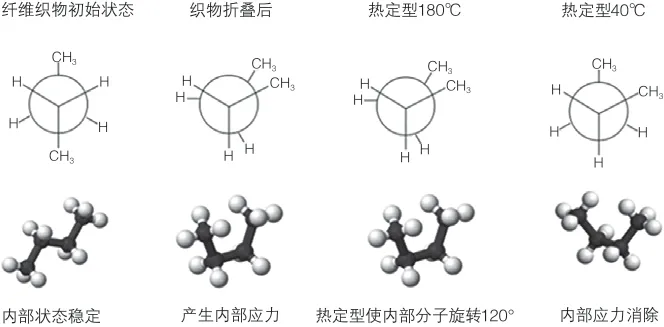
圖1 纖維織物熱定型前后應(yīng)力說明
基于目前的模塊定型工藝,產(chǎn)品設(shè)計(jì)平臺化趨勢,客戶端越來越小的許用黑盒子空間要求,氣袋布料特性,選擇采用壓力和溫度共同作用的方式,綜合衡量溫度、時(shí)間、力值之間的關(guān)系,最大可能降低模塊體積。加熱后,氣袋織物內(nèi)部大分子排列達(dá)到最穩(wěn)定的狀態(tài),同時(shí)在壓力的作用下,使得折痕處的外應(yīng)力得以消除,形成穩(wěn)定、規(guī)整的模塊。膝部氣囊熱定型設(shè)備由自動(dòng)送料系統(tǒng)、物料裝配系統(tǒng)、轉(zhuǎn)運(yùn)系統(tǒng)、加熱與冷卻系統(tǒng)、自動(dòng)出料系統(tǒng)幾個(gè)部分構(gòu)成,使用PLC 語言對過程進(jìn)行自動(dòng)控制,使用無線射頻識別即射頻識別技術(shù)(Radio Frequency Identification,RFID)進(jìn)行追溯識別。保證設(shè)備在實(shí)現(xiàn)兼容不同產(chǎn)品的情況下同步實(shí)現(xiàn)可追溯性。該方案能夠?qū)ζ嚢踩珰饽疫M(jìn)行全面升溫,使得汽車安全氣囊熱量分布均勻,加熱速度快,從而提高汽車安全氣囊熱壓定型效率[3]。
2.2 工藝流程
膝部氣囊(KnAB)模塊定型工藝流程如下所示。
折疊后工件-自動(dòng)上料系統(tǒng)-物料裝配系統(tǒng)-物料轉(zhuǎn)運(yùn)系統(tǒng)-加熱冷卻系統(tǒng)-自動(dòng)出料系統(tǒng)-定型后工件。
3 初始熱定型工藝參數(shù)驗(yàn)證
熱定型工藝是在現(xiàn)有冷壓的基礎(chǔ)上,延展出新型定型工藝。在冷壓只需要考量壓力與時(shí)間的基礎(chǔ)上,需要同步考量溫度對壓力與時(shí)間的交互作用。選取最優(yōu)的參數(shù)進(jìn)行工藝參數(shù)設(shè)置,從而滿足客戶黑盒子空間要求以及內(nèi)部產(chǎn)品性能要求。
在設(shè)備開發(fā)初期,先使用簡單的工裝夾具配合溫度箱對溫度、壓力、時(shí)間對織物的高度降低數(shù)據(jù)進(jìn)行試驗(yàn)驗(yàn)證。首先制作航空鋁進(jìn)行夾具制作,將氣袋按照規(guī)定的折疊方式折疊后放入夾具,將壓力傳感器置于夾具內(nèi)部用于測量壓力值,將溫度傳感器置于氣袋內(nèi)部用于監(jiān)控是否完全加熱,并使用夾具左右兩側(cè)的螺栓對上下夾具進(jìn)行鎖緊。相關(guān)準(zhǔn)備工作完成后將其放入溫度箱內(nèi)進(jìn)行加熱定型。
根據(jù)公司內(nèi)部經(jīng)驗(yàn),設(shè)定初始工藝參數(shù)數(shù)據(jù),并對加熱后模塊高度是否達(dá)到要求進(jìn)行初始評估。根據(jù)結(jié)果對比,優(yōu)化工藝參數(shù)中的時(shí)間、壓力、溫度的增加與降低,實(shí)現(xiàn)產(chǎn)品要求,同時(shí)達(dá)到精益生產(chǎn)要求,降低生產(chǎn)運(yùn)營成本。
根據(jù)試驗(yàn)驗(yàn)證得到最優(yōu)的加工工藝參數(shù):溫度100℃,壓力8kN,時(shí)間1H。
4 主要裝置設(shè)計(jì)
4.1 物料裝配系統(tǒng)
物料裝配系統(tǒng)接收自動(dòng)送料系統(tǒng)提供的上序工件,工件到達(dá)指定位置后,經(jīng)接近傳感器驗(yàn)證后通過后由推料裝置將工件推送至上裝配位置下,由頂升機(jī)構(gòu)將工件向上推送至上夾具進(jìn)行裝配,頂升機(jī)構(gòu)由氣缸、氣動(dòng)元件以及傳感器組成。氣缸為動(dòng)力源,用于裝配物料時(shí)壓縮氣袋所需的動(dòng)力,氣缸規(guī)格根據(jù)前期壓縮氣袋時(shí)所需的力值為參考依據(jù)進(jìn)行選型。裝配完成后通過鎖鉤將工件與上夾具鎖緊,從而完成一個(gè)工件的裝配。每個(gè)上夾具有五個(gè)裝配穴位,當(dāng)完成一個(gè)工件的裝配后,在傳動(dòng)系統(tǒng)的控制下,將上夾具的下一個(gè)裝配空穴位送至指定位置用于下個(gè)工件的裝配。重復(fù)以上操作完成五個(gè)穴位的裝配后將裝滿工件的上夾具通過轉(zhuǎn)運(yùn)系統(tǒng)送至加熱冷卻系統(tǒng)。
4.2 加熱冷卻系統(tǒng)
加熱冷卻系統(tǒng)用于接收轉(zhuǎn)運(yùn)系統(tǒng)輸送的滿載工件的上夾具,滿載工件的上夾具通過鏈條傳動(dòng)系統(tǒng),將工件由常溫區(qū)域輸送至加熱區(qū)域,工件經(jīng)由加熱區(qū)后再由鏈條傳動(dòng)系統(tǒng)輸送至冷卻區(qū),保證工件從加熱冷去系統(tǒng)出來后可以正常操作,避免對操作者造成傷害。
加熱冷卻系統(tǒng)由箱體、鏈條傳動(dòng)系統(tǒng)、溫控系統(tǒng)、時(shí)間控制系統(tǒng)組成,箱體被分割為三個(gè)區(qū)域,分別是常溫區(qū)(用于接收工件和釋放熱定型后的工件)、加熱區(qū)(用于對固定在上夾具的工件進(jìn)行熱定型)、冷卻區(qū)(用于對熱定型后的工件進(jìn)行冷卻)。加熱區(qū)和冷卻區(qū)通過溫度傳感器對區(qū)域內(nèi)的溫度進(jìn)行監(jiān)控,通過時(shí)間繼電器對加熱與冷卻時(shí)間進(jìn)行監(jiān)控,保證工件的加熱與冷卻時(shí)間可以達(dá)到規(guī)定的工藝參數(shù)要求。
工件經(jīng)過加熱冷卻系統(tǒng)的加工后,工件的高度與規(guī)整度可實(shí)現(xiàn)質(zhì)的變化,熱定型后模塊自身狀態(tài),形態(tài)規(guī)整且穩(wěn)定。
5 量產(chǎn)產(chǎn)品工藝驗(yàn)證
針對熱定型工藝與其他工藝成型效果進(jìn)行試驗(yàn)對比,采用同一氣袋同一折疊形式的相同條件下,針對無壓裝、手動(dòng)壓裝、機(jī)械自動(dòng)壓裝、熱定型壓裝后模塊成型高度進(jìn)行對比分析,熱定型成型后模塊高度數(shù)據(jù)降低的最多且最穩(wěn)定,可以達(dá)到類似剛體的狀態(tài)且形態(tài)非常統(tǒng)一。具體試驗(yàn)數(shù)據(jù)如下表1:

表1
通過上述數(shù)據(jù),可以得到熱定型后的模塊高度分布區(qū)間的極差最小為0.5mm <2mm(機(jī)械自動(dòng)壓裝)<2.5mm(手工壓裝)<3.2mm(無壓裝),說明熱定型后的模塊高度分布區(qū)間最穩(wěn)定,定型后的形態(tài)比較接近,已經(jīng)完全消除了布料因折疊而產(chǎn)生的應(yīng)力集中以及布料間的氣體。說明本工藝對客戶降低膝部氣囊模塊黑盒子許用空間是有正向幫助且可以穩(wěn)定的滿足其要求。
針對不同大小的氣袋采用相同的折疊方式,使用同樣大小的定型工裝,以及相同的熱定型工藝參數(shù),分析熱定型后的模塊高度,對比分析此工藝對不同大小氣袋的兼容性。實(shí)驗(yàn)數(shù)據(jù)如下表2:

表2
通過對上述的數(shù)據(jù)進(jìn)行分析,發(fā)現(xiàn)不同大小的氣袋在模塊高度上有重疊區(qū)域,且極差范圍水平一致,說明只要在熱定型工藝的加持下,不論氣袋大小差異如何,當(dāng)折疊后的氣袋能夠完全壓裝至定型工裝,且在相同的熱定型工藝參數(shù)下,均可得到穩(wěn)定的模塊高度,說明此工藝對不同大小的氣袋兼容性較好。
6 設(shè)備機(jī)械故障處理
熱定型熱備制造完成后,根據(jù)設(shè)備開發(fā)前得出的工藝參數(shù)進(jìn)行設(shè)備工藝參數(shù)設(shè)定,同時(shí)對所負(fù)責(zé)的項(xiàng)目進(jìn)行設(shè)備效果驗(yàn)證。
驗(yàn)證過程中因氣袋品類較多,氣袋的體積也存在大小差異,導(dǎo)致設(shè)備在物料裝配過程中出現(xiàn)大氣袋無法裝配至上夾具的問題。氣缸規(guī)格在設(shè)備設(shè)計(jì)初期依據(jù)初始熱定型工藝參數(shù)進(jìn)行選擇,因氣缸所提供的壓力不足導(dǎo)致工件無法裝配至夾具是不成立的。通過PLC 程序單獨(dú)對此處的工作過程進(jìn)行反復(fù)運(yùn)行,發(fā)現(xiàn)在進(jìn)行工件裝配過程中,用于鎖緊的鎖鉤存在工件未到達(dá)裝配位置時(shí)就已經(jīng)開始鎖緊(頂升氣缸的規(guī)格較大,氣缸內(nèi)部磁環(huán)較寬,導(dǎo)致工件未完全到位時(shí),鎖鉤就已經(jīng)起到),而鎖鉤所能提供的力值遠(yuǎn)小于頂升氣缸所提供的力值,從而導(dǎo)致鎖鉤無法正常裝配。利用PLC 程序以及相關(guān)電氣元件(傳感器)對此處的加工邏輯進(jìn)行優(yōu)化調(diào)整,具體如下:
1)頂升氣缸啟動(dòng);
2)氣缸到達(dá)磁性傳感器所在位置;
3)根據(jù)磁性傳感器的信號為初始信號,增加0.5s 延遲;
4)啟動(dòng)鎖鉤進(jìn)行鎖緊。
此邏輯的優(yōu)勢相較于修改之前,對操做順序進(jìn)行了固化,保證頂升氣缸在鎖鉤開始鎖緊前一直處于提供頂升力的狀態(tài),增加了0.5s 延時(shí)避免了磁性傳感器因磁環(huán)寬度帶來的誤差,保證工件能夠完全到達(dá)正確的裝配位置。
工件熱定型后,經(jīng)鏈條傳送時(shí)從上夾具脫落,使設(shè)備無法正常運(yùn)轉(zhuǎn)。根據(jù)驗(yàn)證時(shí)得到的壓力與時(shí)間曲線,推斷出工件掉落是因?yàn)闊岫ㄐ秃髢?nèi)部壓力出現(xiàn)衰減,定型工裝與上夾具之間的空間不能對定型后的工件提供足夠的支撐,使工件在加熱與冷卻系統(tǒng)經(jīng)鏈條傳送時(shí),氣袋不能提供足夠的內(nèi)部膨脹力使定型殼體與上夾具時(shí)刻處于鎖緊狀態(tài),導(dǎo)致工件從上夾具脫落卡在設(shè)備內(nèi)部。對上夾具與定型殼體的空間進(jìn)行調(diào)整后,再次進(jìn)行批量驗(yàn)證,未出現(xiàn)工件掉落的現(xiàn)象。
7 結(jié)束語
1)對初始熱定型工藝參數(shù)的研究,得到最優(yōu)的加工工藝參數(shù):溫度100℃,壓力8kN,時(shí)間1H。
2)根據(jù)客戶與設(shè)計(jì)的要求,設(shè)計(jì)了一款膝部氣囊熱定型設(shè)備,設(shè)備由自動(dòng)送料系統(tǒng)、物料裝配系統(tǒng)、轉(zhuǎn)運(yùn)系統(tǒng)、加熱系統(tǒng)與冷卻系統(tǒng)、自動(dòng)出料系統(tǒng)幾個(gè)部分構(gòu)成,其具體尺寸為(長×寬×高)4.8m×3.3m×3.5m。
3)熱定型后的模塊高度分布區(qū)間穩(wěn)定,已經(jīng)完全消除了布料因折疊而產(chǎn)生的應(yīng)力集中以及布料間的氣體。說明本工藝對客戶降低膝部氣囊模塊黑盒子許用空間是有正向幫助且可以穩(wěn)定的滿足其要求。
4)不論氣袋大小差異如何,當(dāng)折疊后的氣袋能夠完全壓裝至定型工裝,且在相同的熱定型工藝參數(shù)下,均可得到穩(wěn)定的模塊高度,說明此工藝對不同大小的氣袋兼容性較好。
5)對實(shí)際驗(yàn)證過程中的問題進(jìn)行研究,增加0.5s 延時(shí)避免了磁性傳感器因磁環(huán)寬度帶來的誤差,保證工件能夠完全到達(dá)正確的裝配位置。
6)工件熱定型后從上夾具脫落,與初期驗(yàn)證得到的力值與時(shí)間的關(guān)系相佐證。
7)驗(yàn)證確認(rèn)采用織物殼體,并采用熱定型工藝的穩(wěn)定實(shí)施,降低了產(chǎn)品的材料成本,增加了產(chǎn)品的穩(wěn)定性,和行業(yè)內(nèi)的競爭性。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
