基于模擬量控制的機器人涂膠工藝原理研究
2023-03-30 07:02:48楊華陳快滕培欣潘濤
時代汽車 2023年6期
楊華 陳快 滕培欣 潘濤
上汽通用五菱汽車股份有限公司 廣西柳州市 545007
1 引言
當前,世界經濟和產業格局正處于大調整、大變革和大發展的新的歷史時期,智能制造已成為國家工業發展的主流趨勢,汽車工業生產的自動化、智能化是生產變革的重要內容[1]。汽車白車身涂膠工藝作為車身制造最關鍵的工藝之一,研究工業機器人自動化涂膠技術及其工藝設計非常重要。現階段,自動化涂膠技術一般分為膠槍固定式機器人涂膠、膠槍移動式機器人涂膠等方式[2],國內外主流自動化涂膠設備廠商,如SCA、大銘等都采用了Fanuc 機器人內置的模擬量出膠控制系統,這一系統調試簡單,穩定性好,因此得到了廣泛應用。本文主要從汽車車身制造的角度研究了Fanuc 機器人涂膠系統的模擬量控制原理、工藝設計相關內容。
2 工業機器人涂膠設備簡介
機器人涂膠設備一般由涂膠泵、高壓軟管、高壓硬管、過濾單元、加熱膠管、膠槍、控制柜等組成。涂膠泵一般為伺服電機驅動壓盤升降,通過壓盤擠壓膠桶出膠,然后通過加熱軟管、加熱硬管輸送至過濾單元;過濾單元起到平衡壓力、過濾雜質及氣泡的作用,然后由過濾單元通過加熱膠管輸送至膠槍,再由膠槍通過伺服電機控制膠嘴的出膠速率。在固定膠槍式機器人涂膠系統中,膠槍固定于生產線兩側的地面或者鋼構平臺,涂膠時,膠槍固定,由機器人夾持零件,并控制零件的運行軌跡、運行姿態、運行速度來完成涂膠。而移動膠槍式機器人涂膠系統中,零件不動,膠槍則固定于機器人六軸終端,跟隨機器人運動。
3 原理分析
3.1 通信原理
機器人與涂膠設備控制模塊的通信方式一般分為“I/O”連接及通訊線連接兩種方式。“I/O”連接屬于硬連接,屬于點對點信號傳輸,其具備高可靠性、高穩定性,但缺點是通信量少。通訊線連接屬于大通道通信方式,一般機器人與涂膠控制系統多采用通訊線連接,且多為兼容性及穩定性更佳的DeviceNet通訊協議,即Can 技術(控制器局域網)。基于模擬量控制的Fanuc 機器人涂膠模塊通常可以提供12 組模擬“I/O”用于出膠速度的控制,即12 個AI[i]/AO[i],換算對應的數字量為4096,模擬量與涂膠系統控制電壓呈正相關的關系。因此,通過控制模擬量的值可以控制涂膠設備的控制電壓輸出,實現膠嘴出膠速度實時匹配機器人速度,并通過事先標定的出膠速度與機器人涂膠速度的匹配關系實現對涂膠形狀的控制,如圖1 所示。

圖1 通信原理(簡)
3.2 模擬量控制原理
3.2.1 機器人速度與出膠速度的關系
在基于模擬量控制的Fanuc 機器人涂膠系統中,膠嘴的出膠速度與機器人速度是具有相關性的,本質上,模擬量就是這一相關性的數值體現。車身涂膠一般為圓柱狀膠、點狀膠、螺旋膠等,圓柱形涂膠是典型的條狀膠,點狀膠可以看做是條狀膠的一種,螺旋狀膠則是條狀膠的特殊形式。為方便闡述,本文所述推理都采用標準圓柱形條狀膠作為分析樣本。
假定某車身有一段典型的標準圓柱形條狀膠設計,且使用圓形膠嘴的膠槍設備涂膠,車身上該圓柱形條狀膠長度為固定值L,如圖2 所示。使用膠槍涂膠時,膠槍從涂膠的A端均勻施膠到B 端,此時,膠槍相對零件的涂膠時間(即機器人涂膠速度)與膠嘴的出膠時間一致,此時:
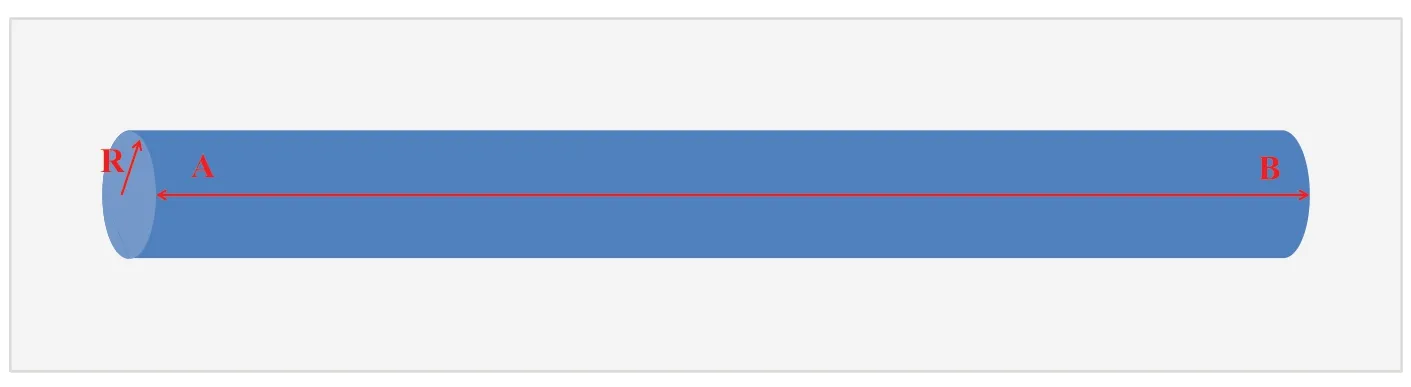
圖2 車身涂膠
涂膠體積(V)為:V=πR2*L,機器人涂膠速度為VR,則機器人涂膠時間(t1)為:t1=L/VR;
總出膠量(C)為:C=Q*t,出膠速度為Q,則膠槍出膠時間(t2)為:t2=C/Q。
涂膠總體積(V)理論上等于總出膠量(C),且機器人涂膠時間與膠槍出膠時間為一致,即t1=t2,則可以推算出機器人涂膠速度與膠槍出膠速度(體積流量)的關系:
其中:
(1)R:涂膠直徑,單位:mm;
(2)VR:機器人涂膠速度(即機器人運行速度),單位mm/s;
(3)Q:膠槍出膠速度(體積流量),單位:cc/s(即cm3/s);
(4)V:涂膠體積,單位:mm3;
(5)L:涂膠長度,單位:mm;
(6)C:總出膠量,單位:cc(即cm3);
此關系用于表述機器人涂膠速度、膠槍出膠速度與涂膠直徑之間的關系,通過此公式可以得到機器人涂膠速度、出膠速度的匹配規律。實際應用中,當我們確定了產品輸入的涂膠直徑后,一旦設置好機器人的涂膠速度范圍,就可計算涂膠設備膠槍的出膠速度,應用見本文5.3 節。
3.2.2 模擬量匹配關系
由章1 我們可知,當模擬量(Flow command)位于最大值時,即二進制對應的數字信號為4096,此時定量機壓力最大,膠嘴的出膠速度也為最大值。模擬量是機器人控制膠槍最大出膠速度的重要參數,其與涂膠速度成正比。本文結合Fanuc 機器人涂膠控制系統,直接給出這一關系:
其中:
(1)Fm:Flow command,即指機器人發送給涂膠設備的模擬量,單位:1;
(2)Q:Flow rate,指膠嘴的出膠速度(體積流量),單位:cc/s;
(3)SC:Scale factor,指比例因子,單位:1;
(4)δ:Material factor,指材料系數,單位:1;
(5)Cf:Correction factor,指比例因子的修正系數,單位:1;
(6)VR:Robot speed,指機器人運行速度,單位:mm/s;
(7)Pb:PNT bias,PNT 偏差,單位:1;
(8)Fb:Flow rate bias,流量偏差,單位:1;
一般,Pb、Fb的值屬于機器人缺省值,δ 值僅與涂膠材料有關,當涂膠材料一致時,δ 值一致。SC值為比例因子,默認為1。此時,上述關系中在一般場景下僅存在3 個實時動態變量:Fm、Q、VR值。根據上述2.1 章節可知,Q、VR值的關系為已知,因此通過公式2 可以完整表述機器人相關參數、涂膠設備相關參數與模擬量之間的關系。
3.2.3 瞬時出膠速度的計算
由上述公式1、公式2 推演,可以得到模擬量與出膠速度的匹配關系(用于瞬時出膠速度(體積流量)的計算):
公式3:
通過公式3,當涂膠直徑、比例因子一定時,在機器人自動涂膠過程中,通過機器人示教器中得到某一時間點的模擬量,可以通過此公式計算出膠嘴的瞬時體積流量。
3.2.4 瞬時機器人速度的計算
由上述公式1、公式2 推演,還可以得到模擬量與機器人速度的匹配關系(用于瞬時機器人速度的計算):
公式4:
通過公式4,當涂膠直徑、比例因子一定時,在自動涂膠過程中隨機器人瞬時速度變化,可以計算機器人輸出實時的模擬量;同時,也可以從機器人示教器中讀取當前的模擬量,通過此公式反求計算出機器人此時的瞬時速度。
同時,可以通過上述公式2、公式3、公式4,我們也可以計算δ 值、計算Cf值的有效范圍,對機器人涂膠過程進行量化,為實現涂膠的自動化、智能化奠定理論基礎。
4 涂膠設備工藝設計
4.1 涂膠設備的工藝參數
一般,基于模擬量控制原理的不同廠家涂膠設備的工藝參數不一,常見的基于Fanuc機器人的SCA/大銘品牌涂膠設備的常見工藝參數推薦值如下:
①初始壓力控制速度:0.5~1cc/sec,一般按廠家設置。
②自動充膠速度:3~5cc/sec,一般按廠家設置。
③初始壓力:0~100bar,根據起始涂膠質量可調整參數,一般地選擇與現場氣流壓力泵實際壓力接近的值(推薦50~100 bar)。
④ 最大出膠速度:0~20cc/sec,根據實際涂膠直徑可以調整參數最大涂膠速度和機器人發送的最大模擬量相關,一般各類型機器人涂膠設備的最佳值為15cc/s。
4.2 涂膠形狀工藝參數
涂膠形狀一般根據產品發布的涂膠文件要求,需要計算理論工藝涂膠直徑(因涂膠文件給出是直徑范圍,因此取平均值),并確定涂膠總量。在實際工藝設計中,一般根據現場實際的涂膠效果,選擇評審合格涂膠樣件的均值,然后根據樣本均值修正給出基準涂膠量,并計算涂膠上、下限(常取基準涂膠量20%)。理論涂膠總量可根據公式5 計算:
公式5:
其中:
(1)理論涂膠總量,單位:cc(即cm3);
(2)理論涂膠半徑,單位:mm;
(3)涂膠總長度,單位:mm;
5 機器人涂膠系統設計
5.1 機器人涂膠距離的確定
涂膠距離,一般指位于機器人末端膠槍的膠嘴與鈑金表面的垂直距離,如圖3 所示。為提高設備響應速度,同時減少外界自然風等因素的影響,常規涂膠設備的膠槍與零件距離通常設置值為≤3mm。如果膠槍與零件的距離過近,容易導致膠槍碰撞零件,涂膠堆積等問題;如果膠槍與零件的距離過遠,則容易導致涂膠成形不好,涂膠位置偏差大,飛膠等問題。因此,常見機器人涂膠設備的涂膠距離通常設置為標定推薦值2mm。但通過膠嘴設計氣道吹風形成螺旋的螺旋膠涂膠設備,為了讓出噴膠空間,因此標定推薦值一般為10-15mm。
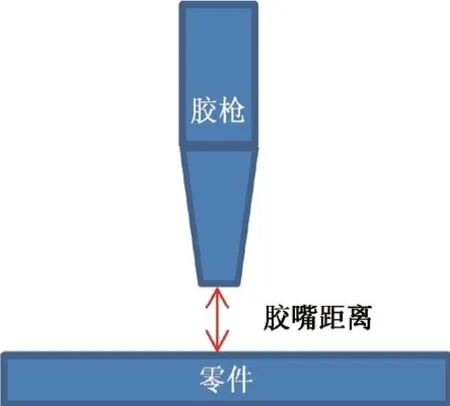
圖3 涂膠距離示意
5.2 機器人涂膠標定
機器人在工件涂膠前,需要進行涂膠標定,主要是通過模擬量建立涂膠機流速、機器人速度之間關系(公式1、公式2)建立機器人、涂膠設備之間的相關性,推薦涂膠標定規范如下:
(1)工藝輸入標定涂膠直徑;
(2)涂膠設備初始參數確定,見4.1 節所述;
(3)機器人速度:根據“涂膠速度與機器人速度匹配表”選擇(見下表);
(4)標定涂膠:涂一段長度為300~500mm 直線段膠;
(5)一般設計冗余,規定標定過程中模擬量的最大值不超過4000;
同時,在機器人涂膠標定程序中,機器人CNT 的取值一般為80 ≥CNT ≥50,軌跡點應盡可能少,且涂膠軌跡應為連續的、均勻的。
5.3 涂膠速度的設計
涂膠速度的值不是唯一固定的,但涂膠速度的最高閾值相對固定,其影響涂膠設備的選型、涂膠工藝設計、生產線工藝節拍設計等諸多環節。因此確定涂膠速度的最高閾值,給出涂膠速度的推薦值非常重要。由上述章節2.1 的公式2 可知涂膠速度與出膠速度的關系,按一般涂膠設備的最大出膠速度為20cc/s 計算。
本文直接給出速度推薦表,如表1 所示:

表1 機器人速度與出膠速度匹配表
由表1可知,對于直徑在2mm~8mm的大部分車身條狀膠涂膠工藝,機器人涂膠速度上限一般在500mm/s,推薦值為300mm/s 左右。
6 結論
1、基于模擬量控制的Fanuc 機器人涂膠系統中的機器人涂膠速度與出膠速度具有穩定的相關性,涂膠設備可以通過機器人涂膠速度控制實時的出膠速度。
2、基于模擬量控制的Fanuc 機器人涂膠系統中的核心變量,如機器人涂膠速度、出膠速度、模擬量等都是可以實時量化的,本文給出了各主要參數的關系。
3、目前該類型設備已在汽車制造業大范圍應用,因此研究其控制理論對優化汽車涂膠工藝設計具有重要意義。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
