新能源汽車鋁合金輕量化零部件生產工藝的應用與發展
2023-04-20 08:43:23龍廣鵬
大眾科技 2023年11期
龍廣鵬
新能源汽車鋁合金輕量化零部件生產工藝的應用與發展
龍廣鵬
(廣西艾盛創制科技有限公司,廣西 柳州 545616)
我國新能源汽車的發展如火如荼,其產銷數據呈現爆發式增長的態勢。然而新能源汽車的續航里程不足容易引發用戶的續航焦慮癥,并帶來出行的不便。因此新能源汽車公司都在努力提升車輛續航里程,使用輕量化零部件替代傳統零部件是熱門方案之一。鋁合金零部件可以兼顧產品性能、成本和工藝性等方面需求,開發應用潛力巨大。文章從鋁合金的高壓壓鑄成型、擠壓成型和沖壓成型3種工藝方向著手,對鋁合金在汽車車身零部件中的應用與發展進行綜述。
新能源汽車;鋁合金;零部件;生產工藝
引言
據中汽協會統計數據,2022年我國新能源汽車產銷分別完成705.8萬輛和688.7萬輛,分別同比增長96.9%和93.4%[1]。相較于傳統燃油汽車,新能源汽車被廣大用戶反映最多的問題就是車輛續航里程不足。該問題極容易引起用戶續航焦慮,影響用戶的車輛使用體驗。而且續航里程不足的問題也影響了用戶使用新能源車輛進行長距離出行的選擇方式,使一部分客戶購買新車時被迫放棄選擇新能源車。所以車企都在努力提升新能源車輛續航里程或提供相應的續航問題解決方案,解決用戶的續航焦慮和遠距離出行不便的問題。
使用輕量化材料替代傳統普通的鈑金材料,減少車輛車身重量,是主流的提升車輛續航里程方案之一。適合汽車輕量化的材料一般有鋁合金、鎂合金、高強鋼和復合材料等。地球上的鋁礦資源儲量豐富,是重要的有色金屬,通過在純鋁材料內添加其他元素生產而成的鋁合金材料兼顧了成本、性能和輕量化效果方面的需求,是熱門的輕量化零部件材料的應用方向之一。鋁合金按生產工藝區分,一般可以分為鑄造鋁合金和變形鋁合金兩種,鑄造鋁合金有高壓壓鑄成型、低壓鑄造成型、重力鑄造成型和擠壓鑄造成型等方式,其中高壓壓鑄成型是目前各個企業的重點研究方向,特別是車身大型部件一體高壓壓鑄成型工藝,是目前最熱門的方向;變形鋁合金零件的成型方式主要有兩種:一種是擠壓成型后機加工,另一種是鋁錠輥壓成型得到鋁板,然后沖壓成型。
本文將針對鑄造鋁合金和變形鋁合金在新能源汽車車身零部件中的主流應用,即鋁合金高壓壓鑄成型、擠壓成型和沖壓成型這3種鋁合金成型工藝的應用與發展情況進行總結。
1 高壓壓鑄成型技術及其工藝應用
壓鑄成型是指將壓鑄室內澆入的液態/半固態鋁合金在高壓高速下充填進模具型腔內,成型冷卻得到鑄件的方法[2]。自從2019年新能源車企特斯拉公司宣布一體高壓壓鑄成型后車體部件在Model Y車型成功實現量產后,鋁合金一體高壓壓鑄成型工藝迅速在汽車車身零部件生產領域火爆了起來,截至目前這種成型工藝還在呈現爆發式增長的態勢。通過一體高壓壓鑄成型工藝,Model Y車型的后車體部件可以由原來的70個零件,減少到1個零件,減重比例達10%,減重效果明顯。而且通過一體高壓壓鑄工藝生產后車體部件,可以節約傳統沖壓模具200套左右、焊接夾具15套左右,生產場地占用減少30%,對比傳統后車體總成部件生產節拍,傳統沖壓焊接的方式需要約2 h/件,一體壓鑄方案縮短為5~10 min/件。不過這項一體高壓壓鑄工藝的缺點是前期設備、壓鑄模具等投入成本大,免熱處理材料開發、模具設計和壓鑄生產工藝等技術要求高,行業準入門檻高,但是當某款車型的零部件產量累計達到一定數量后,零部件的平均生產成本可較大幅度分攤降低。同時,一體壓鑄工藝在汽車車身的前后地板總成、輪罩總成、副車架和電池包殼體等零部件上可拓展應用的潛力巨大,特別是在新能源汽車上的提升空間上限更為廣闊。基于一體高壓壓鑄工藝在汽車生產上的零件成本低、生產效率高、輕量化效果明顯和可應用拓展上限高等優勢,國內外眾多主機廠和零部件公司都在加大對鋁合金一體高壓壓鑄工藝的研發投入。
在2019年之前,國內鮮有6 000 t及以上噸位的壓鑄設備,經過幾年時間的汽車行業一體壓鑄技術的應用推廣,國內已有多家壓鑄設備廠家推出了超大噸位一體壓鑄機,目前一體高壓壓鑄成型設備最大可以做到合模力12 000 t,大型一體高壓壓鑄設備已經走向成熟化。傳統壓鑄鋁合金,為了能達到汽車零部件對材料性能的要求,需要對壓鑄后的零部件進行T5、T6和T7等熱處理以提升材料性能,才能滿足設計零部件的性能要求。在鋁合金壓鑄工藝高壓高速的充填過程中,鋁液內部會混入空氣,在鑄件內部形成氣孔,當對零部件進行熱處理時,這些零部件內含的空氣會膨脹溢出,導致零件表面形成氣泡、鼓包和氣孔等缺陷;同時,零部件整體加熱處理會讓零件內部的成型應力釋放,導致零件變形,增加零件尺寸不合格率,傳統的鋁合金鑄造材料不能直接應用于一體壓鑄成型。因此,為了提升產品生產合格率,需要研發免熱處理鋁合金材料。國外萊茵鋁業、美國鋁業和特斯拉公司都有對應的免熱處理材料,國內的上海交通大學、廣東鴻圖公司、立中集團和永茂泰集團等也成功研發了鋁合金免熱處理材料。表1是針對這些主流免熱處理材料的牌號及性能匯總。
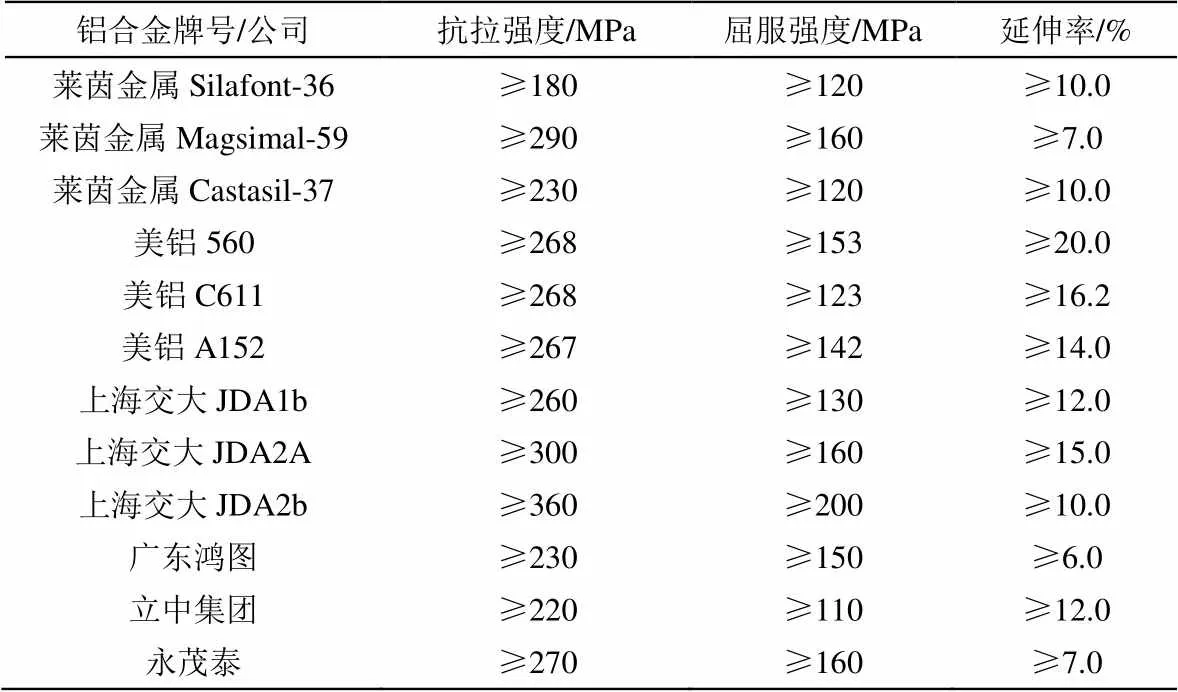
表1 主流的免熱處理牌號及其公開的性能
在實際應用方面,鋁合金高壓壓鑄應用較多的部位有后地板總成、前地板總成、副車架、前/后輪罩和塔包等。通常為了兼顧成本,較低成本的車型使用鋼鋁混合的方式居多,高端車型則會使用全鋁零件。由于鋁合金材料本身的特性所致,傳統鈑金車身使用的電阻點焊、凸焊和二氧化碳保護焊等連接工藝不能適用于使用鋁合金零件進行車身連接。鋁合金零件與其他部件連接的方式有自沖鉚(Self Piercing Riveting)連接、流鉆螺釘(Flow Drill Screws)連接、膠粘連接和電阻鋁點焊連接等。自沖鉚連接、流鉆螺釘連接和膠粘連接這三種連接工藝技術相對成熟,應用最廣。由于大型高壓壓鑄部件遠端位置性能與主體位置會有差異,特別是斷裂延伸率較差,零件會在鉚接時發生母材開裂現象,影響鉚接性能。解決鉚接開裂問題也是目前壓鑄工藝的重要研究方向。
2 鋁合金擠壓成型技術及其工藝應用
鋁合金擠壓成型是指對放置于擠壓筒內的鋁錠施加外力,使鋁錠從包含特定形狀的模具孔中流出,獲得特定形狀和尺寸的一種塑性加工方法。其生產過程一般包含:熔煉—鑄棒—均質處理—熱擠壓—冷卻—拉伸校直—切斷—時效處理—機加工—焊接/連接—檢查等過程[3]。在新能源汽車中,鋁合金擠壓成型應用最多的位置是前后防撞梁、門檻梁、電池箱體和副車架等,一般根據性能需要多使用6063-T4/T6、6061-T6和6082-T6等牌號的材料。
擠壓設備方面,國內擠壓設備的最大噸位已經過萬噸,但綜合經濟效益和應用場景考慮,在汽車行業內仍以2 000~4 000 t范圍的擠壓機型號為主。擠壓鋁合金前期主要應用于汽車車身前后防撞梁和副車架位置。近幾年,隨著新能源汽車的高速發展和碰撞法規要求的提升,擠壓鋁合金應用在鋁合金電池箱體和門檻梁位置日益增多。為滿足電池箱體型材扁平化的需求,在常規擠壓方案的基礎上催化了扁擠壓技術在電池箱體領域的應用。對比傳統擠壓設備,應用扁擠壓技術的設備在同等噸位的前提下,可以擠壓出更扁但更寬的外接圓截面,同時截面壁厚也能做得更薄,扁擠壓設備如圖1所示。常規鋁合金擠壓壁厚1.5~2.0 mm已經是極限,應用扁擠壓技術截面壁厚可以減薄至1.2~1.5 mm,對比常規擠壓方案,扁擠壓技術整體有效減重比例達25%~30%。但由于扁擠壓技術的設備和擠壓鋁棒等通用性不如常規擠壓,因而扁擠壓技術的應用推廣受到限制。

圖1 某扁擠壓設備
擠壓完成后進行的校直、切斷、熱處理和機加工等工序都已發展成熟。之后的關鍵工序是零件的焊接/連接,焊接通常是使用冷金屬過渡焊(Cold Metal Transfer)、氬弧焊(Melt inert-gas welding)、非熔化極惰性氣體鎢極保護焊(Tungsten inert-gas welding)、攪拌摩擦焊(Friction Stir Welding)和鋁合金電阻點焊等方式,連接的主要工藝是拉鉚螺母/螺栓、壓鉚螺母/螺栓、自沖鉚連接、流鉆螺釘連接和膠粘連接等。表2是針對這些焊接/連接工藝的優缺點進行的匯總。
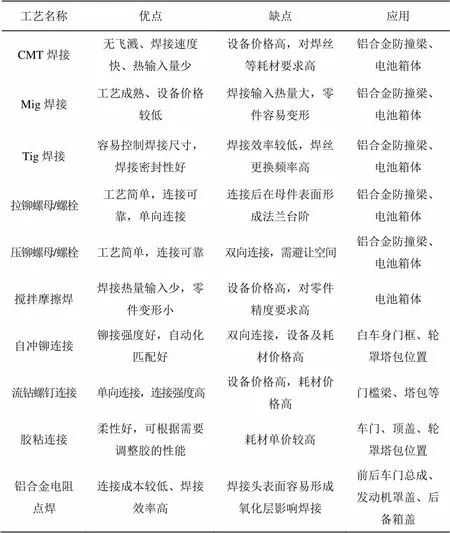
表2 鋁合金焊接/連接工藝的優缺點
擠壓工藝的零部件工藝穩定,生產的零部件產品價格合理,因此該工藝目前應用較多,只是受限于等截面形狀的要求,該工藝無法如高壓壓鑄工藝那樣靈活應用于造型不規則的汽車零部件上。
3 鋁合金沖壓成型技術及其工藝應用
鋁合金沖壓成型與鈑金沖壓成型原理一樣,區別只是將成型的板材由鋼板換成鋁合金板。一般使用的鋁合金板材主要有2XXX系(Al-Cu-Mg)、5XXX系(Al-Mg)和6XXX系(Al-Mg-Si)。這三大系列鋁合金都屬于變形鋁合金,2XXX系和6XXX系可以進行熱處理強化,5XXX系不可以進行熱處理強化。2XXX系鋁合金烘烤后,屈服強度變化不大,多用于車身內板零件;5XXX系主要用于結構復雜、裝配孔多的車身內板件上使用,如發動機罩蓋內板和車門內板等零件;6XXX系鋁合金成形性能不如5XXX系,但在烘烤中具有較高的沉淀硬化能力,因此多用于外觀質量要求高、拉延深度小,形狀簡單的外板零件,如車門外板、車身頂蓋和翼子板等[4]。
鋁合金沖壓成型工藝可以直接借用鈑金沖壓成型設備,因而對于已經擁有鈑金沖壓成型設備的廠家而言,開發鋁合金沖壓成型工藝的前期投入成本壓力較小。鋁合金沖壓成型的工藝難點在于沖壓回彈控制。影響鋁合金沖壓回彈的因素主要有鋁合金板材性能穩定性和開發前期針對零件造型、材料的成型過程分析后進行的過程問題補償方案。沖壓原材料方面,鋁合金板材由于輥壓生產工藝的影響,通常容易出現不同批次甚至同一張板材在不同區域性能差異大的問題,因而實際生產會發生回彈不可控的情況,也就是每一次生產得到的零件尺寸可能都會有所差異,影響零件裝車使用。這個問題的解決需要鋁合金板材廠家從鋁錠澆鑄開始到輥壓成型整個過程針對性地控制板材各處成分和厚度均勻一致,用于保證板材性能值在一定的合格范圍內波動,從而得到合格的鋁合金板材。
項目零件開發前期設計規格生產工藝方案時,使用CAE沖壓成型分析軟件模擬分析整個沖壓成型過程(一般可使用Auto Form或者Dyna Form軟件進行分析)。針對零件可能出現問題的區域進行優化設計,預防零件生產時可能產生的缺陷,對于容易產生回彈的位置進行模具回彈補償設計,或者預留模具上可以加工修整的余量,根據實際生產回彈情況進行修正回彈補償量,從而有效保障鋁合金沖壓零部件尺寸的合格率。
鋁合金沖壓成型工藝多用于新能源汽車的外覆蓋件,如前后車門總成、發動機罩蓋、后備箱蓋和側圍等位置,整體工藝相對成熟。部件間適合使用的連接方式有自沖鉚、流鉆螺釘、鋁合金電阻點焊、鋁合金包邊、膠粘連接、無鉚連接、激光復合焊接、拉鉚和壓鉚等。
4 結束語
新能源汽車鋁合金生產工藝的不斷發展,為新能源汽車產業提供了高性能、輕量化的車身材料,推動了汽車制造業的可持續發展。同時,在節能減排的大環境下,鋁合金材料具備良好的輕量化效果,在汽車零部件上的應用潛力大。本文從汽車車身零部件領域,概要總結了鋁合金的主流成型方式下常用的鋁合金材料牌號發展情況、鋁合金零部件工藝應用及發展情況,闡述了在目前的生產條件下各種鋁合金連接工藝的生產應用優缺點,為后續鋁合金材料在汽車行業的開發應用提供一些指導性意見。
[1] 2022年新能源汽車產量超過700萬輛[EB/OL]. https://www.ndrc.gov.cn/fggz/cyfz/zcyfz/202301/t20230131_1348148.html,2023-01-31.
[2] 朱正發. 簡述車用壓鑄鋁合金及其模具的設計與制造[J]. 智慧工廠,2022(1): 45-48,53.
[3] 周惦武,劉金水,肖鋒,等. 鋁合金擠壓型材工藝及在汽車中的應用[J]. 金屬成型工藝,2004(1): 62-64.
[4] 董家玲,閆巍,徐勇. 鋁合金發動機罩外板沖壓工藝技術研究[J]. 汽車材料與工藝,2016(11): 8-12.
Application and Development of Production Process for Aluminum Alloy Lightweight Parts of New Energy Vehicles
The development of new energy vehicles in China is in full swing, and their production and sales data shows an explosive growth trend. However, the insufficient range of new energy vehicles can easily lead to user anxiety and inconvenience in travel. Therefore, new energy vehicle companies are striving to increase their vehicle range, and using lightweight components to replace traditional components is one of the popular solutions. Aluminum alloy components can meet the requirements of product performance, cost, and processability, and have great potential for development and application. The article reviews the application and development of aluminum alloys in automotive body components from three process directions: high-pressure casting, extrusion molding, and stamping molding.
new energy vehicles; aluminium alloy; parts; production process
U465
A
1008-1151(2023)11-0063-03
2023-02-13
龍廣鵬(1987-),廣西浦北人,廣西艾盛創制科技有限公司工程師,從事汽車鋁合金和復合材料零部件開發工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
瞭望東方周刊(2016年40期)2016-11-02 18:30:31
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
風能(2015年4期)2015-02-27 10:14:36
風能(2015年4期)2015-02-27 10:14:34
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03